表面粗糙度符号及意义
- 格式:docx
- 大小:12.39 KB
- 文档页数:2
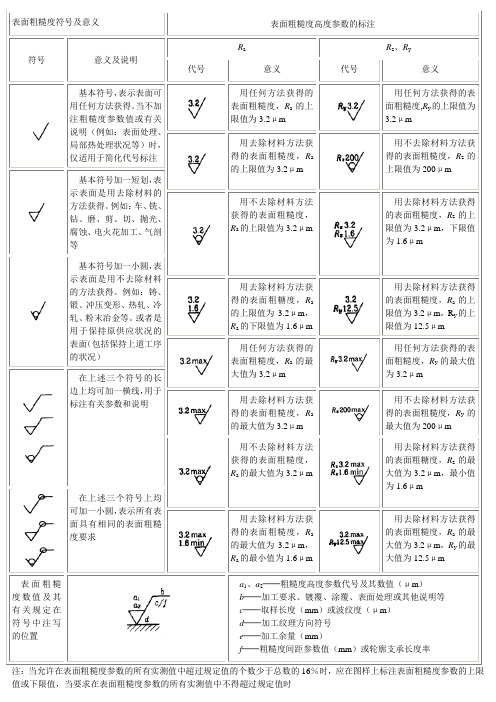

表面粗糙度符号及意义表面粗糙度高度参数的标注符号意义及说明R a R z、R y代号意义代号意义基本符号,表示表面可用任何方法获得。
当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注用任何方法获得的表面粗糙度,R a的上限值为3.2μm用任何方法获得的表面粗糙度,R y的上限值为3.2μm 用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用不去除材料方法获得的表面粗糙度,R z的上限值为200μm基本符号加一短划,表示表面是用去除材料的方法获得。
例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等用不去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用去除材料方法获得的表面粗糙度,R z的上限值为3.2μm,下限值为1.6μm基本符号加一小圆,表示表面是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
或者是用于保持原供应状况的表面(包括保持上道工序的状况)用去除材料方法获得的表面粗糖度,R a的上限值为3.2μm,R a的下限值为1.6μm用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm,R y的上限值为12.5μm用任何方法获得的表面粗糙度,R a的最大值为3.2μm用任何方法获得的表面粗糙度,R y的最大值为3.2μm在上述三个符号的长边上均可加一横线,用于标注有关参数和说明用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm用不去除材料方法获得的表面粗糙度,R y的最大值为200μm用不去除材料方法获得的表面粗糙度,R a 的最大值为3.2μm用去除材料方法获得的表面粗糖度,R z的最大值为3.2μm,最小值为1.6μm在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R a的最小值为1.6μm用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R y的最大值为12.5μm表面粗糙度数值及其有关规定在符号中注写的位置a1、a2──粗糙度高度参数代号及其数值(μm)b──加工要求、镀覆、涂覆、表面处理或其他说明等c──取样长度(mm)或波纹度(μm)d──加工纹理方向符号e──加工余量(mm)f──粗糙度间距参数值(mm)或轮廓支承长度率注:当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值,当要求在表面粗糙度参数的所有实测值中不得超过规定值时。

粗糙度符号表示概念
粗糙度符号是用来表示零件表面粗糙程度的符号,通常包括以下几种:
1、Ra:表示平均粗糙度,是一个平均值,表示物体表面在一定长度范围内的平均粗糙度,数值越小,表示表面越光滑。
2、Rz:表示最大峰值高度,是指物体表面最高峰和最低谷之间的距离差值,用来表示表面的起伏程度,数值越大,表示表面起伏越大。
3、Rq:表示均方根粗糙度,是指物体表面粗糙度的均方根值,用来表示表面的整体粗糙度,数值越小,表示表面越光滑。

表面粗糙度符号及其标注说明粗糙度就是衡量零件表面粗糙程度得参数,它反映得就是零件表面微观得几何形状误差,必须借助放大镜等进行测量。
它就是由于零件加工过程中刀具与加工表面之间得摩擦、挤压以及加工时得高频振动等方面得原因造成得。
表面粗糙度对零件得工作精度、耐磨性、密封性、耐蚀性以及零件之间得配合都有着直接得影响、粗糙度得评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。
数值越小,零件得表面越光滑,数值越大零件得表面越粗糙。
1、轮廓算术平均偏差Ra取样长度:取样长度就是指具有粗糙度几何特征得一段长度,在取样长度内应该具有几个波峰与波谷。
测量时可选5倍得取样长度作为测量长度进行测量。
Ra就是指在取样长度内,轮廓偏距绝对值得算术平均值,可以表示为:关于表面粗糙度得数值与表面特征、获得方法、应用举例请参见下表、从上图中也可以瞧出,粗糙度参数得数值、基本上成倍数得关系。
标注时应当选用这些数值,不能选用其她得数值。
2、轮廓最大高度Ry3、轮廓不平度十点高度Rz标注2、1代号及意义粗糙度代号可以分为:符号,粗糙度项目及数值、常用标注参数就是Ra, 标注Ra时Ra可以省略,标注Rz与Ry时,在粗糙度数值前加对应得符号Rz与Ry。
2。
2标注原则1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们得延长线上,并尽可能靠近有关尺寸线、2)、当零件得大部分表面具有相同得粗糙度要求时,对其中使用最多得一种,代(符)号,可统一注在图纸得右上角。
并加注“其余”二字。
3)、在不同方向得表面上标注时,代号中得数字及符号得方向必须下图得规定标注。
4)、代号中得数字方向应与尺寸数字得方向一致。
5)、符号得尖端必须从材料外指向表面、标注举例:6)、齿轮、蜗轮齿面对于齿轮、蜗轮齿面得粗糙度,应标注在表示分度圆得点画线上。
如果图形中得位置有限,粗糙度也可以引出标注或注在尺寸线得延长线上。

表面粗糙度的三种符号引言表面粗糙度是指物体表面的不平整程度。
在工程学、物理学和材料科学等领域,表面粗糙度是一个重要的参数,它对于物体的摩擦、光学性质、材料疲劳等方面具有重要影响。
表面粗糙度可以用一些符号来描述,本文将介绍三种常用的表面粗糙度符号及其含义。
一、Ra1. 定义Ra是指表面粗糙度参数中的一个,它代表了物体表面在一个给定长度范围内的平均偏差值。
Ra是根据一条基准线在轮廓度曲线上测量的。
基准线是一条与轮廓度曲线相切的线,位于轮廓度曲线上方和下方的所有面积的总和等于零。
2. 测量方法测量Ra的常用方法是通过表面粗糙度仪来实现。
仪器在物体表面上滑动,并记录下每个点的高度变化。
然后,使用数学算法计算出所有点的高度的平均偏差值,即Ra。
3. 应用Ra广泛应用于各种工程领域,特别是在需要确保物体表面光滑度和一致性的行业中。
例如,制造业中的零件加工、汽车制造、电子设备等。
精确控制Ra值可以确保产品的质量,降低摩擦损失,提高产品的性能和寿命。
1. 定义Rz是表面粗糙度参数中的另一个重要指标,它代表了物体表面在一个给定长度范围内的峰值和谷值之间的差异。
峰值是指曲线上最高点到基准线的距离,谷值是指曲线上最低点到基准线的距离。
2. 测量方法测量Rz的方法与测量Ra类似,使用表面粗糙度仪在物体表面上滑动,记录下每个点的高度变化。
然后,通过计算最高点和最低点之间的差异,得到Rz值。
3. 应用Rz常用于需要考虑物体表面的峰谷结构的领域。
例如,金属材料的防腐处理、涂层的附着性能等。
控制Rz值可以提高涂层的附着力,减少腐蚀的风险。
三、Rq1. 定义Rq是表面粗糙度参数中的另一个符号,它代表了物体表面在一个给定长度范围内的均方根高度值。
Rq的计算方法是先计算出所有测量点的高度的均方根值,然后取该均方根值的平方根。
2. 测量方法测量Rq的方法与测量Ra和Rz类似,使用表面粗糙度仪在物体表面上滑动,记录下每个点的高度变化。
然后,通过计算所有点高度的均方根值,得到Rq值。
表面粗糙度符号及意义表面粗糙度高度参数的标注符号意义及说明R a R z、R y代号意义代号意义基本符号,表示表面可用任何方法获得。
当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注用任何方法获得的表面粗糙度,R a的上限值为3.2μm用任何方法获得的表面粗糙度,R y的上限值为3.2μm 用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用不去除材料方法获得的表面粗糙度,R z的上限值为200μm基本符号加一短划,表示表面是用去除材料的方法获得。
例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等用不去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用去除材料方法获得的表面粗糙度,R z的上限值为3.2μm,下限值为1.6μm基本符号加一小圆,表示表面是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
或者是用于保持原供应状况的表面(包括保持上道工序的状况)用去除材料方法获得的表面粗糖度,R a的上限值为3.2μm,R a的下限值为1.6μm用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm,R y的上限值为12.5μm用任何方法获得的表面粗糙度,R a的最大值为3.2μm用任何方法获得的表面粗糙度,R y的最大值为3.2μm在上述三个符号的长边上均可加一横线,用于标注有关参数和说明用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm用不去除材料方法获得的表面粗糙度,R y的最大值为200μm用不去除材料方法获得的表面粗糙度,R a 的最大值为3.2μm用去除材料方法获得的表面粗糖度,R z的最大值为3.2μm,最小值为1.6μm在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R a的最小值为1.6μm用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R y的最大值为12.5μm表面粗糙度数值及其有关规定在符号中注写的位置a1、a2──粗糙度高度参数代号及其数值(μm)b──加工要求、镀覆、涂覆、表面处理或其他说明等c──取样长度(mm)或波纹度(μm)d──加工纹理方向符号e──加工余量(mm)f──粗糙度间距参数值(mm)或轮廓支承长度率注:当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值,当要求在表面粗糙度参数的所有实测值中不得超过规定值时。
表面粗糙度符号及意义表面粗糙度高度参数的标注符号意义及说明R a R z、R y代号意义代号意义基本符号,表示表面可用任何方法获得。
当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注用任何方法获得的表面粗糙度,R a的上限值为3.2μm用任何方法获得的表面粗糙度,R y的上限值为3.2μm 用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用不去除材料方法获得的表面粗糙度,R z的上限值为200μm基本符号加一短划,表示表面是用去除材料的方法获得。
例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等用不去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用去除材料方法获得的表面粗糙度,R z的上限值为3.2μm,下限值为1.6μm基本符号加一小圆,表示表面是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
或者是用于保持原供应状况的表面(包括保持上道工序的状况)用去除材料方法获得的表面粗糖度,R a的上限值为3.2μm,R a的下限值为1.6μm用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm,R y的上限值为12.5μm用任何方法获得的表面粗糙度,R a的最大值为3.2μm用任何方法获得的表面粗糙度,R y的最大值为3.2μm在上述三个符号的长边上均可加一横线,用于标注有关参数和说明用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm用不去除材料方法获得的表面粗糙度,R y的最大值为200μm用不去除材料方法获得的表面粗糙度,R a 的最大值为3.2μm用去除材料方法获得的表面粗糖度,R z的最大值为3.2μm,最小值为1.6μm在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R a的最小值为1.6μm用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R y的最大值为12.5μm表面粗糙度数值及其有关规定在符号中注写的位置a1、a2──粗糙度高度参数代号及其数值(μm)b──加工要求、镀覆、涂覆、表面处理或其他说明等c──取样长度(mm)或波纹度(μm)d──加工纹理方向符号e──加工余量(mm)f──粗糙度间距参数值(mm)或轮廓支承长度率注:当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值,当要求在表面粗糙度参数的所有实测值中不得超过规定值时1、外观的光滑与摩擦是一个矛盾问题,总的来说,既要光滑美观,又要有相当的摩擦,以方便安装,以下是常见的一些粗糙度数值:2、粗糙度0.8以下:抛光3、粗糙度0.8:用磨床加工的面4、粗糙度1.6—3.2:车床、铣床加工面5、粗糙度3.2—12.5:一般性的常规加工6、一般而言,既要光滑美观,又要有相当的摩擦,以方便安装的话,粗糙度0.8可以,既显得美观高档,手感也可以的7、如果手拧部分需要减低等级的话也可以的,建议选择粗糙度1.6—3.2,但是,好看吗?会不会影响外观的美感呢?8、如果需要重视手拧的功能,最好是做滚花处理,滚花有“直纹”和“网纹”两种,图纸上的标注:网纹0.8(用箭头指明需要滚花的部位,再写上文字)。