TBi机器人标配焊枪系统-中薄板焊接TBi 42W
- 格式:pdf
- 大小:1.50 MB
- 文档页数:12
tbiindustries说明书
1、BIJOY清枪站体现了行业内的先进技术发展水平,是一个可靠度很高的产品。
但是本产品的安装调试及维修需要由经过专业培训的人员来操作。
2、BIJOY焊枪清枪站专门用于与技术参数相匹配的焊枪清理的专用设备;只适用于自动焊枪,而不能清理手工焊枪。
3、确保设备所使用的压缩空气压力在6-8bar之间,接入设备前需安装油水分离器,保证压缩空气清洁、干燥。
4、确保设备所使用的运行控制电压为DC24V,须按照本说明书第12页的电气控制接线图进行电路连接。
5、在进行设备维护时,必须切断气源和电源,否则会造成意外。
6、设备运行时,严禁用手接触铰刀,否则易造成意外伤害。
7、所有的导电线和管路必须保护以免受到损害,须由专人定期检查以确保开机之前损害得到有效的修复。
8、严禁私自改造清枪站。
9、增加扩展内容必须经制造商书面同意。
10、本产品需由系统集成商统一纳入总体安全体系中,应便于安装操作和现场维护。
11、在切断设备电源时,应确保无其他关联设备(如机器人)在本设备上工作。


高速自动清枪站使用说明书TBi BRG-2-VD TBi BRG-2-VD-DAS TBi BRG-2-VD-DAETBi Industries GmbH Ruhberg1435463Fernwald-Steinbach Tel.+4964049171-0Fax+4964049171-58 info@ Figure:BRG-2-VD-DAE目录表1安全须知 (3)2质量保证 (4)3技术参数 (5)3.1应用领域及概况 (5)3.2功能概述 (5)3.3技术参数 (6)3.3.1清枪站型号功能对比一览表 (6)3.3.2技术参数 (6)3.3.3安装BRG-2-VD/-DAS/-DAE (7)3.4配套使用 (8)3.5预期用途 (8)4安装 (9)4.1准备工作 (9)4.2清枪站安装 (9)4.3焊渣收集盒安装 (9)4.4压缩空气气源连接 (10)4.5与机器人控制部分的电路连接 (11)4.6机器人控制编程 (12)4.6.1作业图 (12)4.7清枪站装配 (13)4.7.1清枪站准备工作 (13)4.7.2更换铰刀 (14)4.7.3设定正确的焊枪位置 (15)4.7.4设定铰刀清枪位置 (16)4.7.5调整喷油嘴位置设定防飞溅剂用量 (17)4.7.6完成设备安装 (17)4.7.7剪丝机安装及剪丝位置确定 (18)4.7.8清枪站准备工作就绪 (19)5启动 (20)5.1TCP点指针 (20)6服务及维护 (21)6.1推荐配件 (21)7备用配件及易损件 (22)7.1铰刀 (22)7.1.1适用于RM2机器人焊枪的铰刀 (23)8故障解除指南 (24)1安全须知及的操作规程。
所有人员在操作设备相关配套设施或设备前,必须全面阅读此使用说明书并按照此使用说明书进行操作。
.1.根据机械指令2006/42/EC规定,此产品属于半成品设备。
半成品设备不可投入使用,只有当最终成品符合此指令的相关规定后才可正式投入运行。
在本工业机器人使用说明书(电气分册)中,我们将尽力叙述各种与该机器人产品电气使用操作相关的事项。
限于篇幅限制及产品具体使用等原因,不可能对产品中所有不必做和/或不能做的操作进行详细的叙述。
因此,本产品中没有特别指明的事项均视为“不可能”或“不允许”进行的操作。
工业机器人使用说明书(电气分册)前言尊敬的客户:对您惠顾选用广州数控设备有限公司研发制造的工业机器人(也简称机器人)产品,本公司深感荣幸并深表感谢!本使用说明书为工业机器人(含RB 型搬运机器人、RH 型焊接机器人)使用说明书(电气分册)部分。
为了保证产品安全、正常、有效地运行,请您务必在安装、使用产品前仔细阅读本产品说明书。
由于生产方式和就业形势向多样化发展、现场熟练工减少、临时工增加等原因,在使用机器和装置的安全问题上,我们除了要依靠“对人员进行安全教育”外,必须高度重视“机械安全”。
当今制造业比以往更重视人的生命,我们需要以“人出错,机器出故障”为前提考虑,将安全放在最高位置作为基本原则。
安全警告操作不当将引起意外事故,必须要具有相应资格的人员才能使用、操作本产品。
II安全注意事项安全注意事项危险ζ 操作机器人前,按下控制柜上的急停键,并确认伺服电源被切断,同时控制柜上的伺服电源灯熄灭紧急情况下,若不能及时制动机器人,则可能引发人身伤害或设备损坏事故ζ 急停后再接通伺服电源时,要解决造成急停的故障后再接通伺服电源由于误操作造成的机器人动作,可能引发人身伤害事故ζ 在机器人动作范围内示教时,请遵守以下事项保持从正面观察机器人遵守操作步骤考虑机器人突然向自己所处方位运动时的应变方案确保设置躲避场所,以防万一由于误操作造成的机器人动作,可能引发人身伤害事故ζ 进行以下作业时,请确认机器人的动作范围内没有人,并且操作者处于安全位置操作:控制柜接通电源时用示教盒操作机器人时试运行时再现运行时不慎进入机器人动作范围内或与机器人发生接触,都有可能引发人身伤害事故。
技术应用Technique and application 42机器人技术与应用202030 引言焊接工艺多种多样,博大精深,跟焊接方法、焊接的材质、焊接环境以及应用的等级等诸多因素密切相关。
在进行焊接工作之前,设计人员首先要根据具体情况选择确定焊接方法;焊接方法确定后,要进一步调试焊接参数;最终进行焊缝结果对比,并对焊样进行严格检测,确定焊接工艺。
当然,严格意义上影响焊接工艺的因素有很多,并不只是工艺参数,其他如热变形需考虑焊接顺序、需要做硬支撑、甚至需要做预热或冷处理等。
对于专业的焊接工人,个人的焊接技术是需要经过长期的实践和长期的积累,其焊接技艺才会越来越好。
但是人的精力总是有限的,再加上焊接工作是特殊工种,对工人身体素质的要求相对较高,因此工厂很难招到足够多的、经验丰富的电焊工人来满足生产的需求。
对此,笔者思考着把好的焊接工艺写进程序,让机器人替代人工,实现性能稳定地、不停机地工作。
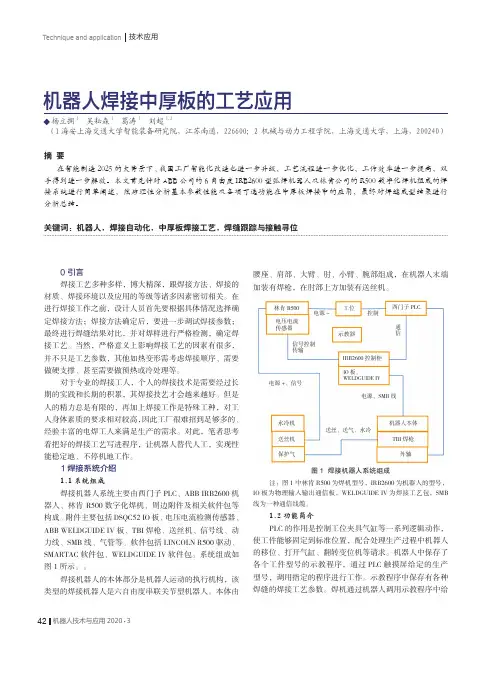
1焊接系统介绍1.1系统组成焊接机器人系统主要由西门子PLC、ABB IRB2600机器人、林肯 R500数字化焊机、周边附件及相关软件包等构成。
附件主要包括DSQC52 IO 板、电压电流检测传感器、ABB WELDGUIDE IV 板、TBI 焊枪、送丝机、信号线、动力线、SMB 线、气管等。
软件包括LINCOLN R500驱动、SMARTAC 软件包、WELDGUIDE IV 软件包。
系统组成如图1所示。
焊接机器人的本体部分是机器人运动的执行机构,该类型的焊接机器人是六自由度串联关节型机器人。
本体由腰座、肩部、大臂、肘、小臂、腕部组成,在机器人末端加装有焊枪,在肘部上方加装有送丝机。
图1 焊接机器人系统组成注:图1中林肯R500为焊机型号,IRB2600为机器人的型号,IO 板为物理输入输出通信板,WELDGUIDE IV 为焊接工艺包,SMB 线为一种通信线缆。
1.2功能简介PLC 的作用是控制工位夹具气缸等一系列逻辑动作,使工件能够固定到标准位置,配合处理生产过程中机器人的移位、打开气缸、翻转变位机等请求。
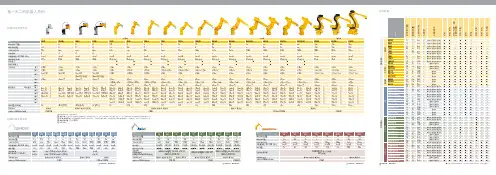
TBi RM1/2焊枪TCP点检测平台RM70G RM80WL=400mm)RM62G/W RM72G/WRM62G/W RM72G/WRM62G/W RM72G/WRM42G/W-L RM62G/W-L RM72G/W-L序号订货号产品名称数量图片1570P102C02TCP 顶杆固定块12570P102C03RM1枪颈固定块13570P101C06RM2枪颈固定块14570P101C10RM2枪颈固定工装1序号订货号产品名称数量图片5570P101C14TCP 对正顶杆16570P101C15TCP 对正杆手柄17570P101CR1RM1,2平台本体18使用说明:此款检测平台适用的机器人枪型如上所述,每种枪型的标准TCP 位置都需要通过下图1所示的4个TCP 顶杆固定块安装孔(2个销孔,2个螺纹孔)来确定。
每一焊枪类型对应的安装孔都已在检测平台上进行标注。
此外,RM1,RM2枪颈固定块的安装孔位置请参考下图:RM1枪颈固定块安装位置RM2枪颈固定块安装位置蓝色箭头表示固定块键槽朝向1.将检测平台(570P101CR1)放置稳固。
2.再将枪颈固定块(570P102C03或570P101C06)固定,确保其上的键槽朝向图示的箭头方向。
3.后将TCP 顶杆固定块(570P102C02)按照焊枪类型固定在平台的相应位置上,安装时,有且仅有一个正确方向!4.在枪颈上放入定位键,将枪颈贴紧固定块的定位面,拧紧紧固螺钉。
5.枪颈上安装好导电嘴座和导电嘴,以导电嘴内孔中心为定位点。
6.将TCP 对正顶杆(570P101C14)穿入TCP 顶杆固定块(570P102C02)。
通过检查导电嘴内孔与顶杆指针尖部的位置判断TCP 点是否偏移。
配件信息。
焊接机器人技术要求、设备名称、数量及用途焊接机器人1套用于山东玲珑机电有限公司(甲方)、供货范围1、焊接机器人(焊枪、送丝机、储丝桶、水冷机、清枪剪丝装置、防碰撞传感器等)2、机器人滑台系统3、变位机4、集成控制系统5、示教器6、焊接软件7、配套的工装夹具8、安全护栏及其它保护装置9、烟尘处理系统10、附件、备品备件11、其它系统方案1. 依据1.1 甲方所提供的被焊工件照片、图纸及相关技术要求。
1.2 以产品的焊接工艺分析和工艺流程的合理性为基础,力求高柔性、高性价比、高可靠性,并且日后可扩展升级2. 主要焊接工件及焊接要求2.1.1工件外形图如下:(甲方可提供图纸)2.2工件的焊接要求:2.2.1 气体保护电弧焊接(MAG)。
2.2.2 焊接牢固,无设备自身原因导致的夹渣、裂纹、咬边、漏焊等焊接缺陷2.2.3 焊缝均匀平整、无焊瘤等外观缺陷。
2.2.4 焊缝尺寸及质量应符合甲方图纸及技术要求。
2.2.5焊接位置:船形位焊接3. 工序及工艺路线的划分3.1工序:人工点焊零部件-吊运工件至变位机--手动夹紧工件--确认程序号-机器人焊接工件(变位机协调联动)--焊接工件结束--机器人复位-人工装卸工件,程序结束。
底座、横梁和热板在变位机上面焊接。
底座、横梁需要分两次焊接,第一次焊接底座、横梁的内部焊缝,第二次焊接底座、横梁的外部焊缝。
需要人工分两次装卸工件。
3.2操作:操作人员按下操作盒上的启动按钮,滑台上的焊接机器人按照预先设定好的程序运行,机器人夹持焊枪到达焊缝始端开始焊接,在焊接过程中变位机可以适时转动工件,使得工件上的焊缝有利于机器人的焊接作业,焊接结束,机器人复位,人工装卸工件。
该变位机可以同机器人配合工作。
变位机带动工件适时翻转,可以将工件焊缝调整为机器人最佳位置焊接焊缝(船型焊缝),方便机器人焊接工件,此变位机还可以适应工件的多层多道焊接、对称焊接等焊接要求,减少工件焊接变形。
3.3机器人弧焊软件包:机器人带有起始点寻位功能。