尺寸注法(GBT 4458.4—2003)
- 格式:pdf
- 大小:2.28 MB
- 文档页数:9
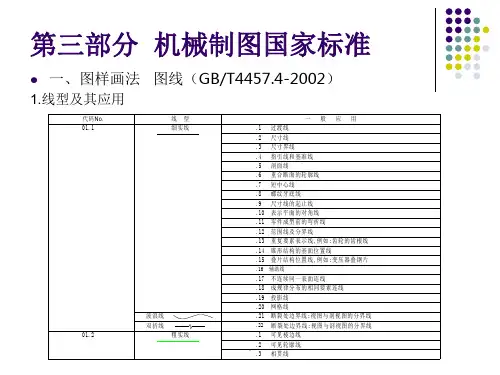

第七节尺寸注法(GB/T 4458.4-2003)图样中的图形只能表示零件的结构和形状,其各部分的大小和相对位置关系,还必须由尺寸来确定。
GB/T 4458.4-2003《机械制图尺寸注法》中规定“机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关”。
所以尺寸是图样中的重要内容之一,是制造机件的直接依据。
本标准规定了在图样中标注尺寸的基本方法, 适用于机械图样的绘制。
本标准从2003年12月1日实施,并自实施之日起代替GB/T 4458.4-1984《机械制图尺寸注法》。
一、标注尺寸的基本规则1、机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
2、图样中(包括技术要求和其他说明)的尺寸,以毫米为单位时,不需标注单位符号(或名称),如采用其他单位,如:米、英寸和度、分、秒等,则应注明相应的单位符号(或名称),而这些名称或符号应符合国际单位制的规定。
3、图样中所标注的尺寸,是该图样所示机件的最后完工尺寸,否则应另加说明。
这里所谓最后完工尺寸,是指这一张图样所表达的机件的最后要求,如毛坯图中的尺寸为毛坯的最后完工尺寸;半成品图中的尺寸是半成品的最后完工尺寸;零件图中的尺寸是该零件交付装配时的尺寸……等。
至于为了达到该尺寸的要求,中间所经过的各个工序的尺寸,则与之无关。
否则必须另加说明。
4、机件的每一尺寸,一般只标注一次。
这不仅节省绘图时间,减少图中不必要的线条,更主要的是避免产生两者不一致的错误。
5、尺寸的配置必须合理:①应标注在反映该结构最清晰的图形上。
例如孔组分布的定位尺寸、圆弧的半径尺寸、弧长及角度等,都应该标注在反映它们实形的视图上。
圆的直径尺寸除外。
②同一要素的尺寸应尽量集中在同一处,如孔的直径和深度、槽的宽度和深度等。
③加工工序不同的尺寸应尽量分别排列;为减少看图时的麻烦,较快地找到加工该工序时所需的尺寸,除应将有关尺寸尽量集中在一起外,不要混杂在一起。
化格局的发展。
四是加强与美国、欧洲、日本和韩国等国际合作,特别是加强与东亚地区内的合作、交流乃至联合。
五是鼓励和支持企业积极参与国际标准的研制和技术标准的国际交流活动,企业要将参与技术标准的国际交流、合作作为企业的一项长期任务来抓,指定专人负责技术、管理等方面工作。
参考文献1陶琼.实施技术标准战略,迎接经济全球化挑战.中国标准化,20042杨辉.技术标准战略刍议.航天标准化,20043李健.关于入世后我国技术标准战略的思考.科技成果纵横,2002《机械制图尺寸注法》新旧国家标准主要差异分析北京航空航天大学王乃成文摘介绍了新、旧国家标准规定的“尺寸注法”中的尺寸线终端画法、标注尺寸的符号和缩写词、简化注法的标注法,并对其差异作了分析。
关键词机械制图;尺寸注法;尺寸符号;缩写词。
・标准介绍与实施・GB/T4458.4-2003《机械制图尺寸注法》(简称新国标)取代了GB/T4458.4-1984《机械制图尺寸注法》(简称旧国标)。
本文将这新、旧国标的主要差异作一分析(注:文中符号及标注仅为示意性质)。
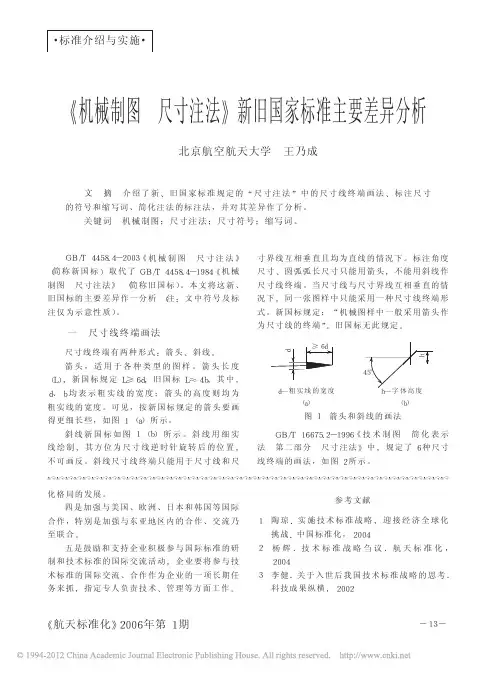
一尺寸线终端画法尺寸线终端有两种形式:箭头、斜线。
箭头,适用于各种类型的图样。
箭头长度(L),新国标规定L≥6d,旧国标L≈4b,其中,d、b均表示粗实线的宽度;箭头的高度则均为粗实线的宽度。
可见,按新国标规定的箭头要画得更细长些,如图1(a)所示。
斜线新国标如图1(b)所示。
斜线用细实线绘制,其方位为尺寸线逆时针旋转后的位置,不可画反。
斜线尺寸线终端只能用于尺寸线和尺寸界线互相垂直且均为直线的情况下。
标注角度尺寸、圆弧弧长尺寸只能用箭头,不能用斜线作尺寸线终端。
当尺寸线与尺寸界线互相垂直的情况下,同一张图样中只能采用一种尺寸线终端形式。
新国标规定:“机械图样中一般采用箭头作为尺寸线的终端”。
旧国标无此规定。
GB/T16675.2-1996《技术制图简化表示法第二部分尺寸注法》中,规定了6种尺寸线终端的画法,如图2所示。
制图的基本知识与技能1.1国家标准《技术制图》和《机械制图》的一般规定我国于1959年发布了国家标准《机械制图》。
国家标准简称“国标”,其代号为“GB”。
例如GB/T14691-1993,其中“T”为推荐性标准,“14691”是标准顺序号,“1993”是标准颁布的年代号。
1.1.1图纸幅面(GB/T14689-2008)和格式1.图纸幅面图纸幅面简称图幅,是指由图纸的宽度和长度组成的图面,即图纸的有效范围,通常用细实线绘出,称为图纸边界或裁纸线。
基本幅面:A0:841x1189A1:594x841A2:420x594A3:297x420A4:210x297绘制技术图样时,优先采用基本图幅,必要时,也允许以基本幅面的短边的整数倍加长幅面。
2.图框格式图框即指图纸上限定绘图区域的线框,即绘图的有效范围。
无论图样是否装订,图框线都必须用粗实线画出。
图纸可横放或竖放,其格式分为不留装订边和留装订边两种。
同一产品的图样只能采用同一种格式。
为了使图样复制和缩微摄影时定位方便,应在图纸各边的中点处分别画出对中符号。
对中符号用粗实线绘制,线宽不小于0.5mm,长度从纸边界线开始深入图框内与5mm。
3.标题栏及明细栏每张图样上都必须有标题栏,用来填写图样上的综合信息,是图样的组成部分。
标题栏的基本要求、内容、尺寸和格式在国家标准GB/T10609.1-2008《技术制图》——“标题栏”中有详细规定,标题栏一般印制在图纸上,不必自己绘制。
明细栏是装配图中才有的,需自己绘制。
GB/T10609.2-2009《技术制图》——“明细栏”中规定了明细栏的样式。
看图的方向与标题栏方向一致。
(标题栏有位于右上角和位于右下角两种情况)1.1.2比例(GB/T14690-1993)图样比例是指图中图形与实物相应要素的线性尺寸之比。
不管绘制机件时所采用的比例是多少,在标注尺寸时,仍应按机件的实际尺寸标注,与绘图的比例无关。
绘图时,首先选择比例,优先选择整数比例绘制同一机件的各个视图时,应尽可能采用相同的比例,并在标题栏的比例栏中填写。
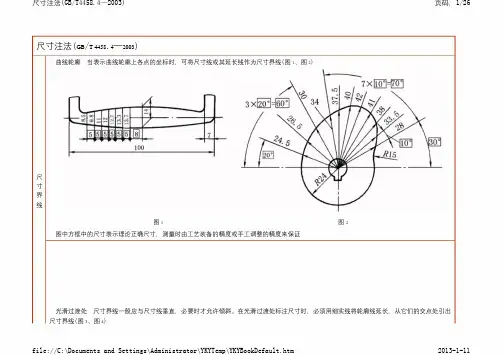
尺寸注法(GB/T 4458.4—2003)曲线轮廓当表示曲线轮廓上各点的坐标时,可将尺寸线或其延长线作为尺寸界线(图1、图2)尺寸界线图1 图2图中方框中的尺寸表示理论正确尺寸,测量时由工艺装备的精度或手工调整的精度来保证光滑过渡处尺寸界线一般应与尺寸线垂直,必要时才允许倾斜。
在光滑过渡处标注尺寸时,必须用细实线将轮廓线延长,从它们的交点处引出尺寸界线(图3、图4)图3 图4角度、弦长、弧长标注角度的尺寸界限应沿径向引出(图5);标注弦长的尺寸界线应平行于该弦的垂直平分线(图6);标注弧长的尺寸界线应平行于该弧所对圆心角的平分线(图7),当弧度较大时,可沿径向引出(图8)。
表示弧长的尺寸数字旁加注符号“”图5 图6 图7 图8尺寸线及其终端尺寸线用细实线绘制,其终端可以有两种形式,即箭头和斜线。
当尺寸线与尺寸界线相互垂直时,同一张图样中只能采用一种尺寸线终端的形式。
机械图样中一般采用箭头作为尺寸线的终端。
标注线性尺寸时,尺寸线应与所标注的线段平行。
尺寸线不能用其他图线代替,一般也不得与其他图线重合或画在其延长线上。
尺寸线的终端采用斜线形式时,尺寸线与尺寸界线应相互垂直(图9)图9直径与半径圆的直径和圆弧半径的注法见图10。
当圆弧的半径过大或在图纸范围内无法标出其圆心位置时,可按图11的形式标注。
若不需要标出其圆心时,可按图12的形式标注图10图11 图12尺角度标注角度时,尺寸线应画成圆弧,其圆心是该角的顶点寸线对称机件当对称机件的图形只画出一半或略大于一半时,尺寸线应略超过对称中心线或断裂处的边界,此时仅在尺寸线的一端画出箭头(图13、图14)图13 图14小尺寸的标注在没有足够的位置画箭头或注写数字时,可按图15的形式标注,此时,允许用圆点或斜线代替箭头图15线性尺寸数字线性尺寸的数字一般应注写在尺寸线的上方,也允许注写在尺寸线的中断处(图16)。
线性尺寸数字的方向,有以下两种注写方法:一般应采用图17所示的方向注写,并尽可能避免在图示30°范围内标注尺寸,当无法避免时可按图18的形式标注;在不致引起误解时,也允许采用如图19、图20所示的方法标注。
尺寸注法(GB/T 4458.4—2003)曲线轮廓当表示曲线轮廓上各点的坐标时,可将尺寸线或其延长线作为尺寸界线(图1、图2)尺寸界线图1图2图中方框中的尺寸表示理论正确尺寸,测量时由工艺装备的精度或手工调整的精度来保证光滑过渡处尺寸界线一般应与尺寸线垂直,必要时才允许倾斜。
在光滑过渡处标注尺寸时,必须用细实线将轮廓线延长,从它们的交点处引出尺寸界线(图3、图4)图3图4角度、弦长、弧长标注角度的尺寸界限应沿径向引出(图5);标注弦长的尺寸界线应平行于该弦的垂直平分线(图6);标注弧长的尺寸界线应平行于该弧所对圆心角的平分线(图7),当弧度较大时,可沿径向引出(图8)。
表示弧长的尺寸数字旁加注符号“”图5图6图7图8尺寸线及其终端尺寸线用细实线绘制,其终端可以有两种形式,即箭头和斜线。
当尺寸线与尺寸界线相互垂直时,同一张图样中只能采用一种尺寸线终端的形式。
机械图样中一般采用箭头作为尺寸线的终端。
标注线性尺寸时,尺寸线应与所标注的线段平行。
尺寸线不能用其他图线代替,一般也不得与其他图线重合或画在其延长线上。
尺寸线的终端采用斜线形式时,尺寸线与尺寸界线应相互垂直(图9)图9直径与半径圆的直径和圆弧半径的注法见图10。
当圆弧的半径过大或在图纸范围内无法标出其圆心位置时,可按图11的形式标注。
若不需要标出其圆心时,可按图12的形式标注图10尺寸线图11图12角度标注角度时,尺寸线应画成圆弧,其圆心是该角的顶点对称机件 当对称机件的图形只画出一半或略大于一半时,尺寸线应略超过对称中心线或断裂处的边界,此时仅在尺寸线的一端画出箭头(图13、图14)图13图14小尺寸的标注在没有足够的位置画箭头或注写数字时,可按图15的形式标注,此时,允许用圆点或斜线代替箭头图15线性尺寸数字线性尺寸的数字一般应注写在尺寸线的上方,也允许注写在尺寸线的中断处(图16)。
线性尺寸数字的方向,有以下两种注写方法:一般应采用图17所示的方向注写,并尽可能避免在图示30°范围内标注尺寸,当无法避免时可按图18的形式标注;在不致引起误解时,也允许采用如图19、图20所示的方法标注。