激光复合焊接技术综述
- 格式:doc
- 大小:229.00 KB
- 文档页数:7
激光焊接技术的研究现状及发展趋势探究激光焊接技术是一种高精度、高效率的焊接方法,近年来得到了广泛的应用和发展。
本文将探究激光焊接技术的研究现状和发展趋势,分析其在各个领域的应用以及未来的发展方向。
一、激光焊接技术的研究现状1. 激光焊接工艺激光焊接是利用激光束对材料进行加热,从而使材料表面产生熔化,并将熔化池与受热区域形成牢固的结合。
激光焊接工艺主要包括传统激光焊接、深层激光焊接、激光-激光混合焊接、激光-煤炭混合焊接等多种方式,每种方式都有其适用的具体情况。
2. 激光焊接设备激光焊接设备包括激光发生器、激光传输系统和焊接装置等部分。
目前,市场上主要有固体激光器、液体激光器和气体激光器等多种类型的激光器可供选择,其中固体激光器因其高功率、高能量密度和高效率等优势,逐渐成为主流。
3. 激光焊接材料激光焊接可适用于多种材料,包括金属材料、合金材料、塑料材料等。
而随着激光焊接设备和工艺的不断改进,其在特殊材料、复合材料和高温材料等方面的应用也逐渐增多。
4. 激光焊接检测技术激光焊接后的焊缝质量直接影响着工件的使用性能,因此激光焊接检测技术成为焊接过程中不可或缺的一部分。
目前,主要的检测技术包括激光扫描显微镜检测、红外热像仪检测、超声波检测和X射线检测等多种方式。
5. 激光焊接应用领域激光焊接技术已经广泛应用于汽车制造、航空航天、电子设备、医疗器械、管道制造等领域。
在汽车制造中,激光焊接可以实现车身零部件的高效焊接,提高生产效率,减少成本。
6. 激光焊接的优势与传统焊接方法相比,激光焊接具有焊缝小、变形小、热影响区小、焊接速度快、热影响深度浅等特点。
激光焊接在一些对焊接质量要求高、对材料变形敏感的领域有着明显的优势。
1. 激光焊接设备的技术升级随着激光技术的不断发展,激光焊接设备的性能将不断提升。
固体激光器的输出能量和能量密度将不断增加,激光束质量和稳定性将得到进一步提高,激光束调控技术也将更加精密。
2. 激光焊接工艺的创新针对不同的焊接需求,激光焊接技术将不断进行工艺创新。
激光焊接技术激光焊接技术是一种新兴的高技术制造方法,它采用高能量密度激光束对接头进行加热,使其局部熔化并迅速冷却,从而将接头快速连接在一起。
激光焊接技术在制造业中广泛应用,如汽车、飞机、船舶、电子、医疗设备等领域都在使用该技术,其具有高效、高精、高质、环保等特点,成为制造业中的瑰宝。
一、激光焊接技术的原理与类型激光焊接技术利用激光束对材料进行加热和熔化,使其在一定条件下完成接头连接的工艺。
激光焊接的过程,由于激光具有高能密度的特点,可以使材料迅速加热到熔点以上,以此实现对接头的定向加热和熔化,然后通过激光束的移动来控制熔池形成和接头连接。
在激光焊接加工的过程中,为了保证焊缝质量,需要对激光束精度、聚焦系统、感应监测系统等进行精细调整。
根据激光模式、工作方式和加工过程等不同,激光焊接技术可分为以下类型。
1.传统激光焊接技术传统激光焊接技术采用CO2激光精细加工和Nd:YAG固体激光器,它们主要是对金属材料进行加工,如钢、铝、铜等。
其特点是高功率密度、高效率、高能量集中度和高精度,但由于光束质量较低,聚焦距离较大,限制了其在微小尺寸加工上的应用。
2.光纤激光焊接技术光纤激光焊接技术是一种新型的激光加工技术,主要用于薄板和材料的激光加工。
与其他激光系统相比,光纤激光器具有低成本、高效率、低能耗、低维护成本等优势,其光束具有较高的光斑质量和聚焦能力,在焊接中具有更好的稳定性。
3.激光多炮焊接技术激光多炮焊接技术是一种利用多个激光源同时对工件进行焊接的技术。
该技术可通过并联或串联不同功率激光源实现工件在短时间内的大面积快速加热,从而实现快速焊接工艺。
激光多炮焊接技术相比传统激光焊接技术更加高效和灵活,可大大提高工作效率。
二、激光焊接技术的应用激光焊接技术在汽车、电子、医疗器械、管道、压力容器、船舶、航空航天、军事等领域都有着广泛的应用。
1.汽车制造激光焊接技术被广泛应用于汽车板材焊接,主要用于车身、车门、引擎等部件的连接和维修。

激光电弧复合焊接技术Laser-Arc H y brid Weldin g Technolo gy北京航空制造工程研究所朱轶峰董春林[摘要]介绍了一种激光电弧复合焊接技术, 阐述了此技术的原理、设备、优势及其应用前景。
关键词:激光电弧复合焊接设备应用前景 [ABSTRACT ]A Iaser-arc 1y brid weIdin g tec1-noIo gy is introduced. Its p rinci p Ie , e g ui p ment , advanta g es and a pp Iication p ros p ect are described.Ke y words :Laser-arc h y brid weldin g E g ui p mentA pp lication p ros p ect激光作为高能束流热源吸引了越来越多工程技术人员的注意, 从去年的第七届阿亨国际焊接会议上可以看出, 激光焊接已经成为国际焊接界的关注热点。
而激光电弧复合焊接作为其中的新兴技术引起了工程界、企业界的广泛重视, 在欧美和日本先后有多家汽车制造厂和造船厂斥资投入这方面的研究, 并有厂家率先进入了工程化应用阶段[1]。
1原理由于激光的能量密度很高 (可高达 107W /cm 2 ,因此激光焊接的速度快, 焊接深度深, 热影响区小, 可以进行精密焊接。
利用聚焦良好的激光束可进行金属、塑料以及陶瓷的焊接, 并已用于印刷、精密机械等行业。
采用深熔焊接技术 (即穿孔焊接 , 大功率的激光束流一次焊接金属材料厚度可达 20mm 以上, 同时具有比较高的焊接速度, 热影响区比较小。
由于激光束流比较细小, 因此焊接时对拼接接头的间隙要求比较高 (<0. 10mm , 熔池的搭桥能力 (Ga p Brid g in g AbiIi-t y比较差, 同时由于工件表面的强烈反射影响了束流能量向工件的传递, 高能激光束导致熔池金属的蒸发、汽化、电离, 形成光致等离子体, 严重影响了焊接过程的稳定性, 因此焊接过程中激光的实际能量利用率极低。
激光焊接技术介绍及研究现状激光焊接是激光加工技术应用的重要方面之一,20世纪70年代主要用于焊接薄壁材料和低速焊接。
焊接过程属于热传导型,即激光加热工件表面,热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复率等参数,使工件熔化,形成特定的熔池。
而在现代,激光焊接作为一种高质量、高精度、低变形、高效率和高速度的焊接方法,随着高功率和高功率YAG激光器以及光纤传输技术的完善、金属铝焊接聚束物镜等的研制成功,其在机械制造、航空航天、汽车工业、粉末冶金、生物医学,微电子领域应用也的越来越广,并日益受到工业发达国家的重视。
本文将会对激光焊接技术的研究现状,原理,分类及特点几个方面进行简要概述,期待能够给到读者一些有用信息。
引言随着经济的快速发展,科学技术水平的不断提高,焊接技术也有了很大的进步,尤其是激光焊接技术以其独有的优势受到了各行各业的认可和广泛的应用,为制造业、电子行业、生物医学等领域都做出了极大的贡献。
因此,深入的研究激光焊接技术及其应用不仅能够促进焊接行业的持续发展,而且对于发展工业、农业等其他行业也具有非常重要的现实意义。
激光焊接技术的研究现状激光焊接技术在实际中有着广泛应用,但受到各种因素的影响,国内外技术研究存在较大的差距,本文将分成两部分分析国内外的技术研究现状,为后续论述做好铺垫。
国外研究现状国外发展激光焊接技术的时间要远远早于我国,经过多年的发展成熟,国际激光焊接技术已经相对比较完善。
譬如说在上个世纪八十年代开始欧盟、美国、日本等国家已经陆续开始将研究方向转移至如何在传统制造行业当中灵活运用现代激光技术,加之其自身具有较为雄厚的经济实力和发达的科学技术实力,在政府的适时引导以及财政帮扶之下,激光焊接技术进入了高速发展阶段。
尤其是进入二十一世纪以来,越来越多的行业领域当中能够看到激光焊接技术的身影,例如航空航天、汽车工业、电子工业等等。
同时为了能够使得激光焊接技术应用更加规范化,在国外许多国家当中已经建立相关行业标准规范,并且随着环境的变化还在不断完善当中。
激光焊接技术发展概述激光焊接技术是一种高能量密度的焊接方法,利用激光束对工件进行加热,从而实现焊接的目的。
随着科学技术的不断进步,激光焊接技术在工业生产中得到了广泛应用。
本文将对激光焊接技术的发展历程和应用领域进行概述。
一、激光焊接技术的起源激光焊接技术源于20世纪60年代初期,最早由西德的Hans-Joachim Herwig在研究激光加工过程中提出。
最初的激光焊接设备体积庞大、价格昂贵,并且只能处理一些小规模生产的应用。
然而,随着激光技术的进步和成本的降低,激光焊接技术逐渐成熟并得到广泛应用。
二、激光焊接技术的分类及特点根据激光的不同类型和加热方式,激光焊接技术可分为多种类型。
常见的激光焊接技术包括CO2激光焊接、光纤激光焊接和固体激光焊接等。
每种激光焊接技术都有其特点和适用范围。
CO2激光焊接技术具有能量高、热影响区小、焊缝质量好的特点,适用于各种金属材料的焊接。
光纤激光焊接技术则具有设备紧凑、操作便捷的特点,适用于精细焊接和高速自动化生产。
固体激光焊接技术结合了CO2激光焊接和光纤激光焊接的优点,具有高质量、高效率和高稳定性的特点,广泛应用于汽车、航空航天、电子和医疗等领域。
三、激光焊接技术的应用领域激光焊接技术在各个领域都得到了广泛的应用。
在制造业中,激光焊接技术可以用于金属构件的连接、零件的修复以及微细零件的组装。
在汽车行业,激光焊接可以提高车身的强度和刚度,提高整车的质量和安全性。
在航空航天领域,激光焊接技术可以用于飞机零部件的制造和维修。
在电子行业,激光焊接可以用于电子器件的封装和印刷线路板的制造。
在医疗领域,激光焊接技术可以用于人工关节的制造、牙科修复以及激光治疗。
四、激光焊接技术的发展趋势随着科学技术的不断进步,激光焊接技术也不断得到改进和完善。
未来,激光焊接技术的发展主要体现在以下几个方面。
首先是设备技术的创新和改进。
随着激光器的性能提高和成本的降低,激光焊接设备将变得更加紧凑、高效和智能化。
简述激光焊接的原理及应用范围1. 激光焊接的原理激光焊接是一种利用激光束的能量将材料融合在一起的焊接技术。
其原理基于激光束的高能量浓度和方向性。
下面是激光焊接的主要原理:1.1 能量吸收激光束作为高能量光束,可以被工件表面吸收,这使得工件处于高温的能量环境中。
1.2 热传导当工件表面的能量被吸收后,热量会通过热传导方式向工件内部传递,导致工件达到融化温度。
1.3 熔融和混合当工件表面达到融化温度时,激光束继续提供能量,使得工件表面的材料熔化并混合在一起。
1.4 固化当激光束停止提供能量时,工件表面的熔融材料会迅速冷却并固化。
1.5 结合通过上述过程,激光焊接能够将材料牢固地结合在一起。
2. 激光焊接的应用范围激光焊接由于其高能量、高精度和高速度的特点,被广泛应用于多个行业。
下面是激光焊接的常见应用范围的列点:•电子电器行业:激光焊接可以用于电子元件的连接,如印刷电路板、连接线和芯片等。
•汽车行业:激光焊接可用于汽车零部件的连接,如发动机零部件、车身结构和空调系统等。
•航空航天行业:激光焊接可用于航空航天零部件的连接,如飞机机身、燃气轮机和导弹结构等。
•医疗行业:激光焊接可用于医疗器械的连接,如手术器械、假体和牙科器械等。
•光学行业:激光焊接可用于光学元件的连接,如镜片、光纤和激光器等。
•金属加工行业:激光焊接可用于金属制品的连接,如钢结构、管道和工艺品等。
3. 激光焊接的优势和限制激光焊接作为一种先进的焊接技术,具有许多优势,但也存在一些限制。
下面列出了激光焊接的优势和限制:3.1 优势•高精度:激光焊接可以实现微米级的焊接精度,适用于需求精细焊接的应用。
•高速度:激光焊接可实现快速焊接,提高生产效率。
•高能量密度:激光焊接能够提供高能量密度,使得焊接过程更加均匀和快速。
•无接触焊接:激光束无需与工件接触,减少了机械应力和热变形的风险。
•无需填充材料:激光焊接不需要额外的填充材料,节省了成本和材料浪费。
激光复合焊工艺在造船厂的应用ace=楷体_GB2312>在金属连接技术工艺里一方面要求焊接速度高变形小,另一方面要有很好的焊缝搭桥能力,而传统单一的激光焊接工艺是不可能解决上述问题的。
本文主要介绍激光--MIG复合焊相对与其他焊接技术的优势及其在船舶工业的应用,这是一种高质高效、新型的焊接方法。
前言随着焊接技术的不断研究和创新,一种高质高效的焊接技术在船舶工业的制造的领域中得到不断的应用,这是一种新型的,特殊的焊接方法--激光--MIG复合焊。
我们ace=楷体_GB2312>在金属连接技术工艺里一方面要求焊接速度高变形小,另一方面要有很好的焊缝搭桥能力,而传统单一的激光焊接工艺是不可能解决上述问题的。
本文主要介绍激光--MIG复合焊相对与其他焊接技术的优势及其在船舶工业的应用,这是一种高质高效、新型的焊接方法。
前言随着焊接技术的不断研究和创新,一种高质高效的焊接技术在船舶工业的制造的领域中得到不断的应用,这是一种新型的,特殊的焊接方法--激光--MIG复合焊。
我们知道在金属连接技术工艺里一方面要求焊接速度高变形小,另一方面要有很好的焊缝搭桥能力。
大家知道传统单一的激光焊接工艺是不可能解决上述问题的。
毋庸质疑激光焊和熔化极气体保护焊工艺的开发应用已经有着很长的时间了并且它们在材料连接技术里有着广泛的应用领域。
激光复合焊就是将这两种焊接技术(激光焊接和电弧焊接)有机的结合起来,从而获得了优良的综合性能,在提高焊接质量和生产工艺性的同时,改善了成本效益比。
目前,激光复合焊已在船舶工业上取得了令人瞩目的成绩,并且这种技术的经济性也是非常诱人的。
尤其重要的是,激光复合焊的焊接精度高,可以获得非常好的机械/工艺性能。
复合焊的激光电源可以选配不同的激光源,目前主要研究的是将:CO2激光,YAG激光,光纤激光与GMAW工艺的复合。
怎样使用焊缝跟踪系统的激光复合焊小车,进行长焊缝的焊接,被提到研究日程。
激光焊接技术的研究现状及发展趋势探究1. 引言1.1 激光焊接技术的重要性激光焊接技术是一种高效、精密的焊接方法,其在制造业中具有重要的地位和作用。
激光焊接技术可以实现高速、高质量的焊接,广泛应用于汽车制造、航空航天、光电子、电子通讯等行业。
激光焊接技术能够实现对焊接过程的精确控制,可有效降低材料损伤和变形,提高焊接质量和效率。
激光焊接技术还可以实现对不同材料的焊接,如金属、塑料、玻璃等,具有广泛的适用性。
激光焊接技术的发展对于提高制造业的产品质量、降低成本、提高效率具有重要意义。
随着制造业的不断发展和自动化程度的提高,对于激光焊接技术的需求也在不断增加。
深入研究激光焊接技术的原理和应用,探索其在不同领域的发展潜力,对于推动制造业的转型升级和提高国家竞争力具有积极的促进作用。
1.2 研究现状概述激光焊接技术是一种高效、精密且环保的焊接方法,近年来受到广泛关注和研究。
目前,国内外许多研究机构和企业纷纷投入到激光焊接技术的研究与应用中,取得了一系列重要成果。
在研究现状方面,国内外学者在激光焊接技术的基础原理、优化方法、参数控制等方面进行了深入研究,取得了许多创新性成果。
激光焊接技术在航空航天、汽车制造、电子设备等领域得到了广泛应用,为实现产品制造的高质量、高效率提供了重要支持。
激光焊接技术仍然存在一些问题和挑战,比如焊接速度、焊缝质量、材料适应性等方面仍有待提高。
研究人员需要不断探索新的技术手段和方法,以解决这些问题,并推动激光焊接技术的持续发展。
未来,随着科技的不断进步和产业的不断发展,激光焊接技术将会不断创新和完善,为各个行业带来更多的可能性和机遇。
1.3 研究目的和意义激光焊接技术的研究目的和意义在于探究其在工业领域中的应用潜力和优势,为提高产品质量、生产效率和节约资源做出贡献。
通过深入研究激光焊接技术,可以更好地了解其原理和特点,推动其在不同领域的应用和发展。
研究激光焊接技术还可以帮助提高传统焊接工艺的效率和精度,减少环境污染和能源消耗,实现可持续发展和资源利用的最大化。
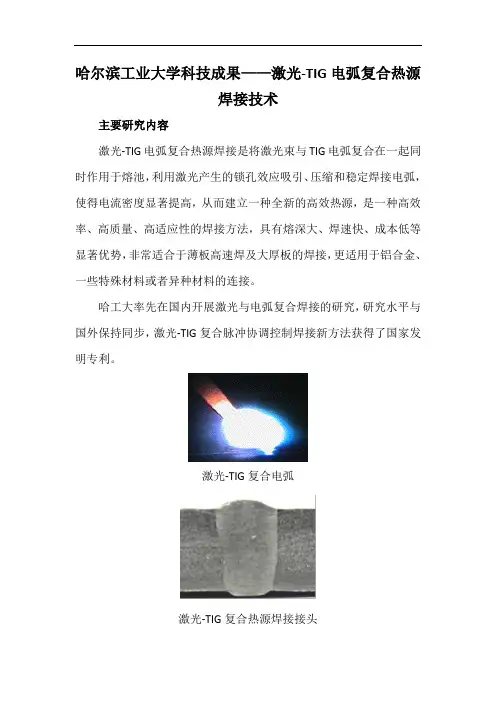
哈尔滨工业大学科技成果——激光-TIG电弧复合热源
焊接技术
主要研究内容
激光-TIG电弧复合热源焊接是将激光束与TIG电弧复合在一起同时作用于熔池,利用激光产生的锁孔效应吸引、压缩和稳定焊接电弧,使得电流密度显著提高,从而建立一种全新的高效热源,是一种高效率、高质量、高适应性的焊接方法,具有熔深大、焊速快、成本低等显著优势,非常适合于薄板高速焊及大厚板的焊接,更适用于铝合金、一些特殊材料或者异种材料的连接。
哈工大率先在国内开展激光与电弧复合焊接的研究,研究水平与国外保持同步,激光-TIG复合脉冲协调控制焊接新方法获得了国家发明专利。
激光-TIG复合电弧
激光-TIG复合热源焊接接头
主要技术指标
与同能量输入的激光焊接相比,复合热源焊接技术可将焊接熔深提高50%以上,焊接速度提高一倍以上。
在焊接2-8mm厚不锈钢薄板时,间隙达到0.4-0.8mm,对中偏差0.25mm及错边0.5mm时仍可获得满意焊缝。
激光-TIG复合热源焊接可以获得上下几乎等宽的优良焊缝形状,成功地应用在长征系列运载火箭动力系统的Ω连接件中。
火箭发动机连接件。
激光复合焊接技术综述 XXX(西南科技大学 国防科技学院,四川绵阳 621010) 摘要:激光技术在制造业中的应用是目前各国的研究重点,随着工业发展对高效、环保、自动化的需要,激光技术的应用迅速普及制造业的许多领域。在此基础上,激光焊接工艺将成为激光应用的重要方面之一。本文概述了激光焊接的发展现状,简单介绍了采用激光技术进行焊接的基本原理及其优缺点。详细描述了激光器的研发、等离子体控制、焊接过程的自动化检测和各种先进激光焊接技术。通过介绍激光焊接在具体领域(如汽车业、造船业等)的应用,充分说明激光技术在焊接制造中的优越性,并对激光焊接的发展前景做了具体的展望。
关键词: 激光焊接; 复合焊接;研究现状; 展望 Review on Laser Hybrid Welding Technology
XXX (Southwest University of Science and Technology, Mian Yang China,621010) Abstract:The application of laser technology in the manufacturing industry is currently research focus of all countries, with the development of industry and the need of high efficiency, environmental protection and automation, the application of laser technology rapid popularization the many areas of manufacturing. On this basis, laser welding process will become one of the important aspects of laser application. In this paper, the development of laser welding is summarized, and the basic principle and advantages and disadvantages of laser welding are introduced briefly. The research and development of laser, plasma control, automatic detection of welding process and advanced laser welding technology are described in detail. Through the introduction of laser welding in specific areas (applications such as automobile industry, ship building industry, etc.), a full description of laser technology in welding manufacturing advantages and Prospect of laser welding do specific outlook.
Key words:laser welding;hybrid welding;research status; outlook 前言:
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是
激光材料加工技术应用的重要方面之一。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。
1 激光焊接技术 激光焊接技术的特点 激光焊接是以高能量密度的激光束为热源,瞬时熔化局部材料形成焊接接头的高精度、高效率、新型的熔化焊接方法。激光焊接技术在汽车、船舶、航空航天等领域获得了日益广泛的应用。例如,欧洲空中客车公司采用激光焊接技术取代传统的铆接进行铝合金飞机机身制造,实现了机身减重20%,强度提高近 20%[1-3]。与传统的焊接方法相比,激光焊接具有高效、清洁、热影响区窄、接头变形小等诸多优势,具体如下: ( 1) 激光束斑直径很小,能量密度极高,功率密度达 106~ 108W /cm2,深宽比大,最高可达10∶ 1,对高熔点金属等难焊材料有较好的焊接效果,并可用于异种材料、非金属材料的焊接;(2) 激光焊接速度快,热输入小,从而热影响材料开发与应用2014年6月区很小,材料变形及残余应力小,无需后续矫正变形;( 3) 激光焊接接头力学性能好,焊缝组织致密、强度高。焊缝窄且表面成型好,免去焊后清理等工作;( 4) 激光焊接系统具有高度柔性化,可施行非接触远距离和任何复杂形状的焊接,易于实现远程控制与自动化生产[5-6]。 激光-电弧复合焊接技术 激光-电弧的复合焊接技术是将激光热源和作为第二热源的电弧复合起来作用在同一熔池上,弥补单热源焊接工艺的不足。电弧焊提高了焊缝的搭桥能力,增强了激光焊对工件装配误差变化的适应性;通过电弧对工件的预热以及电弧吹力等作用,加大焊接熔深,增强高反射比材料如铝,镁合金等对激光的吸收;另外,激光束可稳定电弧,减小飞溅,改善焊缝成形。通过两种方法的优势互补,激光复合焊接达到了1 +1 >2 的效果[2]。 双光束激光焊 激光双光束系统是由两束互成角度的激光合成,或者是一束光由分光器分成两束平行的光。 与激光-电弧复合焊一样,双光束激光焊接的提出主要是为了提高对焊接间隙的适应性、 提高焊接过程的稳定性、改善焊缝质量(减少溅射、减小焊缝气泡与裂纹)等等。在工业生产中大量需要高功率的 YAG 激光焊接厚板,但是激光器的输出量受到限制,只有几千瓦。为了 突破激光功率的限制,在一些研究中同时使用多个激光器以增加总的激光能量输出,这种双光束系统中激光束的排列如图 1 所示[8]。 实验中使用的激光可以是低能量的连续或脉冲 Nd:YAG 激光,也可以是高能量的连续 CO2激光,两激光束之间的布置也有多种情况,比如激光束间距、两光束间的角度、焦点位置和激光能量比可能不同。 Narikiyo[8]利用一对互成一定角度的 Nd:YAG激光束对 304 不锈钢进行焊接实验,发现每束激光都会产生各自的小孔。且在激光总能量或激光束间的夹角达到某一值时小孔在熔池底部出现分离的现象,如图 2、3 所示。激光束间的夹角为 30°或 45°时,金属的熔化效率显著提高。
双光束激光焊接在超薄板焊接方面有一定的研究,Chen[12]等利用脉冲 Nd:YAG 激光与连续半导体激光复合对 厚AA5052-H19铝合金进行搭接焊,由对比实验可知,激光双光束焊接能得到更深的熔深、较好的焊缝质量、更高的硬度(比母材几乎高出 2 倍)等。且双光束激光焊用在镁合金及镀锌钢板等材料的焊接中,能有效防止气孔的形成。Iqbal[24] 为解决在镀锌板搭接焊中易出现的焊接熔池中锌蒸气残留问题,在激光双光束焊接的基础上研究了一种新的焊接方法:设备中两束激光串联排列,前束激光用来在镀锌板上切割一条非常细小的凹槽,紧接着后束激光沿着凹槽进行焊接,取得了良好的效果。原因是凹槽加速了焊接过程中产生的锌蒸气的逸出,从而有效减少气孔的形成。并指出该新的焊接方法在汽车工业有良好的应用前景。 2 国内外激光焊接的研究现状 激光器的研究现状 现有的激光器多以CO2激光器、YAG激光器和半导体激光器为主,特别是CO2激光器和Nd:YAG激光器,由于研发较早,技术较完善, 在各领域的应用已经相当广泛。其中, CO2激光器属于气体激光器, 其激光活性介质是碳酸气、氮气、氦气等的混合气体,发射光的波长为μm,一般以连续方式工作,电-光转化效率为10%~30%,其输出功率一般为~50 kW[9];Nd:YAG激光器属于固体激光器,其激光活性介质是掺有钕 (Nd) 的钇- 铝- 石榴石 (YAG) 晶体,发射光的波长为μm,可以用脉冲和连续2种方式输出,电- 光转化效率3%~10%,其输出功率主要为~5 kW[18-19]。虽然Nd:YAG激光器的输出功率和电-光转化效率比CO2激光器低得多,但由于其发射光波长较短, 材料对其光束的吸收率较高,对高反射率的材料 (如铝合金与铜合金等) 具有较好的焊接效果,特别是Nd:YAG激光器可以采用光纤进行传输, 能够与机器人加工系统很好匹配,有利于实现远程控制和自动化生产, 因此在激光焊接中占有重要的地位。由于生产的需要,高功率、短波长的激光器一直是国内外研究的重点,目前工业用CO2激光器的最大功率已达到万W级, YAG激光器也有kW级,如TRUMPF公司已有20 kW的CO2激光器和6 kW的YAG激光器的供应,国内武汉金石凯公司也能够生产20kW的CO2激光器。而近几年,许多新型激光器也正在迅速地发展,如CO激光器和光纤激光器。CO激光的波长为μm,是CO2激光波长的1/2,材料对CO光束的吸收率比CO2要高,相对于YAG激光器而言,CO激光器具有气体激光器件所特有的低成本和输出易于放大等特点,很容易获得几十kW的输出,适合于工业制造的应用;而光纤激光器是近10 a才得到发展的新型高效激光器,其工作原理是: 利用泵浦光来激励光纤中的稀土元素,使其受激辐射, 产生激光,特别是双包层光纤技术的出现,大大提高了光纤激光器的输出功率[10],如美国IPG公司已将1~50 kW光纤激光器商品化。与一般的激光器相比,光纤激光器在光束质量、体积、效率、散热等方面均具有明显优势,目前已应用于汽车业与电气业中,预计未来光纤激光器占全球激光市场的份额将逐步增大。 等离子体控制的研究现状 众所周知,等离子体的出现,是激光焊接所面临的最大问题。激光的高能量密度, 不但能使金属熔化,还能使金属汽化 (能量密度超过106W/cm2时),当汽化后的金属在空气中与激光束接触时,会出现电离现象,大量等离子体便由此产生。等离子体不但能够吸收和散射激光束,还能折射激光,使光斑聚焦的位置出现偏离, 严重影响激光的焊接效果。因此,减少等离子体的出现,是优化激光焊接的最有效方式。日本的YArata发明了LSSW (激光摆动法),即