第二章第5节冲压模具设计——拉伸模方案
- 格式:ppt
- 大小:5.70 MB
- 文档页数:122

分类号单位代码10642 密级公开学号课程设计论文题目:筒型拉伸件的设计姓名:学号:专业:机械工程班级:4班中国•重庆二〇一五年五月目录前言 (2)一.冲压件工艺分析 (2)1.工艺方案的分析 (3)2.主要工艺参数计算 (3)三.计算工序冲压力,压力中心以及初选压力机 (5)1.落料力的计算 (5)2.计算卸料力和顶件力 (6)3.计算拉深力 (6)4.计算压边力 (6)四.磨具零件主要工作部分尺寸计算 (6)1.落料刃口尺寸计算 (6)2.拉深凸凹模工作尺寸计算 (7)1.装配图 (8)2.卸料装备的选择 (9)3.压力机的选择 (9)4.总结 (9)前言冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。
冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。
冲压所使用的模具称为冲压模具,简称冲模。
冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。
冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。
冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。
与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。
一.冲压件工艺分析1.材料:该冲裁件的材料是79NiMo4,具有较好的可拉深性能。
2.零件结构:该制件为圆筒形拉深件,故对毛坯计算重要。
3.单边间隙:拉深凸凹模及拉深高度的确定应符合制件要求。
4.工序运动:凹凸模的设计应保证各工序间动作稳定。
5.尺寸精度:零件图上已标注公差,公差为IT11级。
差公差表可得工件基本尺寸公差为:φ16.005.32+ 16.0031+二.工艺方案及磨具结构类型1.工艺方案的分析该工件包括落料、拉深两个基本工序,可有以下工艺方案执行:方案一:先落料,首次拉深,再次拉深。
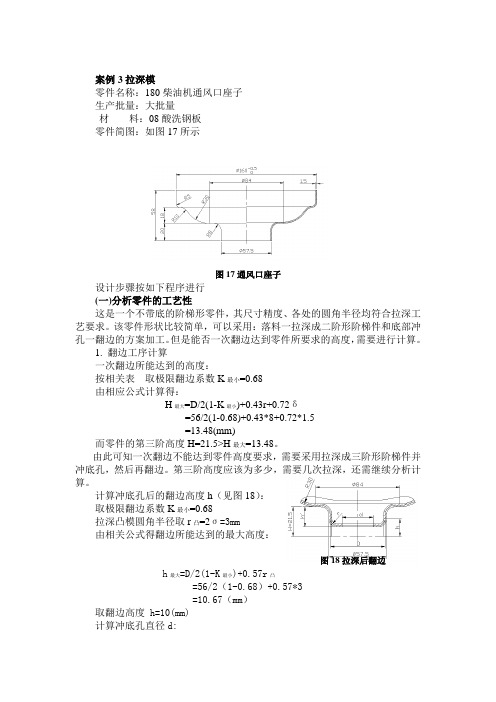
案例3拉深模零件名称:180柴油机通风口座子生产批量:大批量材料:08酸洗钢板零件简图:如图17所示图17通风口座子设计步骤按如下程序进行(一)分析零件的工艺性这是一个不带底的阶梯形零件,其尺寸精度、各处的圆角半径均符合拉深工艺要求。
该零件形状比较简单,可以采用:落料一拉深成二阶形阶梯件和底部冲孔一翻边的方案加工。
但是能否一次翻边达到零件所要求的高度,需要进行计算。
1. 翻边工序计算一次翻边所能达到的高度:按相关表取极限翻边系数K最小=0.68由相应公式计算得:H最大=D/2(1-K最小)+0.43r+0.72δ=56/2(1-0.68)+0.43*8+0.72*1.5=13.48(mm)而零件的第三阶高度H=21.5>H最大=13.48。
由此可知一次翻边不能达到零件高度要求,需要采用拉深成三阶形阶梯件并冲底孔,然后再翻边。
第三阶高度应该为多少,需要几次拉深,还需继续分析计算。
计算冲底孔后的翻边高度h(见图18):取极限翻边系数K最小=0.68拉深凸模圆角半径取r凸=2σ=3mm由相关公式得翻边所能达到的最大高度:图18拉深后翻边h最大=D/2(1-K最小)+0.57r凸=56/2(1-0.68)+0.57*3 =10.67(mm)取翻边高度 h=10(mm) 计算冲底孔直径d:d=D+1.14r凸-2h=56+1.14×3-2×10=39.42(mm)实际采用Ф39mm。
计算需用拉深拉出的第三阶高度h´h´=H-h+r凸+δ=21.5-10+3+1.5=16(mm)根据上述分析计算可以画出翻边前需拉深成的半成品图,如图19所示。
2.拉深工序计算图19所示的阶梯形半成品需要几次拉深,各次拉深后的半成品尺寸如何,需进行如下拉深工艺计算。
计算毛坯直径及相对厚度:先作出计算毛坯分析图,如图20所示。
为了计算方便,先按分析图中所示尺寸,根据弯曲毛坯展开长度计算方法求出中性层母线的各段长度并将计算数据列于表6中。

端盖拉伸模设计目录目录 (1)第一章零件的工艺性分析 (2)第二章毛坯尺寸展开计算 (3)第三章拉深工序次数及拉深系数确定 (5)第四章冲裁力与拉深力的计算 (11)第五章凸、凹模的设计 (7)1、落料凸、凹模尺寸计算 (7)2、拉深凸、凹模尺寸计算 (8)3、粗糙度的确定 (9)第六章模具基本结构的确定 (13)第七章模具主要零件的强度校核 (15)第八章冲压设备的选择 (16)1、初选设备 (16)2、设备的校核 (18)主要参考文献附录第一章零件的工艺性分析1、零件的形状、尺寸及一般要求该零件为厚度1mm,展开直径为φ135mm,中心孔直径为φ35mm,零件材料20钢,尺寸精度按图纸要求。
2、工艺方案的分析及确定工件由落料、冲孔、拉深、三道工序成型,工件形状较简单。
本次主要设计其第三道工序。
第二章毛坯尺寸展开计算1旋转体零件采用圆形毛坯,在不变薄拉深中,材料厚度虽有变化,但其平均值与毛坯原始厚度十分接近。
因此,其直径按面积相等的原则计算,即毛坯面积与拉深件面积(加上修边余量)相等。
1、确定修边余量在拉深的过程中,常因材料机械性能的方向性、模具间隙不均、板厚变化、摩擦阻力不等及定位不准等影响,而使拉深件口部周边不齐,必须进行修边,故在计算毛坯尺寸时应按加上修边余量后的零件尺寸进行展开计算。
修边余量的数值可查文献《实用模具技术手册》表5-7.由于工件凸缘的相对直径d凸/d = 1.1013查表可得修边余量δ=3.5mm。
2、毛坯尺寸计算根据工件的形状,可将其分成F1-F8这几个部分。
则可计算出各部分的展开面积如下:F1 =π/4[2π(4+t/2)(90.8-t)+4.56(4+t/2)²=π/4[2π×5×88.8+4.56×5²]=222π²+28.5πF2 =π(d-t)(h-r1-r2-t)=π(90.8-2)(34-4-2-2)=2308.8πF3 =π/4[2π(2+t/2)(90.8-t-2×2-t)+8(2+t/2)²] =π/4(2π×3×82.8+72)=124.2π²+18πF4 =π/4(90.8-2t-2×2)²-π/4(47+2t+2×2)²=π/4×82.8²-π/4×55²=957.71πF5 =π/4[2π(2+t/2)(47+t)+4.56(2+t/2)²]=π/4(2π3×49+4.56×3²)=73.5π²+10.26πF6 =(20-2t-2×2)π(47+t)=588πF7 =π/4[2π(2+t/2)(47-2×2)+8(2+t/2)²]=π/4(2π3×43+8×3²)=64.5π²+18πF8 =π/4(47-2×2)²=462.25π所以经计算求得毛坯直径D=168mm3、确定是否使用压边圈由于D-d>22t,则要使用压边圈。
拉伸模具设计说明书拉伸模具设计说明书一、设计目的拉伸模具的设计目的是为了实现对工件材料的拉伸变形,以满足特定的产品要求。
本文旨在详细说明拉伸模具的设计要求、工艺流程以及结构参数。
二、设计要求1:材料选择:根据工件要求和生产实际情况,选择适合的模具材料,确保模具的强度和寿命。
2:模具结构:设计合理的模具结构,确保工件能够被准确地拉伸,并且模具能够承受拉伸力的作用。
3:轴向移动机构:设计高精度的轴向移动机构,用于控制拉伸过程中的拉伸速度和拉伸长度。
4:润滑系统:设计有效的润滑系统,确保模具和工件之间的摩擦最小化,提高模具的使用寿命。
5:控制系统:设计可靠的控制系统,实现对拉伸过程的精确控制。
三、工艺流程1:拉伸前的准备工作:a:检查模具和设备的状况,确保工艺流程的正常进行。
b:准备工件材料,并对其进行必要的加工和处理。
2:模具调试与预热:a:安装模具并进行必要的调试,确保模具的良好运行。
b:进行模具的预热,以提高模具的工作效率和寿命。
3:拉伸工艺参数设置:a:根据工件要求和模具性能,合理设置拉伸参数,如拉伸速度、拉伸力等。
b:进行预拉伸工艺试验,以确定最佳的拉伸参数。
4:模具使用与维护:a:进行拉伸生产操作,并根据工件质量情况对拉伸参数进行调整。
b:定期对模具进行维护,包括清洁、润滑、修复等工作,确保模具的正常运行。
四、结构参数1:模具整体尺寸:根据工件尺寸和模具的制造工艺要求,确定模具的整体尺寸。
2:模具材料:根据工件要求和生产实际情况,选择合适的模具材料,如工具钢等。
3:模具结构设计:根据拉伸工艺和工件形状,设计合理的模具结构,包括拉伸口、拉杆等。
4:轴向移动机构参数:根据拉伸要求,确定轴向移动机构的参数,包括拉伸速度、拉伸长度等。
5:润滑系统参数:根据摩擦特性和润滑要求,确定润滑系统的参数,包括润滑剂的类型和用量等。
6:控制系统参数:根据工艺要求,确定控制系统的参数,包括拉伸力的控制范围、精度等。
薄料拉伸模具设计方案薄料拉伸模具设计方案薄料拉伸模具是一种常用于工业生产中的模具,广泛应用于塑料制品、金属制品等领域。
在设计薄料拉伸模具时,需要考虑到材料的性质、产品的形状尺寸和生产效率等因素。
下面是一个薄料拉伸模具设计方案的详细介绍。
设计目标:设计一个能够高效稳定地拉伸薄料的模具,以实现高质量产品的生产。
设计过程:1. 确定材料:根据产品的要求,选择合适的材料进行模具的制作。
薄料拉伸模具通常采用高强度、耐磨、耐腐蚀的合金钢材料,以保证模具在长期使用过程中不变形、不损坏。
2. 确定模具结构:根据产品的形状尺寸和要求,确定模具的结构和形状。
薄料拉伸模具通常分为上模和下模两部分,上模固定,下模移动。
上模和下模之间应设计有合适的导位结构,以确保模具定位准确、移动平稳。
3. 设计拉伸机构:根据产品的形状和拉伸需求,设计合适的拉伸机构。
薄料拉伸模具的拉伸机构通常采用液压或气压系统,可以实现高速、稳定的拉伸过程。
拉伸机构的设计应考虑到力的传递和控制,以保证产品拉伸均匀、不变形。
4. 设计冷却系统:在薄料拉伸过程中,由于受热和冷却的不均匀性,易造成产品变形和质量问题。
因此,必须设计合适的冷却系统,以确保模具和产品能够迅速冷却,并保持稳定的温度。
冷却系统可以采用水冷或气冷方式。
5. 设计辅助装置:薄料拉伸模具通常需要配备一些辅助装置,以便操作人员能够方便地处理模具和产品。
这些辅助装置可以包括模具护罩、冷却水管、产品收集装置等。
6. 设计模具零件:根据模具结构和功能需求,设计模具的各个零件。
主要包括上模、下模、导位结构、拉伸机构、冷却系统等。
在设计过程中,需要考虑到材料强度、加工工艺、装配性能等因素,以确保模具的质量和性能。
7. 模具试制和调试:完成模具设计后,进行试制和调试,以验证设计的可行性和优化模具的性能。
通过不断调整和改进,使模具能够满足产品的拉伸要求,并提高生产效率和产品质量。
通过以上的设计过程,可以得到一个适用于薄料拉伸的模具设计方案。

无凸缘筒形件拉深模设计样例 (5)(一)零件工艺性分析 (5)1.材料分析 (5)2.结构分析 (5)3.精度分析 (5)(二)工艺方案的确定 (5)(三)零件工艺计算 (5)1.拉深工艺计算 (5)2.落料拉深复合模工艺计算 (8)3.第二次拉深模工艺计算 (10)4.第三次拉深模工艺计算 (11)5.第四次拉深模工艺计算 (11)(四)冲压设备的选用 (11)1.落料拉深复合模设备的选用 (11)2.第二次拉深模设备的选用 (12)(五)模具零部件结构的确定 (12)1.落料拉深复合模零部件设计 (12)2.第二次拉深模零部件设计 (13)(六)落料拉深复合模装配图 (13)摘要简短介绍了我国模具行业发展状况,以及在当下模具行业情况,并且对国内外模具行业发展现状加以分析,从而对我国模具行业与国外模具行业进行了综合比较提出差距所在。
同时介绍了模具的类型和主要功能。
综合阐述对镶套落料拉深模具进行设计,首先对工件进行工艺分析,对拉深特点拉深变形过程进行技术分析。
在设计之前先确定修边余量和毛坯尺寸是否需要使用压边圈。
其次对拉深模具进行总体设计,了解拉深模具结构、分类,选择压边装置。
然后确定工作部分结构参数,确定拉深系数及工序尺寸。
计算凸模圆角半径、凹模圆角半径、间隙、凸、凹模尺寸公差、压边力、压边圈尺寸、拉深力、卸料力、拍样计算,并计算压力中心对压力机进行选择。
最后选择模具主要零部件及结构,对模具材料、模架进行选择,计算凸模长度、凹模高度和壁厚、凸模固定板尺寸以及校核凸、凹模强度。
同时设计选择其他零部件,确定模具闭合高度,对拉深模具进行安装调试。
关键词:模具冲压凸模圆角半径尺寸公差间隙拉深力凸、凹模绪论一、概述1、模具工业的概况模具工业是国民经济的基础工业,受到政府和企业界的高度重视,发达国家有“模具工业是进入富裕社会的源动力”之说,可见其重视的程度。
当今,“模具就是经济效益”的观念,已被越来越多的人所接受。
拉伸工艺及拉伸模具设计1. 引言拉伸工艺及拉伸模具设计是金属加工中重要的工艺之一。
通过拉伸工艺,可以使金属材料在不改变其截面积的情况下,有效地改变其形状和尺寸。
而拉伸模具设计则是为了实现拉伸工艺的顺利进行,确保拉伸过程中材料的变形满足预期要求。
本文将介绍拉伸工艺的基本原理和步骤,以及拉伸模具设计的关键考虑因素和设计要点。
2. 拉伸工艺的基本原理和步骤拉伸工艺是通过对金属材料施加拉力,使其发生塑性变形的过程。
其基本原理是利用材料的延伸性,使其在一定条件下引入应力并改变形状。
拉伸工艺的基本步骤如下:2.1 材料准备在进行拉伸工艺之前,需要对材料进行准备。
首先是材料的选择,根据工件的要求选择适合的金属材料。
其次是材料的加工准备,包括切割和清洁等步骤,以确保材料表面的平整和无杂质。
2.2 模具设计拉伸工艺需要使用专门设计的模具,以便在施加拉力时能够确保材料的形状和尺寸得到准确控制。
模具设计需要考虑多个因素,包括工件的形状和尺寸、材料的性质以及拉伸过程中的应力情况等。
2.3 拉伸过程拉伸过程中,首先将材料放置于模具中,并施加拉力。
拉力的大小和方向将影响材料的延展性和变形形式。
通过对拉力的控制,可以控制材料的形状和尺寸变化。
2.4 热处理在拉伸过程完成后,有时需要对材料进行热处理,以消除拉伸过程中产生的应力和改善材料的性能。
常见的热处理方法包括退火、淬火和回火等。
3. 拉伸模具设计的关键考虑因素拉伸模具设计的关键考虑因素包括以下几点:3.1 工件形状和尺寸拉伸模具的设计应根据工件的形状和尺寸,确保拉伸过程中工件的形变满足要求。
对于复杂形状的工件,可能需要设计多级模具,以实现更精确的形变控制。
3.2 材料的特性不同材料的特性会对拉伸模具的设计产生影响。
例如,材料的延展性和硬度将决定模具设计中的一些参数,如模具的角度和半径。
了解材料的特性是设计拉伸模具的重要基础。
3.3 拉力和应力分布拉力和应力分布对模具的设计也有重要影响。
镇流器外壳冲压模具设计摘要本文首先简要的概述了冲压模具在社会发展领域中的作用及其以后的发展方向,点明了模具设计的重要意义。
然后依据工件图进行了工艺性分析,进而确定了设计方案,计算出了模具工作部分的尺寸,设计出工作零部件;然后依据设计要求选择出各个标准零部件,最后设计出了模具的总装配图。
在设计中,最重要的就是设计方案的确定、坯料的计算和工作零部件的设计,这是设计的关键,这些设计的正确与否直接关系到设计成本的高低及设计的模具能否正常工作。
设计过程中,首先对镇流器外壳的落料工序、拉伸工序和凸缘的修整工序进行了分析,并对与这些工序相关的模具在设计和制造中存在的若干关键性问题进行了研究。
所要解决的难题就是如何计算并防止出现拉伸皱曲,拉伸破裂,拉深凸耳等缺陷,使得冲压成形达到我们所要求的质量。
然后用CAD制图软件画出了十几张零件图,安插在设计说明书书中。
最后画出了镇流器外壳落料拉深复合模的装配图一张。
关键词:模具,落料,拉深,缺陷The Design Of Press Tool About Barreter CaseABSTRACTThis article first brief outline ramming mold in social development domain function and its later development direction,Had pointed out the mold designs vital significance. Then has carried on the technological analysis based on the work piece chart,Then has determined the design proposal,Calculated the mold effective range size,Designs the work spare part; Then chooses each standard spare part based on the design request,Finally designed the mold assembly drawing. In design,Most important is the design proposal determination, the semifinished materials computation and the work spare part design,This is the design key, Whether these designs is correct or not relates directly to the design cost height and the design mold normal work In design final,Summarized own in the design process attainment and the experience,And instructs teacher to me to carry on expresses thanks.In design process,First fell the material working procedure, the stretch working procedure and the flange to the gasket repairs and maintains the working procedure to carry on the analysis And to certain crucial question which existed in the design and the manufacture has conducted the research with these working procedure correlations molds., Then I used the CAD charting software to draw several detail drawings,Places in the design instruction booklet book. Finally drew the gasket to fall the material drawing superposable die assembly drawing.KEY WORDS: Mould,Blank,Drawing,Defect目录前言 (1)第1章带凸缘的圆筒件工艺性分析 (5)1.1冲压件工艺性分析 (5)1.1.1计算毛坯尺寸 (5)1.1.2确定拉深次数 (6)1.1.3确定半成品尺寸 (7)1.1.4拉深工序图 (8)第2章工艺方案的确定 (9)2.1冲压件工艺性分析 (9)2.2确定工艺方案 (10)第3章相关数据的计算 (12)3.1计算压边力和拉深力 (12)3.1.1计算压边力 (12)3.1.2计算拉深力 (12)3.1.3计算公称压力 (13)3.2计算模具工作部分尺寸 (14)3.2.1模具间隙 (14)3.2.2拉深模圆角半径 (14)3.2.3凸凹模工作部分尺寸 (14)3.3 确定凸模通气孔 (15)第4章落料拉深模复合模的设计 (16)4.1 落料拉深复合模工作部分的设计 (16)4.1.1排样设计 (16)4.1.2计算落料凸凹模刃口 (17)4.1.3冲裁力的计算 (18)4.1.4落料凹模的设计 (18)4.1.5首次拉深凸模的设计 (19)4.1.6导料板的设计 (20)4.1.7压边圈的设计 (21)4.1.8凸凹模(落料凸模和拉深凹模)的设计 (21)4.1.9推件块的设计 (22)4.2 落料拉深复合模运动部分零件的设计 (22)4.2.1模架与紧固零件的选取 (23)4.2.2上、下模座的设计 (24)4.2.3压料装置的选择 (25)4.2.4压力机的选择和校核 (25)4.2.5落料拉深复合(首次拉深)模总装图 (26)结论 (28)谢辞 (29)参考文献 (30)外文资料翻译 (31)前言冲压是塑性加工的基本方法之一。