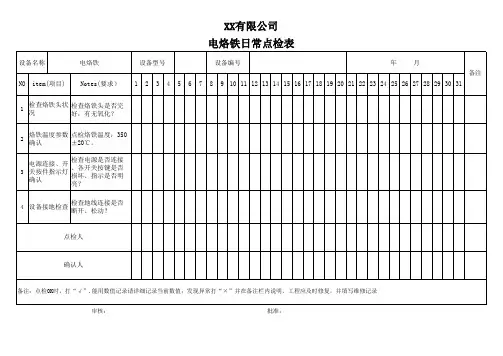
电烙铁每日点检表
- 格式:xls
- 大小:80.50 KB
- 文档页数:2
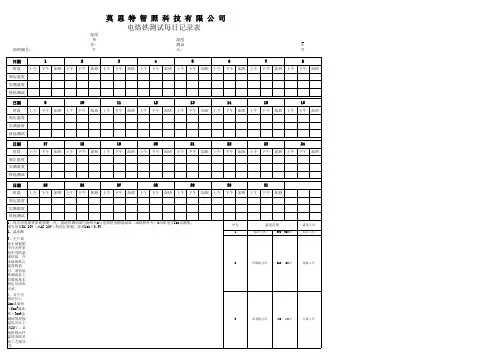
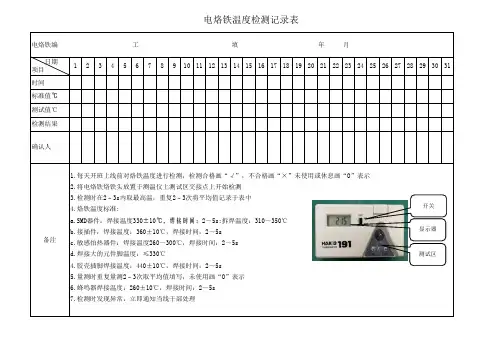
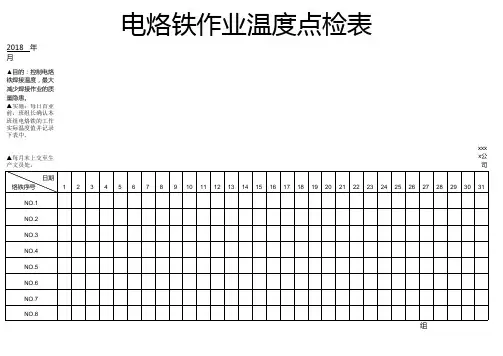
电烙铁温度检测记录表电烙铁编号:
工位:填写人:年月时间
标准值℃
测试值℃
检测结果确认人
7.检测时发现异常,立即通知当线干部处理261416293031
1517891011192728d.焊接大的元件脚温度:≤330℃
4.胶壳插脚焊接温度:440±10℃,焊接时间:2~5s
202122231213345675.量测时重复量测2~3次取平均值填写,未使用画“O”表示
6.蜂鸣器焊接温度:260±10℃,焊接时间:2~5s
2425备注 日期
项目
12181.每天开班上线前对烙铁温度进行检测,检测合格画“√”,不合格画“×”未使用或休息画“O”表示
2.将电烙铁烙铁头放置于测温仪上测试区交接点上开始检测
3.检测时在2~3s内取最高温,重复2~3次将平均值记录于表中
4.烙铁温度标准:
a.SMD器件:焊接温度330±10℃,焊接时间:2~5s;拆焊温度:310~350℃
b.接插件:焊接温度:360±10℃,焊接时间:2~5s
c.敏感怕热器件:焊接温度260~300℃,焊接时间:2~5s
显示器 测试区 开关。
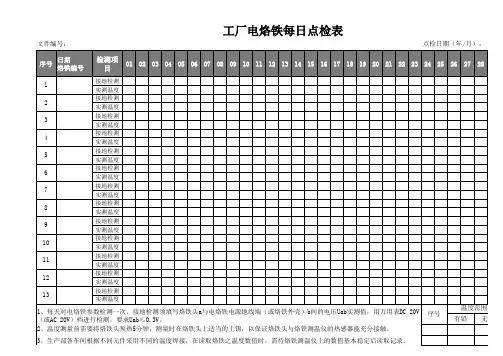
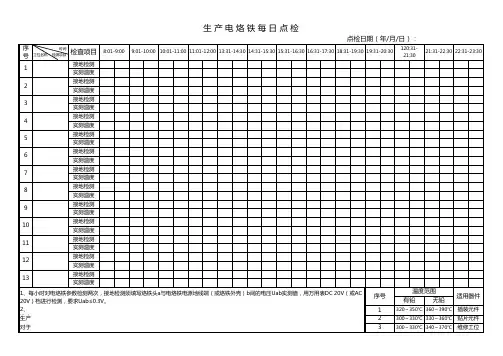
序号 日期烙铁编号 检测项目
01020304050607080910111213141516171819202122232425
262728293031
接地检测实测温度接地检测实测温度接地检测实测温度接地检测实测温度接地检测实测温度接地检测实测温度接地检测实测温度接地检测实测温度接地检测实测温度接地检测实测温度接地检测实测温度接地检测实测温度接地检测实测温度
无铅
300~330℃340~370
℃
序号插装元件
贴片元件
维修工位
适用器件
1、每天对电烙铁参数检测一次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值,用万用表DC 20V(或AC 20V)档进行检测,要求Uab≤0.3V。
3、生产部各车间根据不同元件采用不同的温度焊接,在读取烙铁之温度数值时,需待烙铁测温仪上的数值基本稳定后读取记录。
4、对于引脚直径>1mm或面积>5mm 2或体积>3mm 3金属块的焊接温度可以上调20℃,其他特殊元件温度参照具体工艺指导书。
温度范围3
有铅
12320~350℃360~390
℃300~330℃330~360
℃13
2、温度测量前需要将烙铁头预热5分钟,测量时在烙铁头上适当的上锡,以保证烙铁头与烙铁测温仪的热感器能充分接触。
9101112电烙铁每日点检表
56 点检日期(年/月):
781234文件编号:R-MF.E-213-F3/内部资料
填表人:确认人:。