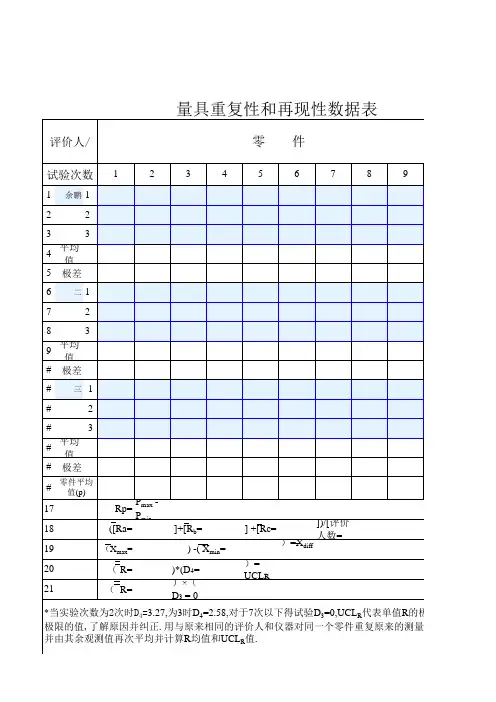
MSA量具重复性和再现性数据表
- 格式:xls
- 大小:159.00 KB
- 文档页数:1
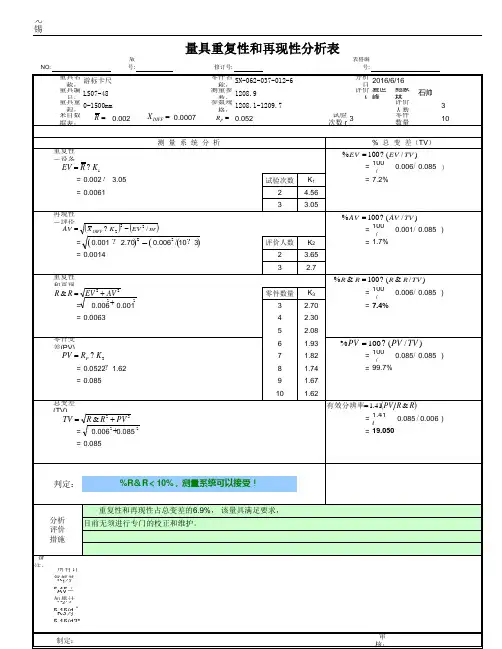

平均值和极差法(Xbar & R)是一种可同时对测量系统提供重复性和再现性的估计值的研究方法。
与单独的极差法不同,该方法允许将测量系统的变差分解成两个独立的部分:重复性和再现性,但不能确定它们两者的相互作用。
同时,基于评估者与零件/量具交互作用产生的变差也没有计入分析中。
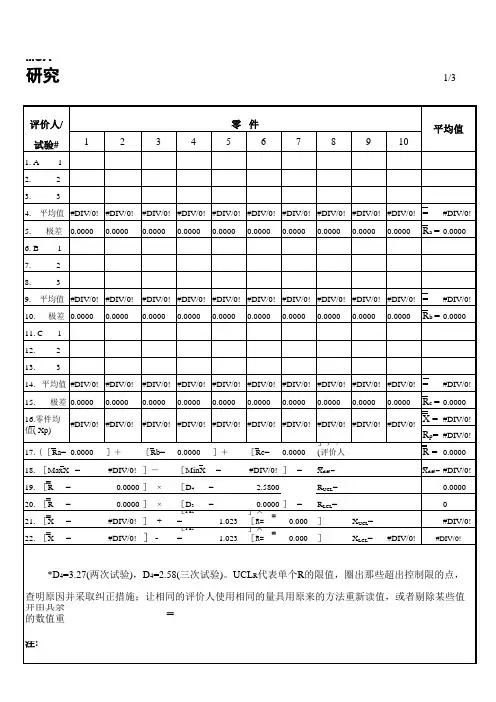
进行研究尽管评价者的人数、测量次数及零件数量均可能会不同,但下面的讨论呈现进行研究的最佳情况。
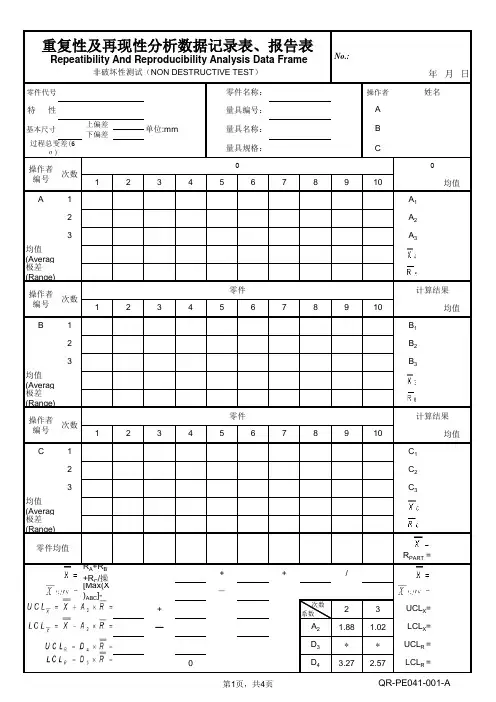
参见图B6中的GRR数据表,详细的程序如下:1) 取得一个能代表过程变差实际或预期范围的样本,为n> 10个零件44的样本。
2) 给评价者编号为A、B、C等,并将零件从1到n进行编号,但零件编号不要让评价者看到。
3) 对量具进行校准,如果这是正常测量系统程序中的一部分的话。
让评价者A以随机顺序45测量n个零件,并将结果记录在第1行。
4) 让评价者B和C依次测量这些一样的n个零件,不要让他们知道别人的读值,然后将结果分别的记录在第6行和第11行。
5) 用不同的随机测量顺序重复以上循环,并将数据记录在第2、7和12行:注意将数据记录在适当的栏位中,例如:如果首先被测量的是零件7,然后将数据记录在标有零件7的字段中。
如果需要进行三次测量,则重复以上循环,并将数据记录在第3、8和13行中。
6) 当测量大型零件或不可能同时获得数个零件时,第4步到第5步将变更成以下顺序:让评价者A测量第一个零件并将读值记录在第1行;让评价者B测量第一个零件并将读值记录在第6行;让评价者C测量第一个零件并将读值记录在第11行。
让评价者A重新测量第一个零件并将读值记录在第2行;评价者B重新测量第一个零件并将读值记录在第7行;评价者C重复测量第一个零件并将读值记录在第12行。
如果需要进行三次测量,则重复以上循环,并将数值记录在第3、8和13行中。
7) 如果评价者处于不同的班次,可以使用一个替代的方法。
让评价者A 测量所有10个零件,并将读值记录在第1行;然后让评价者A按照不同的顺序重新测量,并把读值记录在第2行和第3行。
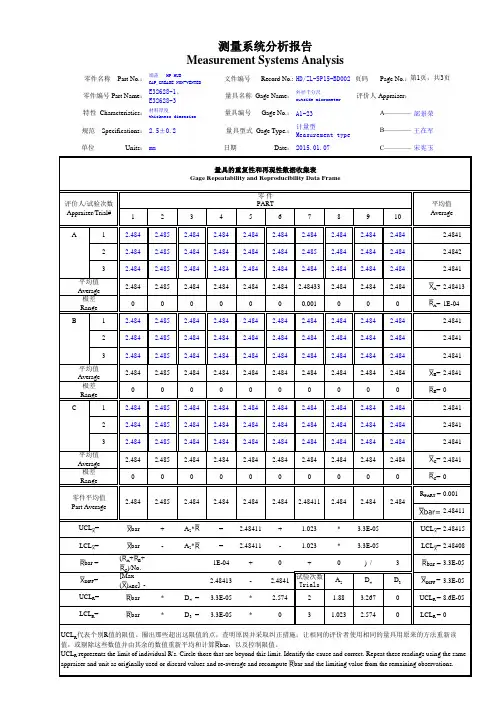
第1页,共3页2.5±0.2文件编号 Record No.:端盖 HP HUBCAP,GREASE NON-VENTEDE32628-1、E32628-3材料厚度thickness dimensionHD/ZL-SP15-BD002外径千分尺outside micrometerA1-23计量型Measurement type规范 Specifications :特性 Characteristics :零件编号 Part Name :量具名称 Gage Name :量具编号 Gage No.:量具型式 Gage Type.:单位 Units :mm页码 Page No.:B————2015.01.07零件名称 Part No.:部景荣宋宪玉王在军A————C————日期 Date :评价人 Appraiser :第2页,共3页2.5±0.2文件编号 Record No.:端盖 HP HUBCAP,GREASE NON-VENTEDE32628-1、E32628-3材料厚度thickness dimensionHD/ZL-SP15-BD002外径千分尺outside micrometerA1-23计量型Measurement type规范 Specifications :特性 Characteristics :零件编号 Part Name :量具名称 Gage Name :量具编号 Gage No.:量具型式 Gage Type.:单位 Units :mm页码 Page No.:B————2015.01.07零件名称 Part No.:部景荣宋宪玉王在军A————C————日期 Date :评价人 Appraiser :第3页,共3页2.5±0.2文件编号 Record No.:端盖 HP HUBCAP,GREASE NON-VENTEDE32628-1、E32628-3材料厚度thickness dimensionHD/ZL-SP15-BD002外径千分尺outside micrometerA1-23计量型Measurement type规范 Specifications :特性 Characteristics :零件编号 Part Name :量具名称 Gage Name :量具编号 Gage No.:量具型式 Gage Type.:单位 Units :mm页码 Page No.:B————2015.01.07零件名称 Part No.:部景荣宋宪玉王在军A————C————日期 Date :评价人 Appraiser :。
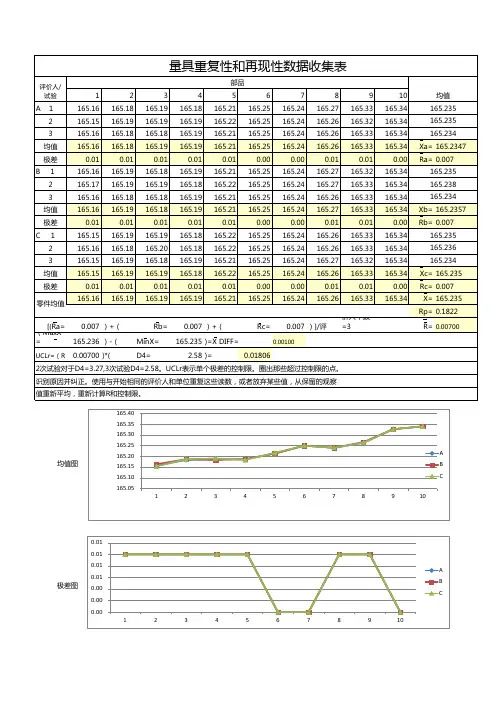

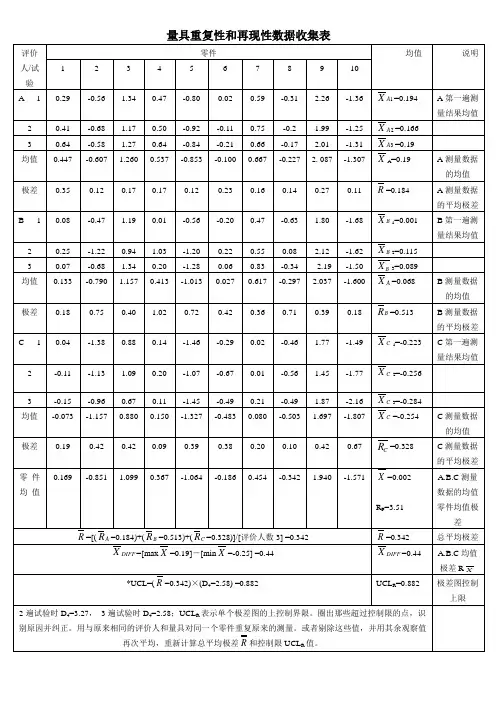
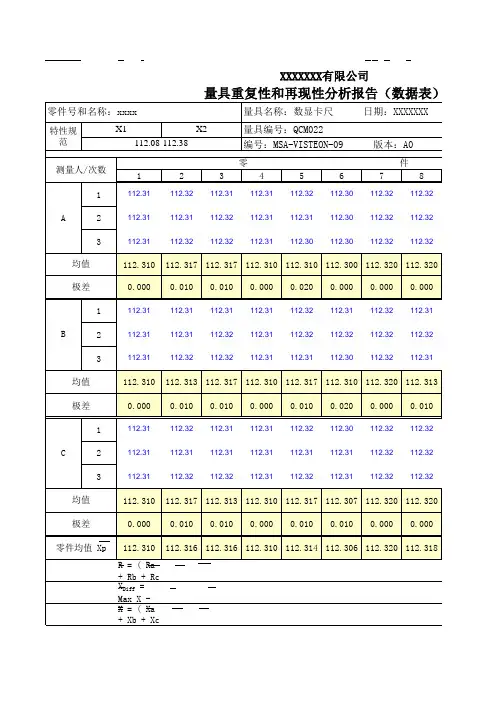
温量具重复性和再现性数据表12345678910A 160.0260.0459.9560.0560.0360.0759.9660.0560.0159.94A 1260.0260.0459.9460.0560.0360.0859.9660.0560.0059.94A 2360.0160.0459.9560.0660.0360.0859.9660.0560.0159.94A 3平均60.0260.0459.9560.0560.0360.0859.9660.0560.0159.94X A 圾差0.010.000.010.010.010.010.010.000.020.01R AB 160.0360.0559.9560.0660.0260.0759.9760.0660.0059.94B 1260.0260.0559.9560.0660.0360.0859.9760.0560.0059.94B 2360.0260.0459.9460.0560.0360.0859.9860.0660.0059.95B3平均60.0260.0559.9560.0660.0360.0859.9760.0660.0059.94X B 圾差0.010.010.010.010.010.010.010.010.010.01R BC 160.0260.0459.9560.0560.0360.0859.9660.0660.0059.94C 1260.0260.0459.9560.0660.0360.0859.9760.0560.0159.94C 2360.0360.0559.9560.0660.0260.0759.9760.0560.0159.95C 3平均60.0260.0459.9560.0660.0360.0859.9760.0560.0159.94X C 圾差0.010.010.000.010.000.010.010.010.000.01R C X=R PART =R =R A +R B +R C /No ofoperators =0.01+0.01+0.01/3.00R =X DIFF =[Max (X)ABC ] -[Min (X)ABC ] =60.02-60.01X DIFF =UCL R =R *D 4 =0.01* 2.58UCL R =LCL R R *D 3 =0.01*0.00LCL R =UCL X X +A 2*R =60.01+0.01UCL X =LCL X =X -A 2*R =60.01-0.01LCL X =评价姓名备注: 1.这是一种统计A B C测量前量具是好的,未经过修理。