阳极槽液管控表
- 格式:pdf
- 大小:47.88 KB
- 文档页数:9
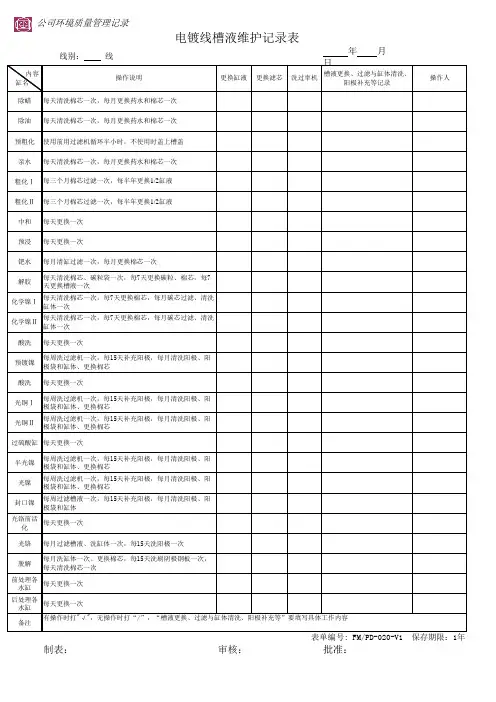
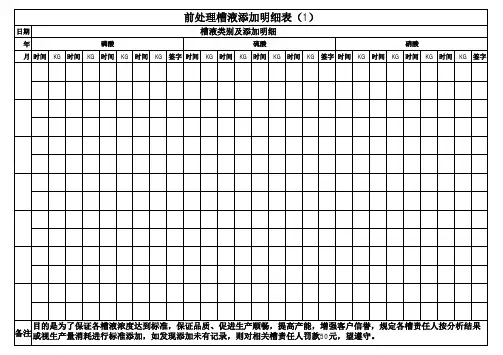
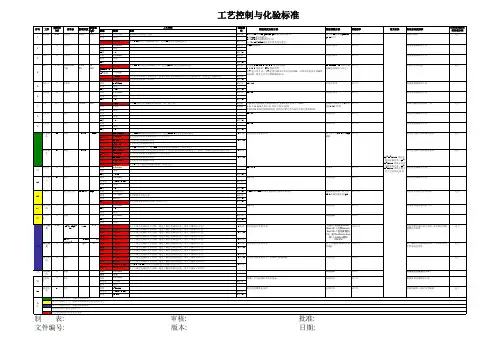
年 月日 内容缸名操作说明更换缸液更换滤芯洗过率机槽液更换、过滤与缸体清洗、阳极补充等记录操作人除蜡每天清洗棉芯一次,每月更换药水和棉芯一次除油每天清洗棉芯一次,每月更换药水和棉芯一次预粗化使用前用过滤机循环半小时,不使用时盖上槽盖亲水每天清洗棉芯一次,每月更换药水和棉芯一次粗化Ⅰ每三个月棉芯过滤一次,每半年更换1/2缸液粗化Ⅱ每三个月棉芯过滤一次,每半年更换1/2缸液中和每天更换一次预浸每天更换一次钯水每月清缸过滤一次,每月更换棉芯一次解胶每天清洗棉芯、碳粒袋一次,每7天更换碳粒、棉芯,每7天更换槽液一次化学镍Ⅰ每天清洗棉芯一次,每7天更换棉芯,每月碳芯过滤、清洗缸体一次化学镍Ⅱ每天清洗棉芯一次,每7天更换棉芯,每月碳芯过滤、清洗缸体一次酸洗每天更换一次预镀镍每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯酸洗每天更换一次光铜Ⅰ每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯光铜Ⅱ每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯过硫酸缸每天更换一次半光镍每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯光镍每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯封口镍每周过滤槽液一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体光铬前活化每天更换一次光铬每月过滤槽液、洗缸体一次,每15天洗阳极一次脱解每月洗缸体一次、更换棉芯,每15天洗刷阴极钢板一次,每天清洗棉芯一次前处理各水缸每天更换一次后处理各水缸每天更换一次备注制表:审核:批准: 公司环境质量管理记录电镀线槽液维护记录表线别: 线有操作时打"√",无操作时打“/”,“槽液更换、过滤与缸体清洗、阳极补充等”要填写具体工作内容表单编号: FM/PD-020-V1 保存期限:1年。
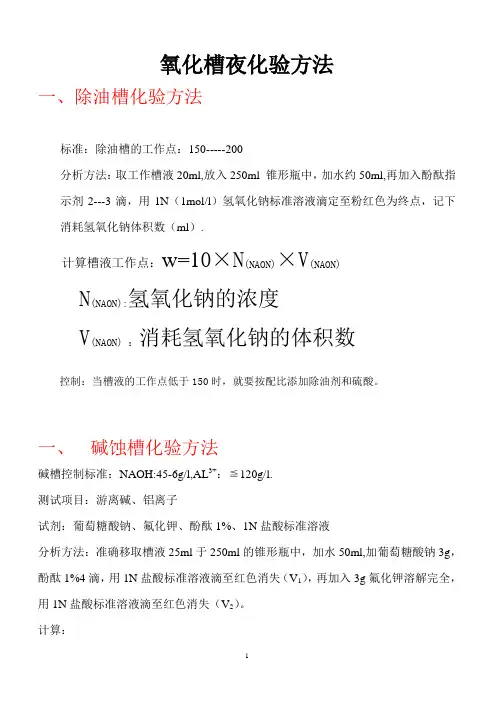
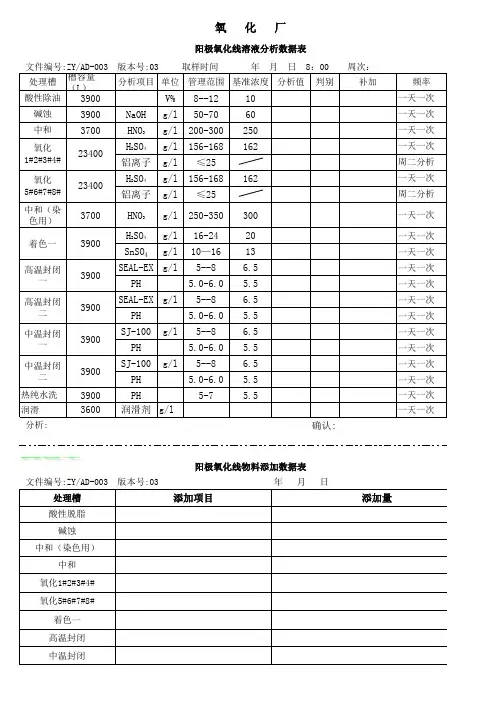
氧化槽夜化验方法一、除油槽化验方法标准:除油槽的工作点:150-----200分析方法:取工作槽液20ml,放入250ml 锥形瓶中,加水约50ml,再加入酚酞指示剂2---3滴,用1N(1mol/l)氢氧化钠标准溶液滴定至粉红色为终点,记下消耗氢氧化钠体积数(ml).计算槽液工作点:w=10×N(NAON)×V(NAON)N(NAON):氢氧化钠的浓度V(NAON) :消耗氢氧化钠的体积数控制:当槽液的工作点低于150时,就要按配比添加除油剂和硫酸。
一、碱蚀槽化验方法碱槽控制标准:NAOH:45-6g/l,AL3+:≦120g/l.测试项目:游离碱、铝离子试剂:葡萄糖酸钠、氟化钾、酚酞1%、1N盐酸标准溶液分析方法:准确移取槽液25ml于250ml的锥形瓶中,加水50ml,加葡萄糖酸钠3g,酚酞1%4滴,用1N盐酸标准溶液滴至红色消失(V1),再加入3g氟化钾溶解完全,用1N盐酸标准溶液滴至红色消失(V2)。
计算:游离碱:NAOH(g/l)=20×(V1-V3/3)×N铝离子:AL3+(g/l)=4.5×(V2- V1)×N注:V3=V2-V1;N(HCL):盐酸的浓度;V(HCL) :消耗盐酸的体积数二、酸砂槽化验方法控制标准:工作点在9~11试剂:1%酚酞指示剂、1N NaOH标准溶液测试项目:工作点、氟化氢铵含量方法:用移液管吸取槽液10ml于250ml锥形瓶中,加纯水50—100ml摇匀,加1%酚酞指示剂3—4滴,用1N NaOH 标准溶液滴定,出现粉红色为终点。
计算槽液工作点:W=N(NAON)×V(NAON)N(NAON):氢氧化钠的浓度V(NAON) :消耗氢氧化钠的体积数计算:C(NH4HF2)= (g/l)四、氧化槽化验方法:测试项目:游离酸、总酸、铝离子使用试剂:氟化钾、酚酞1%、1N氢氧化钠标准溶液方法:准确移取槽液5mL 于250mL 锥形瓶中,加水50mL,滴加酚酞4滴,用1N 氢氧化钠滴至粉红色,记下氢氧化钠消耗的毫升数V 1.准确移取槽液5mL 于250mL 于锥形瓶中,加水50mL ,加氟化钾3g,,滴加酚酞4滴,用1N 氢氧化钠滴至粉红色,记下氢氧化钠消耗的毫升数V 2.计算:游离酸浓度(g / L )=9.8×V 2×N总酸浓度:(g / L )= 9.8×V 1×N铝离子浓度(g / L )= 1.8×(V 1—V 2)×N注:N (NAON):氢氧化钠的浓度V (NAON) :消耗氢氧化钠的体积数五、常温封闭槽化验方法:测定项目:PH 值,镍,氟,PH 值于酸度计测得①镍含量:准确移取槽液5ml,加水50mL,缓冲溶液(PH=10)10mL ,紫脲酸氨指示剂少许,用0.01N EDTA 标准溶液滴至紫红色为终点V .计算: 镍含量(g / L )=1000505869.0⨯⨯⨯V N 注:N —EDTA 当量浓度②氟含量:移取槽液25mL ,加入TISAB (总离子强度调节缓冲溶液)25mL,于酸度计测得mV ,再曲线图查得含量。
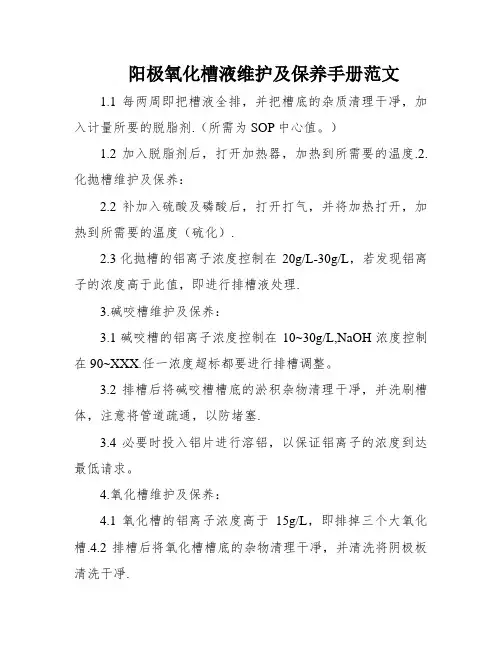
阳极氧化槽液维护及保养手册范文
1.1每两周即把槽液全排,并把槽底的杂质清理干凈,加入计量所要的脱脂剂.(所需为SOP中心值。
)
1.2加入脱脂剂后,打开加热器,加热到所需要的温度.
2.化抛槽维护及保养:
2.2补加入硫酸及磷酸后,打开打气,并将加热打开,加热到所需要的温度(硫化).
2.3化抛槽的铝离子浓度控制在20g/L-30g/L,若发现铝离子的浓度高于此值,即进行排槽液处理.
3.碱咬槽维护及保养:
3.1碱咬槽的铝离子浓度控制在10~30g/L,NaOH浓度控制在90~XXX.任一浓度超标都要进行排槽调整。
3.2排槽后将碱咬槽槽底的淤积杂物清理干凈,并洗刷槽体,注意将管道疏通,以防堵塞.
3.4必要时投入铝片进行溶铝,以保证铝离子的浓度到达最低请求。
4.氧化槽维护及保养:
4.1氧化槽的铝离子浓度高于15g/L,即排掉三个大氧化槽.4.2排槽后将氧化槽槽底的杂物清理干凈,并清洗将阴极板清洗干凈.
4.3阴极板的铜杆存在铜锈,需将铜锈打磨干凈,待铜锈打磨干凈后装上阴极板.
4.5待硫酸加后,即加入纯水到所需求的液位.
4.6翻开副槽进行冷却,待温度到达正常生产所需求的温度后,即可投料试首件.
5.染色槽保养:
5.1 B,P,W,染色槽的颐养。
a,P系列染色槽每三周排一次。
b,B,W系列每两周排一次。
c,以上染色槽及过滤机必须洗干净,一个月更换一次滤芯,无黑色漂浮物方可建浴。
6.各水洗槽维护及保养:
6.1水洗每周进行大保养一次,保养方法如下:
a.将水洗排槽后对槽体进行洗刷,此作业主要将槽体的杂质及圬清洗干凈.
7.封孔液维护及保养:
7.封孔液维护及保养:。
槽液配制及检测●新槽液的配制:1、脱脂剂的配制:根据槽的大小或工作液用量、浓度计算脱脂剂的用量,在脱脂槽中先参加2/3的水,加热至35-50℃,再边加脱脂剂边搅拌,使之溶解,最后加水到要求的用量并搅拌均匀,取样检测总碱度、游离碱度、PH值;2、表调剂的配制:根据槽的大小和工作液的用量、浓度计算表调剂的用量,在表调槽中先参加1/2的水,再边加表调剂边搅拌,使之溶解,最后加水到要求的用量并搅拌均匀,取样检测PH值;3、磷化液的配制:根据槽的大小或工作液的用量、浓度计算XH-3型磷化液的用量,在磷化槽中先参加1/2的水,将XH-3型磷化液溶解在水中并搅拌,然后加水到要求的用量并搅拌均匀,取样检测总酸度、游离酸度。
●槽液参数检测工程和方法1、脱脂剂1.1 检测工程:总碱度、游离碱度、PH值1.1.1 总碱度检测方法:取10ml脱脂剂槽液于250ml锥形瓶中,参加蒸馏水至150ml刻度处,再加3-4滴溴酚蓝指示剂,摇匀,溶液为蓝色,用0.1NHCL标准液进行滴定,直到溶液变为黄色,即为终点,读出所消耗的标准液的毫升数,即为脱脂剂的总碱度。
1.1.2 游离碱度检测方法:取10ml脱脂剂槽液于250ml锥形瓶中,参加蒸馏水至150ml刻度处,在加3-4滴酚酞指示剂,摇匀,溶液粉红色,用0.1 NHCL标准液进行滴定,直到溶液变为无色,即为终点,读出所消耗的标准液的毫升数,即为脱脂剂的游离碱度。
1.1.3 PH值检测方法:取一定的脱脂剂用电子PH计测试,其读数即为脱脂剂的PH值或用广泛精密的PH试纸,通过比色卡确定脱脂剂的PH值。
2、表调剂2.1 检测工程:PH值PH值的检测方法:取一定的表调剂用电子PH计测试,其读数即为表调剂的PH值或用广泛精密的PH试纸,通过比色卡确定表调剂的PH值。
3、磷化液3.1 检测工程:总酸度、游离酸度3.1.1 总酸度检测方法:取10ml磷化液于250ml锥形瓶中,参加蒸馏水至150ml刻度处,再加3-4滴酚酞指示剂,摇匀,用0.1NNaOH标准液进行滴定,直到溶液变为粉红色,即为终点,读出所消耗的标准液的毫升数,即为磷酸液的总酸度。
程序文件文件修订页1 目的:对各功能槽液进行分析、并控制药品添加。
2适用范围适应******有限公司阳极氧化生产线。
3名词解释3.1 NaOH 氢氧化钠 3.7 KF 氟化钾3.2 Na3PO4磷酸钠 3.8 KI 碘化钾3.3 Na2CO3碳酸钠 3.9 HCl 盐酸3.4 HNO3 硝酸 3.10 H2O2双氧水3.5 H2SO4硫酸3.6 Al3+ 铝离子4权责无5流程图无6作业內容6.1碱性除油槽液管理6.1.16.1.2应用试剂a、甲基橙指示剂:称取0.1克分析纯甲基橙,溶解在100ml热水中,如有不溶物应过滤。
b、酚酞指示剂:称取1克分析纯酚酞,溶解在100ml乙醇中。
c、1N硫酸标准溶液:见标准溶液的配制。
d、 1N氢氧化钠标准溶液:见标准溶液的配制。
6.1.3分析仪器5ml移液管,25cm玻璃棒,250ml锥形瓶,50ml滴定管6.1.4分析方法取镀液5ml于250ml锥形瓶中,加水150ml,加甲基橙指示剂2滴,用1N硫酸标准溶液滴定至红色为终点,记录硫酸耗用量V1ml,将溶液煮沸以除去二氧化碳,冷却后加酚酞指示剂数滴,用1N氢氧化钠标准溶液滴定至红色为终点,记录氢氧化钠耗用量V2ml。
另取镀液5ml于250ml锥形瓶中,加水150ml,加酚酞指示剂2-3滴,在不断搅拌下用1N硫酸标准溶液缓慢滴定至红色消失为终点,注意滴定速度不能太快,以免局部溶液酸度过高,使碳酸钠直接生成二氧化碳而损失,记录硫酸的消耗量为V3ml。
6.1.5计算方法NaOH(g/L)=(2C1V3- C1V1) ×40/5Na2CO3(g/L)=( C1V1- C2V2- C1V3) ×106Na3PO4= C2V2×380/5式中:C1------1N硫酸标准溶液的浓度(mol/l);C2------1N氢氧化钠溶液的浓度(mol/l);V1------以甲基橙为指示剂耗用硫酸标准溶液的体积数(ml);V2------耗用1N氢氧化钠标准溶液的体积数(ml);V3------以酚酞为指示剂耗用硫酸标准溶液的体积数(ml);6.2 酸性除油脱脂槽液管理6.2.16.2.2应用试剂a.酚酞指示剂:称取1克分析纯酚酞,溶解在100ml乙醇中。
蓝色阳极化槽液酸度调整方法作者:郭春光来源:《中国科技博览》2014年第06期摘要:本文根据钛合金零件在进行蓝色腐蚀实际生产过程中,阳极化槽液维护困难,影响零件生产进度的问题,通过对主要因素酸度的控制,分别从酸度过高和酸度过低两个方面进行调整,收集一系列的参数控制点,形成溶液调整表格和相对应的调整曲线,从而使复杂的溶液酸度调整转化为直接查表计算即可。
该方法已经通过了实际生产验证。
关键词:蓝色腐蚀酸度调整中图分类号:TE3230 引言钛合金蓝色腐蚀是一种钛合金零件表面直观而准确判断冶金缺陷的一种微去除余量的目视缺陷检查方法,而其中的阳极化工序则是形成蓝色的阳极氧化膜层质量的关键步骤。
在零件成膜的诸多因素中,溶液的酸度对零件表面膜层的质量起到了至关重要的作用,当酸度不适宜时,形成的膜层颜色不是我们整个零件操作过程中需要的天蓝色,进而影响对零件表面缺陷的判断。
1 槽液成分及分析要求蓝色阳极化槽液的成分磷酸钠溶液,而处于使用过程中的阳极化槽液的pH值则严格要求在8-9的范围内,是零件形成膜层的质量的最直接影响因素,工艺要求pH值要求每工作班(一般周期为24h)进行测量一次。
而在实际使用过程中,每经过(1-2)天的生产,溶液的pH值就会发生较大变化,超出技术标准规定的范围,所以化验频率较高,而且,在进行化验时,pH值屡屡都不在工艺技术要求范围内,所以酸度调整的频率非常高,由于酸度的调整并不是简单的线性关系,所以调整起来非常困难。
2 酸度的调整传统的调整方法:首先取出一定量的溶液,测出该溶液的pH值,然后根据距离工艺规定中指,摸索着少加入一些化学药品,然后测量一次溶液的pH值,再持续少量加入一些化学药品,再测量溶液的pH值,如此反复,直至达到工艺规定的范围。
导致每次调整溶液的pH 值,都非常费时费力而影响零件的生产进度。
现在,采用点抓取的方式,在工艺槽内取少量的待调配溶液,逐渐加入少量的溶剂进行调整,实时测量、实时记录,进行点抓取,绘制成pH值调配曲线。
铝阳极氧化槽液分析方法
阳极氧化槽液分析方法
一、硫酸的测定
分析方法
1.用移液管准确移取5ml 的氧化槽液放入250ml 锥形瓶
2.加纯水100ml ,加10%氟化钾5ml ,加酚酞指示剂3滴
3.用1.0mol/l-氢氧化钠标准溶液滴定(此体积记为V 1)
4. (终点) 无色→淡红色
计算公式:
硫酸(g/l)=9.8CV1
C: 1mol/l 氢氧化钠标准溶液的实际浓度
V 1:滴定耗用的氢氧化钠的体积(ml)
二、铝离子的测定
分析方法
1. 用移液管准确移取5ml 氧化槽液到250ml 锥形瓶中
2. 加纯水100ml ,加酚酞指示剂3-5滴
3. 用1.0mol/l-氢氧化钠标准溶液滴定(此体积记为V 2)
4. (终点) 无色→淡红色
计算公式
铝离子(g/l)=)12(79732.15
21834.098)12(V V C V V C -??=- C : 1 mol/l-氢氧化钠标准溶液的实际浓度 V 1:滴定硫酸耗用的氢氧化钠的体积(ml) V 2::滴定铝离子耗用的氢氧化钠的体积(ml)。
阳极氧化各反应槽维护
在阳极氧化过程中,有很多个反应步骤,几乎每个反应工序都有相应的反应槽,反应槽的清洗和维护是该工序是否能顺利进行的基础。
那么,阳极氧化各个反应槽是如何维护的呢?
化抛槽维护及保养:
1、每两周排化抛槽液1/3,根据建浴浓度补加硫酸及磷酸所需的量(硫化)
2、补加入硫酸及磷酸后,打开打气,并将加热打开,加热到所需要的温度(硫化).
3、化抛槽的铝离子浓度控制在20g/L-30 g/L,若发现铝离子的浓度高于此值,即进行排槽液处理.
氧化槽维护及保养:
1、氧化槽的铝离子浓度高于15g/L,即排掉三个大氧化槽.
2、排槽后将氧化槽槽底的杂物清理干凈,并清洗将阴极板清洗干凈.
3、阴极板的铜杆存在铜锈,需将铜锈打磨干凈,待铜锈打磨干凈后装上阴极板
4、加纯水到氧化槽所需液位的2/3处,然后加入计量所需要的硫酸,但是要注意反应时会产生酸雾等,可用ht402酸雾抑制剂来控制,且能清理氧化槽脏污。
5、待硫酸加后,即加入纯水到所需要的液位.
6、打开副槽进行冷却,待温度达到正常生产所需要的温度后,即可投料试首件
其实还有其他的反应槽,如染色槽、碱蚀槽等等。
但是这里就不一一赘述了,其基本上的保护原理就是从反应槽中的槽液成分来着手,控制浓度,保持温度。
氧化、电泳槽液试验规程1.除油槽液1.1测定项目:AC为浓度1.2试剂氢氧化钠标准溶液:(0.5mol/L) 1 %酚酞指示剂1.3分析步骤移取20 ml槽液于锥形瓶中,加50ml纯水,滴加2—3滴酚酞指示剂,用0.5N氢氧化钠标准溶液滴定至由无色变成粉红色为终点,记下氢氧化钠标准溶液的所耗数(V)。
1.4计算公式:AC%=0.265×V× f = (0.265×V×N) / 0.5=0.53×N×V式中:f ——氢氧化钠标准溶液的标准系数;N——氢氧化钠标准溶液的摩尔浓度;V——消耗氢氧化钠标准的亳升数。
2.碱洗槽液2.1测定项目:游离氢氧化钠浓度、铝离子浓度。
2.2试剂氟化钾 1%酚酞指示剂盐酸标准溶液(1N)2.3分析步骤:移取5ml槽液,加入少许葡萄糖酸钠,再加入2—3滴酚酞指示剂,用1N盐酸标准溶液滴定,当溶液由红色变为无色时,记下此时盐酸标准溶液的消耗量(V1),即为第一终点;在以上试液中,加入氟化钾1~3g,摇溶,继续用1N的盐酸标准溶液滴至红色刚好消失为止,再加入少许氟化钾,如变红色,则继续滴至红色刚好消失为第二终点,记下加氟化钾之后的盐酸标准溶液的消耗量(V2)。
2.4计算公式:游离子NaoH(g/L)=[N×(V1-V2/3×40)/ 5=2.66×(3 V1-V2)×NAl3+ = 1.8×N×VV1——第一终点消耗盐酸溶液毫升数;V2——第二终点消耗盐酸溶液毫升数;40 ——氢氧化钠的毫克当量。
3.中和槽液氧化槽液3.1测定项目游离酸浓度铝离子浓度3.2试剂氢氧化钠标准溶液:(1.0mol/L) 0.1%甲基橙指示剂 1%酚酞指示剂3.3分析步骤:吸取25ml槽液于250ml锥形瓶中,加入50ml去离子水,滴加数滴甲橙的毫升数(V1);指示剂,用1N NaoH滴至溶液由红色变为橙黄色为终点,记下所耗氢氧化钠标准溶液在以上反应液中,再滴加1%酚酞指示剂数滴,继续用1N NaoH滴定,滴至粉红色不消失为止(V2)。
铝合金型材氧化槽液成份分析工艺规程1 目的范围本文规定了铝合金形材阳极氧化槽液分析的要求,以确保形材的质量。
本文适用于铝合金阳极氧化各种槽液成份的分析。
2工作工序分析方法:参见氧化槽液的分析。
a)氟化钾:固体 b)酚酞指示剂:1% c)盐酸标准溶液:1N2.2.2碱蚀槽液游离氢氧化钠和铝离子的分析a)分析步骤移取碱蚀槽液2mL于250mL锥形瓶中,加50mL纯水,滴加2-3滴酚酞指示剂,用1N 盐酸标准溶液滴至溶液由红色变为无色,即为第一终点。
读取消耗盐酸标液的毫升数V1。
向上述试液中,加入3g氟化钾,摇动使其溶解,此时溶液应为红色,继续用1N的盐酸滴定至溶液红色消退。
此时可再加少许氟化钾验证,似为无色则为第二终点。
(若呈红色继续滴定至无色为止)。
读取消耗盐酸标准溶液的毫升数V2。
b)计算游离 NaOH(g/L)=20×(V1-V2/3)×N HClAl3+(g/L)=4.5×V2×N HCl2.3中和槽液的分析分析方法:参见氧化槽液分析2.4 氧化槽液的分析2.4.1试剂a)氟化钾:20% b)酚酞指示剂1% c)氢氧化钠标准溶液:1N2.4.2氧化槽液中游离硫酸的分析a)分析步骤移取5mL氧化槽液于250mL锥形瓶中,加50mL纯水,摇匀。
加20%氟化钾溶液10-15mL,滴加3-4滴酚酞指示剂,用1N氢氧化钠标准溶液滴定至无色变为粉红色为终点。
读取消耗氢氧化钠标准溶液的毫升数V1。
b)计算游离H2SO4=9.8×V1×N naOH2.4.3总酸浓度的分析a)分析步骤移取5mL氧化槽液于250mL锥形瓶中,加50mL纯水,滴加3-4滴酚酞指示剂,用1N 氢氧化钠标准溶液滴定至试液由无色变为粉红色,且30秒不褪色为终点。
读取消耗氢氧化钠标准溶液的毫升数V2.b)计算总酸浓度(g/L)=9.8×V2×N naOH2.4.4铝离子的分析根据游离硫酸消耗氢氧化钠标准溶液的毫升数V1和总酸消耗氢氧化钠标准溶液的毫升数V2即可计算槽液中的铝离子浓度。