3.21激光电弧复合焊的特点(精)
- 格式:ppt
- 大小:1.70 MB
- 文档页数:10

激光焊接的特点及应用分析激光焊接是一种利用激光束进行焊接的高精度、高效率的焊接方法。
其特点在于焊接速度快、热影响区小、焊缝质量高、操作自动化程度高等。
激光焊接在各个行业中得到了广泛的应用,如汽车制造、航空航天、电子电器、医疗器械等。
首先,激光焊接的特点之一是焊接速度快。
激光束具有很高的能量密度,可以在短时间内使焊接材料迅速熔化并达到焊接温度,从而实现快速焊接。
相比传统焊接方法,激光焊接速度可提高10倍以上,极大地提高了生产效率。
其次,激光焊接的热影响区小。
激光焊接的热输入主要集中在焊缝上,热量传导速度快,从而减少了对焊接材料的热影响。
这对于焊接材料的变形和变质有很大的促进作用,尤其对于对焊接材料有较高要求的行业,如航空航天业和精密仪器制造业,能够保证焊接部位的高精度。
再者,激光焊接具有较高的焊缝质量。
激光焊接焊缝的凝固速度快,熔融材料混合均匀,焊缝的形状规整,没有气孔和夹杂物,焊缝强度高。
这使得激光焊接可以应用于对焊缝质量要求较高的行业,如汽车制造业和船舶制造业。
最后,激光焊接具有高度自动化的操作方式。
激光焊接系统可以与机器人等自动化设备配合使用,实现焊接过程的自动化和智能化。
这不仅提高了生产效率,还减少了对人力资源的需求,降低了生产成本。
在实际应用中,激光焊接被广泛应用于汽车制造业。
汽车结构中有大量的焊接工艺,例如车身焊接、发动机焊接等。
激光焊接凭借其高效率、高精度的特点,可以满足汽车焊接工艺对焊缝质量和工艺自动化的需求。
此外,激光焊接还被广泛应用于航空航天制造业。
航空航天制造对焊接工艺的要求十分严苛,需要焊接材料的高强度和轻量化。
激光焊接能够实现高精度的焊接,减少了传统焊接方法中的缺陷和变形,大大提高了焊接材料的性能。
在电子电器领域,激光焊接被广泛应用于微电子器件的制造。
由于微电子器件的尺寸小且结构复杂,传统的焊接方法往往无法满足其制造要求。
而激光焊接具有焊缝小、热输入小等特点,能够满足微电子器件的高精度焊接需求。
![[电弧,激光,特点]机械激光―电弧复合焊接的技术特点及作用](https://img.taocdn.com/s1/m/ce3f370028ea81c759f57895.png)
机械激光―电弧复合焊接的技术特点及作用近年来,随着激光设备和电弧设备性能的提高,机械激光-电弧复合焊接技术也成为了研究的重点,因而需要深入了解激光-电弧复合焊接技术的发展背景,总结技术特点延伸实际应用,让激光-电弧复合焊接技术在实际需求中发挥重要作用。
一、机械激光-电弧复合焊接技术的发展背景机械激光-电弧复合焊接技术是为了满足特定材料的加工焊接要求,综合利用机械激光焊接和电弧焊接的优势,将其物理性能和能量传输性能以恰当的方式融合到一起,形成的一种科学先进的技术手段。
将电弧焊接和激光焊接技术取长补短的结合起来形成的激光-电弧复合焊接技术具有经济、高效的特点,解决了许多材料的加工要求,实现了优质的焊接。
电弧焊接是应用最早且在材料技术上运用较普遍的焊接的技术,将电能转换为热能完成金属之间的连接,分为非熔化极电弧焊接和熔化极电弧焊接,但是由于电弧能力分布密度特性,导致焊接速度较慢,焊接的深度和熔度较浅,造成材料容易焊接变形,并且生产效率较低。
激光焊接可以利用高达107W/cm2的能量密度形成小孔和等离子体时的热加工,激光焊接速度比较快,材料变形较少,通过较少的热输入量形成深度比大的良好焊接效果,从而实现精密焊接。
但是也存在着一定的缺点,即焊接接头的间隙要求较高、焊接过程的稳定性和激光能量的利用率较差、焊接厚度较高的材料成本过高。
为顺应时代发展,综合焊接需求,针对电弧焊接和激光焊接的优劣,在20世纪70年代末,英国伦敦帝国大学对复合焊接工艺进行了研究,提出了电弧与激光焊接结合的工艺概念,随后英国学者和美国等科学研究者利用了激光配合一定量的辅助电弧,形成了现如今激光-电弧复合焊接的技术工艺,解决了焊接熔深浅问题和生产成本过高的问题,有效的提升了能量的利用率,提高了焊接的生产效率。
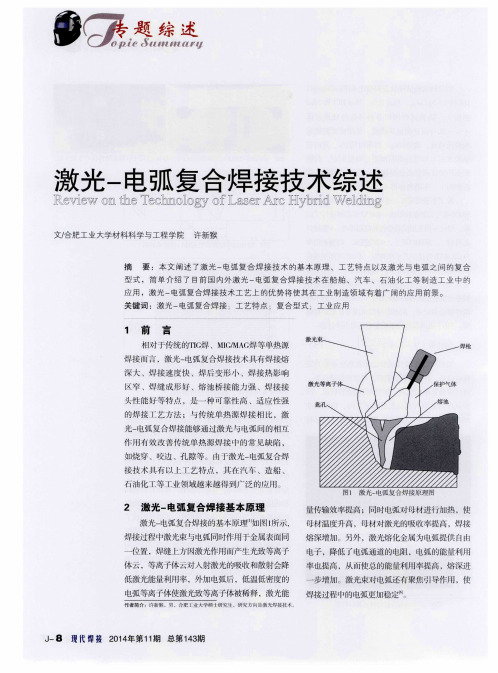
二、激光-电弧复合焊接的原理激光―电弧复合焊接技术在工作时,激光及电弧同时作用在金属表面的一点上。
在激光的作用下,焊缝的上方会产生一定的等离子体云,这种等离子体云会吸收及散射进行射入过程中的激光,从而降低了激光能量的功能。

焊接基础知识—常用焊接方法及其特点焊接是一种将两个或多个金属或非金属材料加热至熔融状态,通过冷却后达到连接的方法。
焊接是工程和制造中广泛应用的一项技术,可以用于制造和修复各种产品和设备。
常用的焊接方法包括电弧焊、气焊、激光焊、摩擦焊和超声波焊等。
每种焊接方法有各自的特点和适用范围,下面将详细介绍几种常用的焊接方法及其特点。
1.电弧焊电弧焊是通过电弧产生的高温将工件熔化,并利用熔化的金属填充连接部分的焊接方法。
电弧焊有手工电弧焊、气体保护电弧焊、自动埋弧焊等多种形式。
电弧焊的优点是适用范围广,可以焊接各种金属材料,焊接速度快,成本相对低。
缺点是焊接过程受环境条件限制,如气体保护电弧焊需在保护气氛下进行,而且产生大量的烟尘和热辐射。
2.气焊气焊是利用可燃气体和氧气的燃烧产生高温,使金属达到熔化状态,然后填充连接部分的焊接方法。
气焊常用于大型工件和钢结构的焊接。
气焊的优点是焊接速度快,温度控制精度高,尤其适用于焊接重型工件。
缺点是焊接过程中产生大量的气体烟尘,对环境有一定的污染。
3.激光焊激光焊是利用高能激光束对工件进行局部加热,使其熔化并形成焊缝的焊接方法。
激光焊具有高能量密度,焊接速度快,热影响区小等特点。
激光焊的优点是可以焊接高反射率和高熔点金属,如铜、铝和钛等,焊缝质量高,焊接变形小。
缺点是设备价格昂贵,操作要求高,对工件的夹持和配准有较高要求。
4.摩擦焊摩擦焊是通过材料之间的摩擦产生的热量,使工件的接触面达到熔化温度,并在一定的压力下连接的焊接方法。
摩擦焊适用于焊接相似或不同材料的连接。
摩擦焊的优点是焊接速度快,焊缝质量好,不需要填充材料。
缺点是设备复杂,成本较高,对工件形状和尺寸有一定的限制。
5.超声波焊超声波焊是利用超声波的震动产生的摩擦热,使工件接触面达到熔化温度,并在一定的压力下连接的焊接方法。
超声波焊适用于焊接塑料、橡胶等非金属材料。
超声波焊的优点是焊接速度快,焊缝强度高,焊接过程中不产生污染。

激光焊接原理及特点,你了解多少呢?一、激光焊原理激光焊接采用激光作为焊接热源,机器人作为运动系统。
激光热源的特殊优势在于,它有着超乎寻常的加热能力,能把大量的能量集中在很小的作用点上,所以具有能量密度高、加热集中、焊接速度快及焊接变形小等特点,可实现薄板的快速连接。
当激光光斑上的功率密度足够大( >106 W/ cm2 )时,金属在激光的照射下迅速加热,其表面温度在极短的时间内升高至沸点,金属发生气化。
金属蒸气以一定的速度离开金属熔池的表面,产生一个附加应力反作用于熔化的金属,使其向下凹陷,在激光斑下产生一个小凹坑。
随着加热过程的进行,激光可以直接射入坑底,形成一个细长的“小孔”。
当金属蒸气的反冲压力与液态金属的表面张力和重力平衡后,小孔不再继续深入。
光斑密度很大时,所产生的小孔将贯穿于整个板厚,形成深穿透焊缝。
小孔随着光束相对于工件而沿着焊接方向前进。
金属在小孔前方熔化,绕过小孔流向后方,重新凝固形成的焊缝。
二、激光焊接方法的特点激光焊接方法具有如下特点:1、能量密度高、适合于高速焊接。
2、焊接时间短、材料本身的热变形及热影响区小,尤其适合高熔点、高硬度加工。
3、无电极、工具等的磨损消耗。
4、对环境无污染。
5、可通过光纤实现远距离、普通方法难以达到的部位、多路同时或分时焊接。
6、很容易改变激光输出焦距及焊点位置。
7、很容易搭载到机器人装置上。
激光复合焊接技术具有显著的优点。
对于激光复合焊接,优点主要体现在:无烧穿时焊缝背面下垂的现象,适用范围更广三、激光- 电弧复合热源焊接的主要形式1、激光- TIG 复合焊接激光与TIG 复合焊接的特点是:(1)利用电弧增强激光作用,可用小功率激光器代替大功率激光器焊接金属材料。
(2)在焊接薄件时可高速焊接。
(3)可增加熔深,改善焊缝成形,获得优质焊接接头。
(4)可以缓和母材端面接口精度要求。
2、激光- 等离子弧复合焊接激光等离子复合焊接采用同轴方式。
激光电弧复合焊接技术Laser-Arc H y brid Weldin g Technolo gy北京航空制造工程研究所朱轶峰董春林[摘要]介绍了一种激光电弧复合焊接技术, 阐述了此技术的原理、设备、优势及其应用前景。
关键词:激光电弧复合焊接设备应用前景 [ABSTRACT ]A Iaser-arc 1y brid weIdin g tec1-noIo gy is introduced. Its p rinci p Ie , e g ui p ment , advanta g es and a pp Iication p ros p ect are described.Ke y words :Laser-arc h y brid weldin g E g ui p mentA pp lication p ros p ect激光作为高能束流热源吸引了越来越多工程技术人员的注意, 从去年的第七届阿亨国际焊接会议上可以看出, 激光焊接已经成为国际焊接界的关注热点。
而激光电弧复合焊接作为其中的新兴技术引起了工程界、企业界的广泛重视, 在欧美和日本先后有多家汽车制造厂和造船厂斥资投入这方面的研究, 并有厂家率先进入了工程化应用阶段[1]。
1原理由于激光的能量密度很高 (可高达 107W /cm 2 ,因此激光焊接的速度快, 焊接深度深, 热影响区小, 可以进行精密焊接。
利用聚焦良好的激光束可进行金属、塑料以及陶瓷的焊接, 并已用于印刷、精密机械等行业。
采用深熔焊接技术 (即穿孔焊接 , 大功率的激光束流一次焊接金属材料厚度可达 20mm 以上, 同时具有比较高的焊接速度, 热影响区比较小。
由于激光束流比较细小, 因此焊接时对拼接接头的间隙要求比较高 (<0. 10mm , 熔池的搭桥能力 (Ga p Brid g in g AbiIi-t y比较差, 同时由于工件表面的强烈反射影响了束流能量向工件的传递, 高能激光束导致熔池金属的蒸发、汽化、电离, 形成光致等离子体, 严重影响了焊接过程的稳定性, 因此焊接过程中激光的实际能量利用率极低。
激光焊的特点及其应用一、激光焊的特点1、优点激光焊是以高能量密度激光束作为热源的熔焊方法。
采用激光焊,不仅生产率高于彳专统的焊接方法,而且焊接质量也得到显著提高。
与一般焊接方法相比,激光焊具有以下特点。
1)聚焦激光束具有很高的功率密度(105~107W∕cm2或更高),加热速度快,具有高深宽比(在穿孔焊接的情况下,焊缝深度与宽度之比可以达到10:1),焊接速度快特点,可实现深熔焊和高速焊。
激光焊接可以实现电脑或者数位控制,焊接速度相比传统焊接要快3-5倍,可明显提高焊接效率,提升整体制造效率。
2)焊缝平整美观,焊后无需处理或只需简单处理工序,同时焊缝质量高,无气孔,焊后组织可细化,焊缝强度、韧性相当于甚至超过母材金属。
4)激光加热范围小(<1mm),在同等功率和焊件厚度条件下,可将热量输入减少到最小所需量,热影响区变化范围小,热传导引起的变形也最低。
5)激光能发射、透射,能在空间传播相当距离而衰减很小,通过光导纤维、棱镜等光学方法弯曲传输、偏转、聚焦,并精确控制,聚焦光点小,可高精度定位,易实现自动化,特别适合于微型零件、难以接近的部位或远距离的焊接。
6)激光在大气中损耗不大,可以穿过玻璃等透明物体,适合于在玻璃制成的密封容器里焊接被合金等剧毒材料,同时激光不受电磁场影响,不存在射线防护,也不需要真空保护。
7)可焊接某些异种材料和一般焊接方法难以焊接的材料,如高熔点金属、非金属材料(如陶瓷、有机玻璃等)、对热输入敏感的材料都可激光焊,且焊后无需热处理。
8)激光焊接技术属于非接触式焊接,焊接方式不同于传统焊接,无需使用电极,对机具的损耗和形变影响非常少,能够将热入量很大限度的降低,降低因热传导产生的不利影响发生率。
2.局限性1)由于光束质量和激光功率的限制,激光束的穿透深度有限,高功率、高光束质量的激光器加工成本高,激光器特别是高功率连续激光器,价格昂贵,目前工业用激光器的最大功率为20kW,可焊接的最大厚度约20mm,比电子束焊小得多。
激光焊接技术的基本原理及其特点基本原理及特点激光焊接,一方面要求激光辐射能穿透零件,另一方面要求零件有很强的吸收性能。
重要的是,在两个焊接件之间要避免产生裂缝。
在激光焊接过程中,吸收性的零件升温并且局部熔化,通过热传导将能量传递到透光的零件,在外部的压力下两个零件结合在一起。
所吸收的近红外线激光转化为热能,将两个部件的接触表面熔化,最终形成焊接区。
这种焊接方法能够形成超过原材料强度的焊接缝。
目前国内市场上普遍使用的塑料焊接技术主要有振动摩擦焊接、热板式塑料焊接及超声波焊接等,主要用于连接敏感性塑料制品(含有线路板)、具有复杂几何形状的塑料件以及有严格洁净要求的塑料制品(医药设备)等。
应用激光焊接熔接塑料部件,其优点有:焊接缝尺寸精密、不透气及不漏水;焊接牢固,可以得到高精度的焊接件。
在焊接过程中树脂降解少、产生碎屑少,不会出现飞边,部件表面能够精密连接;焊接设备不需要和被黏结的塑料零部件相接触,与其他熔接方法比较,大幅减少制品的振动应力和热应力;最小化热损坏和热变形,可以将不同组成或不同颜色的树脂黏结在一起;可焊接尺寸极小或外形结构复杂的零件,对有些复杂零件甚至可以进行“穿透焊接”;无振动技术能产生气密性的或者真空密封结构;能够将多种不同塑料焊接起来,而其他焊接方法有较大限制;设备自动化程度高,能方便用于复杂塑料零部件加工。
擅长焊接具有复杂外形(甚至是三维)的制品;能够焊接其他方法不易达到的区域。
由于激光焊接具有上述优点,所以特别吸引那些寻求更清洁的方式来熔接复杂部件的加工商,如含有线路板的塑料制品、医疗设备等。
激光焊接技术是用通常存在于电磁光谱红外线区的集束强辐射波熔化接头区的塑料。
所用激光的类型和塑料的吸收特性决定焊接的程度。
激光焊接也极大地减小了制品的振动应力和热应力。
比采用其它连接方式所产生的振动应力和热应力小,意味着制品或者装置的内部组件的老化速率更慢。
这为将激光焊接应用于易损坏的制品(如电子传感器)提供了机会。
激光复合焊工艺在造船厂的应用在金属连接技术工艺里一方面要求焊接速度高变形小,另一方面要有很好的焊缝搭桥能力,而传统单一的激光焊接工艺是不可能解决上述问题的。
本文主要介绍激光--MIG复合焊相对与其他焊接技术的优势及其在船舶工业的应用,这是一种高质高效、新型的焊接方法。
前言随着焊接技术的不断研究和创新,一种高质高效的焊接技术在船舶工业的制造的领域中得到不断的应用,这是一种新型的,特殊的焊接方法--激光-- MIG 复合焊。
我们知道在金属连接技术工艺里一方面要求焊接速度高变形小,另一方面要有很好的焊缝搭桥能力。
大家知道传统单一的激光焊接工艺是不可能解决上述问题的。
毋庸质疑激光焊和熔化极气体保护焊工艺的开发应用已经有着很长的时间了并且它们在材料连接技术里有着广泛的应用领域。
激光复合焊就是将这两种焊接技术(激光焊接和电弧焊接)有机的结合起来,从而获得了优良的综合性能,在提高焊接质量和生产工艺性的同时,改善了成本效益比。
目前,激光复合焊已在船舶工业上取得了令人瞩目的成绩,并且这种技术的经济性也是非常诱人的。
尤其重要的是,激光复合焊的焊接精度高,可以获得非常好的机械/工艺性能。
复合焊的激光电源可以选配不同的激光源,目前主要研究的是将:CO 2 激光,YAG激光,光纤激光与GMAW工艺的复合。
怎样使用焊缝跟踪系统的激光复合焊小车,进行长焊缝的焊接,被提到研究日程。
1、 简介优质高效,低变形和易实现自动化装配,激光焊在钢结构件的焊接上具有广阔的前景。
激光电弧复合焊接技术可提高焊缝搭桥能力,则对间隙较大时的焊接有着重大的意义。
激光焊和熔化极气体保护焊工艺的开发应用已经有着很长的时间了,在工业领域和材料连接技术领域已被广泛的应用,两种焊接方法因能量传输到工件的过程和能流的形成都有有所不同,使其形成了各自特定的应用领域。
激光束焊通过光纤将能量从激光发射器传输到工件上。
而电弧焊则利用大电流,通过电弧弧柱传输能量。
激光焊的焊接热影响区非常窄,焊缝的纵横比很高。
一、激光焊接的主要特性激光焊接是激光材料加工技术应用的重要方面之一。
20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。
由于其独特的优点,已成功应用于微、小型零件的精密焊接中。
高功率CO2及高功率YAG激光器的出现,开辟了激光焊接的新领域。
获得了以小孔效应为理论基础的深熔焊接,在机械、汽车、钢铁等工业领域获得了日益广泛的应用。
与其它焊接技术相比,激光焊接的主要优点是:1、速度快、深度大、变形小。
2、能在室温或特殊条件下进行焊接,焊接设备装置简单。
例如,激光通过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的材料进行焊接。
3、可焊接难熔材料如钛、石英等,并能对异性材料施焊,效果良好。
4、激光聚焦后,功率密度高,在高功率器件焊接时,深宽比可达5:1,最高可达10:1。
5、可进行微型焊接。
激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微、小型工件的组焊中。
6、可焊接难以接近的部位,施行非接触远距离焊接,具有很大的灵活性。
尤其是近几年来,在YAG激光加工技术中采用了光纤传输技术,使激光焊接技术获得了更为广泛的推广和应用。
7、激光束易实现光束按时间与空间分光,能进行多光束同时加工及多工位加工,为更精密的焊接提供了条件。
但是,激光焊接也存在着一定的局限性:1、要求焊件装配精度高,且要求光束在工件上的位置不能有显著偏移。
这是因为激光聚焦后光斑尺雨寸小,焊缝窄,为加填充金属材料。
若工件装配精度或光束定位精度达不到要求,很容易造成焊接缺憾。
2、激光器及其相关系统的成本较高,一次性投资较大。
二、激光焊接热传导激光焊接是将高强度的激光束辐射至金属表面,通过激光与金属的相互作用,使金属熔化形成焊接。
在激光与金属的相互作用过程中,金属熔化仅为其中一种物理现象。