第三章汽车内饰面板注塑模设计
- 格式:docx
- 大小:1.39 MB
- 文档页数:15

汽车仪表盘装饰面板注塑模设计及其工艺参数优化摘要:近年来,汽车领域市场竞争日趋激烈,汽车产品更新换代的速度也逐步加快,汽车厂家为满足市场需求,需要不断推出新的车型或使用新的部件。
在中国汽车制造业发展需求的刺激下,中国汽车模具也迅猛发展,逐渐从中低端向高端市场发展,汽车模具行业面临良好的发展机遇和巨大的发展潜力。
以聚甲基丙烯酸甲酯(PMMA)为薄膜材料,对仪表盘外壳进行模外装饰(OMD)贴膜,采用有限元方法对该成型过程进行模拟仿真,获得了薄膜厚度的分布及其在x、y方向变形分布,分析了影响薄膜成型的因素。
以成型后薄膜厚度平均值的标准偏差及其在x、y 方向变形量的标准偏差同时最小为目标,采用试验设计(DOE)中的正交数组法对其各项工艺参数进行优化分析。
汽车仪表盘装饰面板注塑模设计及其优化工艺也十分重要,本文从优化汽车仪表盘的装饰面板出发,深入探讨装饰面板注塑模设计及其公艺优化参数。
关键词:汽车仪表盘;装饰面板;塑模设计;工艺参数优化;引言汽车仪表板总成是汽车内饰件的重要组成部分,在汽车配件中,所有与仪表板相关的零件统称仪表板总成。
仪表板与副仪表板组成正副仪表板,仪表板总成是汽车最大的一个总成系列。
在汽车内饰件中,仪表板是集安全性,舒适性,与装饰性于一体的部件,汽车仪表板一般分为硬质与软质两种,随着安全气囊的安装,软质仪表板已失去对人的安全性要求,因此只要外观质量得到保证,采用低成本的硬质仪表板是完全可行的。
一、塑件外观要求与结构分析1.1在现代社会,汽车对人们生活的影响越来越大。
随着社会的发展,人们对汽车的要求也越来越高,不仅要求汽车有良好的使用性能,还要求汽车外饰内饰的和谐统一,满足审美要求。
汽车的内饰主要由塑料件构成,因此汽车注塑模具的质量是影响汽车内外饰的重要因素。
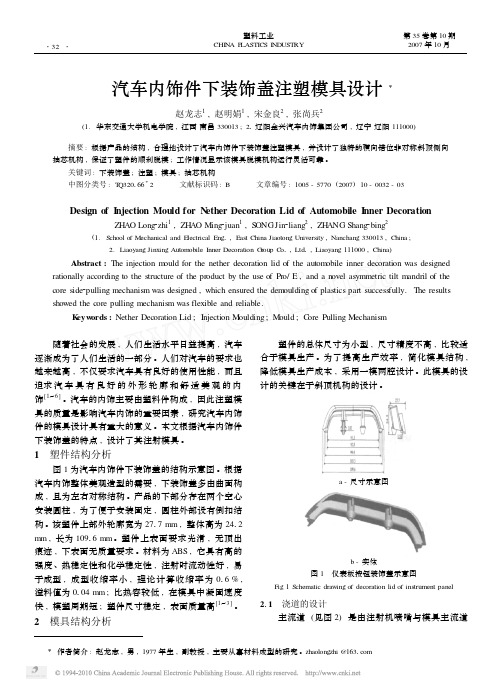
模具结构根据汽车仪表板中央装饰件的结构特点与外观要求,模具采用热流道浇注系统。
塑件由于尺寸大,形状复杂,模具分型面高低落差大,熔体填充困难。
基于CAD_CAE的汽车车门内饰板注塑模设计收稿日期-12-08基于CAD/CAE的汽车车门内饰板注塑模设计Design ofInjection Mold for Door Board of Automobile Interiors Based onCAD/CAE作者简介赵明娟1976—女讲师主要从事材料成型方面的研究。
摘要 : 运用Moldflow软件对最佳浇注点进行了分析采用Pro/E软件建立了塑件实体模型创建模具体积块对模具分模和温度调节系统进行了模拟确保了模具运行可靠。
最后基于模具体积块利用EMX软件进行了模架调用与装配设计了汽车车门内饰板注塑模具。
结果表明采用三维CAD/CAE技术能直接进行从产品到模具体积块的设计缩短了产品的开发周期降低了模具的设计和制造成本。
Abstract : Based onCAD/CAEmethod the injection mold for the door board of the automobile interiors was designed. By the use of Moldflow soft the optimum gating location was achieved. Furthermore the solid model of product and the 3D injection mold were attained using Pro/E soft and the parting behavior and cooling system of the mold was simulated which ensure the mold work reliably. The mold frame can be transferred and adjusted in virtue of the mold module in EMX. The results show that by using CAD/CAE technology the product can be transformed into the injection mold directly which shortens the production cycle and reduces the cost. 关键词 : 汽车车门内饰板分型面浇口优化温度调节系统三维模具Key words : Door board of automobile interiorsCAD/CAE Parting surface Gating location optimization Temperature control system 3D mold文章编号--0091-04随着社会的发展汽车逐渐成为了人们生活的一部分。


汽车内衬件注塑模毕业设计(论文)题目车门内衬注塑工艺及模具设计学生姓名:系别:材料工程系专业:材料成型与操纵工程学号:班级:指导教师:摘要本文要紧是关于车门内衬注塑工艺的分析及模具三维设计。
第一,对注塑工件进行结构和工艺分析,方案可行性的分析并确定合理的工艺方案。
在此基础上进行工艺参数的运算,模具结构的设计,压力机的选择,模具材料的选择以及标准件的选用。
最后得到一套车门内衬的注塑模具。
关键词:注塑模车门内衬三维设计ABSTRACTThis paper was mainly about technics analysis of door lining and three-dimensional design of injection mold. First, the structure of product and the injection technique scheme were analyzed, and the reasonable technical project was gotten. And then, calculations of parameters, design of the structure of injection mould, choice of machine, the choices of materials and the standard components were carried through. Finally, a set of practical injection mold was gained.Keywords: injection mold, door lining of the car, three-dimensional design目录第1章概论 (1)1.1课题背景及意义 (1)1.2本课题及相关领域的国内外现状及进展 (2)1.2.1注塑技术及其进展 (2)1.2.2汽车内衬塑料的应用现状及进展趋势 (3)1.2.3塑料注射成型机的技术水平及塑料模具进展趋势 (5)第2章 MOLDFLOW分析 (7)2.1最佳浇口分析 (7)2.2充型时刻分析 (8)2.3液体前沿温度分析 (8)2.4注塑口压力曲线 (9)2.5气泡分析 (9)2.6锁模力分析 (10)第3章塑料模设计 (11)3.1设计内容 (11)3.2工艺分析 (11)3.2.1塑件分析 (11)3.2.2塑件材料分析 (13)3.2.3分析塑件的结构工艺性 (14)3.2.4尺寸精度分析 (14)3.3模具结构的设计 (1414)3.3.1注塑机的选择 (14)3.3.2浇注系统的选择 (17)3.3.3分型面的设计 (18)3.4模架的选择 (19)第4章模具零件的设计及运算 (20)4.1成型零件的设计 (20)4.1.1动定模结构设计 (20)4.1.2成型零件工作尺寸的运算 (23)4.2液压侧抽芯设计 (23)4.2.1液压侧抽芯结构设计 (23)4.2.2液压缸的选择 (23)4.3斜顶机构设计 (24)4.4型腔侧壁厚度与底板厚度的校核 (24)4.4.1型腔侧壁厚度的校核 (24)4.4.2底板厚度的校核: (25)4.5合模导向机构的设计 (25)4.5.1导柱 (25)4.5.2导套 (25)4.6推出机构的设计 (26)4.6.1脱模力的运算 (26)4.6.2推杆机构 (27)4.6.3推杆的强度校核 (27)4.7冷却系统设计 (27)4.8模具结构图 (30)致谢......................................... 错误!未定义书签。
汽车门板注塑工艺分析及其注射模设计随着汽车制造技术水平的不断进步,人们对降低汽车能耗提出了越来越高的要求,这为塑料制件在汽车行业的推广应用提供了广阔的发展空间。
近些年来,塑料制件在汽车生产中的应用比例越来越大。
目前汽车的内外饰件已基本实现塑料化,为汽车减轻重量、节约成本和降低油耗发挥着重要作用。
塑料制件需要普及,并提高技术质量,模具作为工业母体必然要先行。
以下以某车型汽车门板为例,阐述其制造工艺及相关注射模具设计要点。
通常汽车拥有前、后两车门,按照门板包皮套分类可分为包皮套和不包皮套,按照门板外形特征,可分为喇叭网和无喇叭网门板。
其中包皮套门板的产品表面质量要求较低,而不包皮套门板的外观件质量要求很高,如产品表面不允许有熔接线、不允许顶白、强度要求高而且无毛刺等。
门板工艺性分析门板作为汽车的内饰件产品,根据车型的不同,尺寸大小有所不同。
图1所示为某车型汽车左前门装饰板,产品最大尺寸为835mm×520mm×90mm ,形状比较复杂,表面有皮纹,其中产品螺丝柱共21处,围绕产品周边一圈分布有7处倒扣,内部所有加强筋模具尺寸为小端0.8mm 、大端1.1mm 。
为防止产品飞边,喇叭网孔全部做在定模上,角度为8°。
图1 产品动模侧平面根据以上工艺性要求,本产品实际生产中材料选用PP-T20,缩水率为1.2%,平均壁厚2.5mm,采用1600t注塑机注射成形。
模流分析根据以上的产品结构及工艺性要求分析,模具设计为一模一穴式结构。
接下来我们采用MOLDFLOW对其注塑工艺性进行仿真分析,根据产品形状和注塑工艺,模具采用3点大水口设计,并配备搭接式侧浇口,流道尺寸直径为14mm,用调结阀控制进浇速度。
浇口详细位置如图2所示。
图2 热流道浇口位置在冷却系统方面,冷却水路(图3)采用直通和水塔式设计,水路直径设置为14mm、水塔为30mm,热嘴附近分布水路,以增强模具冷却效果并调节模具温度,因此极大地缩短了冷却时间和生产周期,提高了生产效率。
第3章汽车内饰面板注塑模设计在现代塑料成型加工工业中,正确的加工工艺、高效的设备、先进的模具是影响塑件生产的三大重要因素。
高效自动化设备只有配备能适应自动化生产的模具才能充分发挥其效能,产品的开发更新都以模具的更新为前提[1]。
实践表明,注塑模设计的优劣,对其制品的内在和外观质量以及生产效率和成本高低,都起着决定性作用[2]。
对注塑模的要求是:1)能生产出形状、尺寸、外观、物理性能、力学性能等各方面都能达到所要求的合格塑件。
2)自动高效,操作方便。
3)结构合理,制造方便,制模成本低。
4)塑件的修整及二次加工的工作量能尽量减少。
5)模具的结构和材料的选择应能满足寿命的要求。
3.1 汽车内饰面板工艺性分析汽车内饰面板制品如图3-1所示,为一多安装插槽、多加强筋以及多曲面组成的非对称复杂零件。
外形尺寸为444mm×366mm×312mm,制品平均壁厚为3mm。
此制品为汽车内饰面板,表面质量要求较高,此外,由于要与其它内饰件装配,因此具有较高的尺寸精度要求。
如图3-1b所示,制品存在倒扣现象不能正常分模,须采用斜顶出机构,如A、B处。
制品存在多处安装插糟等特征,考虑到模具加工的可行性及经济性,须在这些特征处采用镶块结构,如C、D处等。
制品的端部存在两个与模具开模方向不一致的通孔,为保证开模动作的顺利进行,须对该两处通孔采取侧抽芯设计。
3.2 材料参数在塑件设计时,经充分考虑后所确定的模塑材料在注塑模设计时是不能轻易更改的。
因此,必须充分考虑其力学性能、电气性能、耐热性能、耐药性能及耐侯性等,进而考虑其成型条件,并合理选择模具结构[2]。
综合考虑上述因素,并参考汽车内饰件所用材料,决定选用PP+EPDM-T20作为该制品的材料,该材料是在PP(聚丙烯)的基础上用EPDM(三元乙丙橡胶)增韧,和20%滑石粉a)b)图3-1 汽车内饰面板a)面板正面b)面板侧面及细节特征(Tail)填充改性。
该料与PP(聚丙烯)相比具有更高的强度、良好的弹性并有很强耐冲击性能。
适合用来制作汽车内饰强度零件以及保险杠等制品[3]。
根据上海日之升新技术发展有限公司提供的相关数据可知,PP+EPDM-T20相关的材料属性如下[4]:塑料密度ρ=1.04g/cm3弹性模量E=918.603MPa收缩率s=1.2%~1.3%拉伸强度17MPa弯曲强度22MPa热变形温度(0.46MPa)130℃3.3 型腔数目和塑件质量根据塑件的生产批量、尺寸大小及精度要求,采用一模一腔。
由于塑件形状不规则,无法利用几何关系来计算其体积,在此利用UG软件的分析功能得到其体积V s=385.136cm3由上述材料参数可知,PP+EPDM-T20塑料的密度ρ为1.04g/cm3,即可求的塑件最大质量为:M s=1.04g/cm3×385.136cm3=400.54g3.4 注射机的初选3.4.1 注塑容量注塑容量通常是指每次从注塑机喷嘴射出塑料熔体的最大体积容量(cm3)。
此最大体积容量也称为注塑机的额定注塑容量。
在选择注塑机时,应考虑是否能得到包括制品及其浇注系统凝料在内的总体积量,通常选用额定注塑容量的80%以下为妥[2]。
由于该模采用热流道浇注系统,因此,在计算注塑容量时无需考虑浇注系统,即:V塑=V s=385.136cm3M塑=M s=400.54g注射机注射量须满足V机≥V塑/0.80——额定注射量(cm3);式中V机V塑——塑件与浇注系统凝料体积和(cm3)。
故V机≥cm3=481.42cm3或注射量须满足M机≥——额定注射量;式中M机M塑——塑件与浇注系统凝料的质量之和(g);ρ1——聚苯乙烯的密度(g/cm3);ρ2——塑件采用塑料的密度(g/cm3)。
聚苯乙烯的密度ρ1为1.054g/cm3,PP+EPDM-T20塑料的密度ρ为1.04g/cm3,故M机≥g=494.02g3.4.2 锁模力锁模力通常是指用于锁紧模具的最大合模力(kN)。
此最大合模力亦称注塑机的额定锁模力。
一般塑料熔体在模腔内形成的启模力必须在额定锁模力的80%以下。
熔体启模力是指型腔单位面积上的平均压力与型腔在开模方向上的投影面积之乘积。
这个力应小于注射机的公称锁模力,否则会产生溢料[2][5]。
注射机的锁模力P锁模力须满足P锁模力≥pF式中p——注射时型腔内的压力,它与塑料品种和塑件有关,在此p取25MPa F——浇注系统和塑件在分型面上的投影面积之和(mm2)根据UG软件分析可知,各型腔及浇注系统在分型面上的投影面积F为726.112cm2:所以P锁模力≥pF=25×72611.2N=1815.28KN根据以上分析、计算,查参考文献结合工厂设备情况初选注射机型号为HTF360X-B:根据海天机械有限公司提供的设备参数可知,注射机HTF360X-B有关技术参数如下:顶出方式机械顶出3.5 浇注系统浇注系统是塑料熔体自注射机的喷嘴射出后,到进入模具的型腔以前所流经的一段路程的总成。
浇注系统是由主流道、分流道、浇口、冷料穴等组成,但不一定都具有上述结构。
在设计浇注系统时应考虑下列有关因素[2][3]:(1)塑料的成型特性设计浇注系统应适应所用塑料的成型特性的要求,以保证塑件质量。
(2)塑件大小及形状根据塑件大小,形状壁厚以及技术要求等因素,结合选择分型面同时考虑设置浇注系统的形式,进料口数量及位置,保证正常成形,还应注意防止料流直接冲击嵌件及细弱型芯或型芯受力不均以及应充分估计可能产生的质量弊病和部位等问题,从而采取相应的措施或留有修整余地。
(3)模具成型塑件的型腔数设置浇注系统还应考虑到模具是一模一腔或一模多腔,浇注系统需按型腔布局设计。
(4)塑件外观设置浇注系统时应考虑到去除、修整进料口方便,同时不影响塑件的外表美观。
(5)注射机安装模板的大小在塑件投影面积比较大时,设置浇注系统时应考虑到注射机模板大小是否允许,并应防止模具偏单元开设进料口,造成注射时受力不均。
(6)成型效率在大量生产时设置浇注系统还应考虑到在保证成型质量的前提下尽量缩短流程,减少断面积以缩短填充及冷却时间,缩短成型周期,同时减少浇注系统损耗的塑料。
(7)冷料在注射间隔时间,喷嘴端部的冷料必须去除,防止注入型腔影响塑件质量,故设计浇注系统时应考虑储存冷料的措施。
由于塑件结构复杂,外形尺寸大,壁厚又小,表面质量要求高,为了提高生产效率及节省原材料,故采用热流道浇注系统。
3.5.1 直接热浇口根据塑件外形尺寸444mm ×366mm ×312mm 及重量400g 可知,制品属于中型塑件,再考虑到塑件的形状,浇注系统决定采用热喷嘴与侧浇口或者直接热浇口形式。
直接热浇口尺寸根据下列公式计算:D G =0.593G Q (3-1)式中 D G ——直接热浇口直径,mm ;Q G ——浇口容积流率,cm 3/s 。
塑料熔体的比容与熔体温度、浇道内的静压力以及塑料种类相关。
当熔体处于高温、高压的状态之下时,其比容较固体时较高。
比容可由斯宾塞方程求得,即:(p 1+p 2)(V -ω)=T R ' (3-2)因此 V =ω++'21p p T R (3-3) 式中 p 1——熔体在浇道中所受的外部压力(MPa );p 2——熔体在浇道中所产生的内压(MPa );V ——熔体在该状态下的容积(cm 3/g );ω——熔体在-273℃下的比容(cm 3/g );R ′——修正的气体常数;T ——绝对温度(℃)。
在应用斯宾塞方程时,各参数值必须依注射条件而定,而注射条件一般需要在模具试模时才能确定,因此,上述公式在实际应用中得到了限制。
实际应用中,我们一般采用估算法,即高温、高压状态下的熔体的比容一般为该品种塑料固体时之比容(即密度的倒数)乘以一系数K ,其中,对非结晶性塑料K 为1.2~1.25,结晶性塑料K 为1.5。
根据厂商提供的PP+EPDM-T20数据可知,ρ=1.04 g/cm 3,V 固=1/ρ=0.962,K 取1.25,V =K ×V 固=1.25×0.962=1.20 cm 3/g若注射时间为1.5s ,则其容积流率Q 为Q =t W V ⨯=5.140020.1⨯=320 cm 3/s 将上述容积流率Q 代入到公式3-1中,得直接热浇口直径为D =0.593Q =0.59×3320=4.03mm热流道喷嘴都是由专业生产厂家制作,考虑其可购买性,取热流道喷嘴浇口直径为4mm 。
3.5.2 针阀式喷嘴考虑到制品的实际生产要求,在此决定采用针阀式热流道喷嘴,其具有以下优势[4]:1)不会在制品表面留下浇口痕迹。
2)可以采用较大直径的浇口,加快型腔填充,并且能够降低注射压力,减少产品的变形,特别对于大、中型塑件。
3)使用针阀式喷嘴可以避免开模时出现流涎现象,特别是对于流动性较好的树脂,如PS、PP等。
4)当注塑机螺杆后退时,可有效的防止从模板中反吸物料。
我们选用了思纳克热流道有限公司生产的针阀式喷嘴,型号为FPSZZ27100,该型号规格的喷嘴最大射出量为1800g,浇口尺寸为4mm。
3.6 模具温度调节系统模具温度调节系统是注塑模模具的重要组成部分,冷却系统的设计质量不仅对制品的成型质量还对制品的成型周期有着重要影响。
塑料制品的成型周期是由注射时间、保压时间、冷却时间以及开模时间组成,而对一般制品来说,冷却时间占到整个成型周期的80%左右。
因此,成型制品的冷却时间几乎直接决定了成型周期,降低制品的冷却时间对提高制品的生产效率具有举足轻重的作用。
3.6.1冷却系统设计的原则冷却系统的设计要遵循以下原则[3]:1)冷却水孔数量尽量多,孔径尽量少。
2)冷却水孔至型腔表面距离相等。
3)由于靠近浇口处的温度较高,因此浇口处需要加强冷却。
4)降低进出口水的温差,一般情况下冷却进出口的温差应在5℃,精密塑件应控制在2℃左右。
5)冷却水孔不宜设在靠近熔接缝处,以免影响熔接牢度。
6)冷却水通道要易于加工,便于清理,水孔直径不宜过小,直径尺寸一般可取为8~12mm。
7)当冷却水道设在模具零件的结合面上或穿过模具的接合面时,应密封可靠,不能在结合面上产生泄露现象。
3.6.2 型腔冷却系统设计根据型腔的形状、壁厚、尺寸以及冷却管路的可加工性,型腔冷却系统采用了管道式冷却水路。
为保证冷却系统的出水口与入水口之间的温差不超过2℃,各冷却管路之间采用独立形式。
型腔冷却系统的管路布置如图3-2所示[6][7][8]:图3-2 型腔冷却管路布置3.6.3 型芯冷却系统设计型芯冷却系统的布置同样需要考虑到型芯的设置及冷却管路的设置,在此采用了直通式冷却水路。
为保证型芯冷却系统的效果,在此采用了多条冷却水路,各冷却水路之间通过并联的方式进行布置,这有效的降低了冷却管路入口处与出口处之间冷却介质的温度差,保证了冷却效果的均与、迅速。