电烙铁点检记录表
- 格式:xls
- 大小:32.50 KB
- 文档页数:1
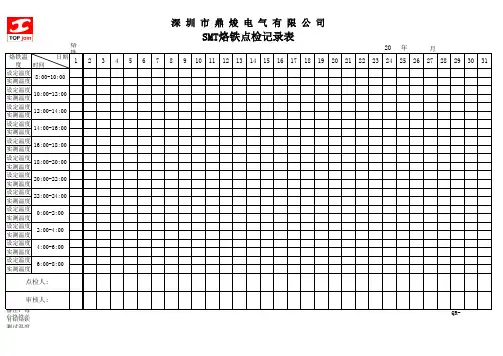
日期时间段设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
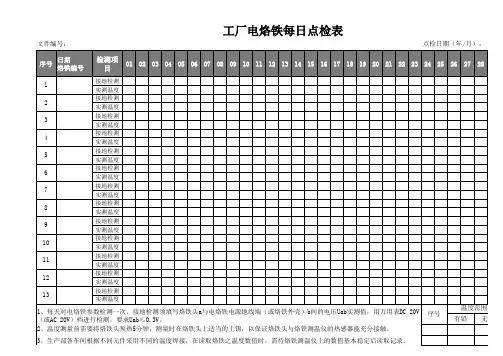
实测温度备注:每台烙铁必须按时点检并如实填写,如有异常及时通知班长或工程技术人员。
点检人为当班维修人员记录,班长负责审核。
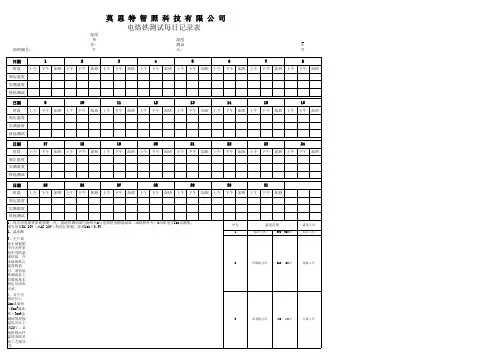
有铅烙铁测试温度范围:340℃±20℃,无铅烙铁测试温度范围:380℃±20℃1491011122
8:00-10:0010:00-12:00136783456:00-8:00120:00-22:0022:00-24:000:00-2:002:00-4:0012:00-14:0016:00-18:0018:00-20:0014:00-16:004:00-6:002930232425261516171827281920212231点检人:
审核人:
深 圳 市 鼎 焌 电 气 有 限 公 司
SMT烙铁点检记录表
20 年烙铁温度
f。
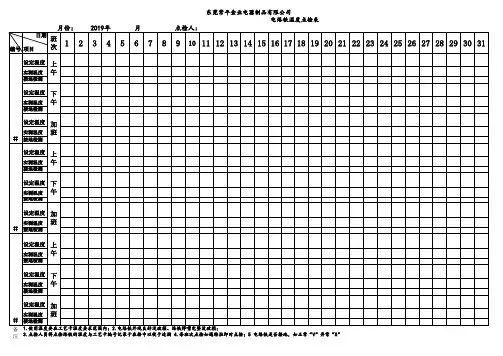
电烙铁温度检测记录表电烙铁编号:
工位:填写人:年月时间
标准值℃
测试值℃
检测结果确认人
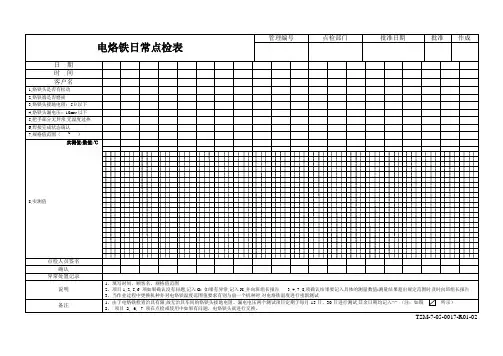
7.检测时发现异常,立即通知当线干部处理261416293031
1517891011192728d.焊接大的元件脚温度:≤330℃
4.胶壳插脚焊接温度:440±10℃,焊接时间:2~5s
202122231213345675.量测时重复量测2~3次取平均值填写,未使用画“O”表示
6.蜂鸣器焊接温度:260±10℃,焊接时间:2~5s
2425备注 日期
项目
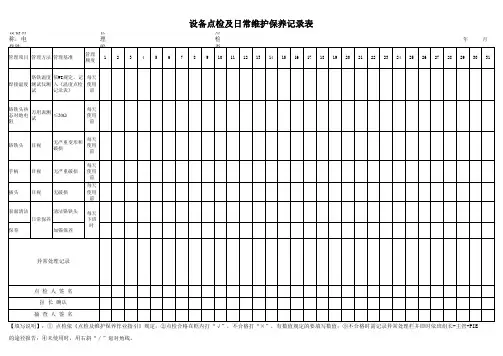
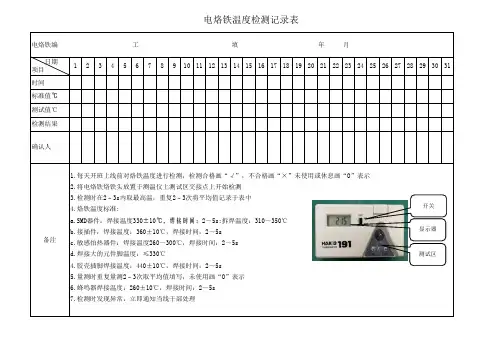
12181.每天开班上线前对烙铁温度进行检测,检测合格画“√”,不合格画“×”未使用或休息画“O”表示
2.将电烙铁烙铁头放置于测温仪上测试区交接点上开始检测
3.检测时在2~3s内取最高温,重复2~3次将平均值记录于表中
4.烙铁温度标准:
a.SMD器件:焊接温度330±10℃,焊接时间:2~5s;拆焊温度:310~350℃
b.接插件:焊接温度:360±10℃,焊接时间:2~5s
c.敏感怕热器件:焊接温度260~300℃,焊接时间:2~5s
显示器 测试区 开关。