等离子切割机故障合集1
- 格式:doc
- 大小:255.50 KB
- 文档页数:10
等离子切割机电弧不稳定故障等离子切割机电弧的稳定性直接影响着切割质量,等离子电弧不稳定现象,会导致切口参差不齐、积瘤等缺陷,也会导致控制系统的相关元件寿命降低,喷嘴、电极频繁更换。
针对此现象,进行分析并提出解决办法。
1.气压过低等离子切割机工作时,如工作气压远远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入空气流量小于规定值,此时不能形成高能量、高速度的等离子弧,从而造成切口质量差、切不透、切口积瘤的现象。
气压不足的原因有:空压机输入空气不足,切割机空气调节阀调压过低,电磁阀内有油污,气路不通畅等。
解决方法是,使用前注意观察空压机输出压力显示,如不符合要求,可调整压力或检修空压机。
如输入气压已达要求,应检查空气过滤减压阀的调节是否正确,表压显示能否满足切割要求。
否则应对空气过滤减压阀进行日常维护保养,确保输入空气干燥、无油污。
如果输入空气质量差,会造成电磁阀内产生油污,阀芯开启困难,阀口不能完全打开。
另外,割炬喷嘴气压过低,还需更换电磁阀;气路截面变小也会造成气压过低,可按说明书要求更换气管。
2.气压过高若输入空气压力远远超过0.45MPa,则在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。
造成气压过高的原因有:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。
解决方法是,检查空压机压力是否调整合适,空压机和空气过滤减压阀的压力是否失调。
开机后,如旋转空气过滤减压阀调节开关,表压无变化,说明空气过滤减压阀失灵,需更换。
3.割炬喷嘴和电极烧损因喷嘴安装不当,如丝扣未上紧,设备各挡位调整不当,需用水冷却的割炬在工作时,未按要求通入流动的冷却水以及频繁起弧,都会造成喷嘴过早损坏。
解决方法是,按照切割工件的技术要求,正确调整设备各挡位,检查割炬喷嘴是否安装牢圄,需通冷却水的喷嘴应提前使冷却水循环起来。
切割时,根据工件的厚度调整割炬与工件之间的距离。
等离子切割机常见故障现象、故障原因及排除方法指示灯不亮1.三相电源有问题2.指示灯坏1.检查三相电源及配电箱2.更换风扇不转1.三相电源缺相2.风扇有问题1.检修三相电源2.检修风扇按动割炬开关,接触器不工作1.三相电源缺相2.接触器损坏3.线路有故障1.检查电源2.更换3.检修机内线路能引弧,但不能切割或引燃很容易断弧1.三相电源缺相2.接触器触点坏3.整流二极管一只开路1.检查电源2.检修3.更换按动割炬开关,没有任何反应1.割炬电缆内小线抽芯2.割炬开关损坏3.控制板损坏2.检修或更换3.检修或更换按动割炬开关,火花放电器无放电现象1.高压变压器损坏2.控制板损坏3.高压电熔损坏1.更换2.检修或更换3.更换按动割炬开关,气阀不动作,但打开前面板上的检气开关时气阀工作正常1.控制板损坏2.线路有故障1.检修或更换2.检修机内线路按动割炬开关,气阀工作正常,但无气体喷出1.气源无压力2.减压阀未打开或损坏3.气路某处有受堵现象1.调整压力2.检修或更换3.检查并疏通气路按动割炬开关,机内火花放电器放电正常,但割炬喷嘴无高频高压火花喷出或很微弱1.切割地线未连接或接触不良2.高频变压器闸间短路或损坏3.电极已严重损耗1.连接接地使之接触良好2.维修或更换按动割炬开关,机内有异常大的嗡嗡声,割炬喷嘴喷出的小火花而不起弧1.整流二极管一只或数只损坏2.主变压器有线圈匝间短路现象1.更换2.更换切割厚工件困难1.输入电压偏低2.电极、喷嘴磨损过大3.工件厚度过厚4.气压太高或太低5.等离子弧轨迹与工件不垂直1.调整三相电源电压2.更换3.降低厚度4.调整气压5.调整持枪姿势使等离子弧垂直于工件割缝倾斜1.工件厚度过厚2.气压太低3.喷嘴或电极磨损4.持枪方式歪斜1.降低厚度2.调整气压3.更换4.矫正当工件与大地绝缘时能正常引弧,但工件直接放在大地上时无高频火花喷出1.机内气阀至割炬的气管有水份2.机内电容102/630V漏电或击穿1.打开机壳取下气管清除水分,并每工作4-8小时排放空气过滤减压阀积水2.更换电容气体流量小,但空气过滤减压阀指示值足够大1.空气压缩机工作环境灰尘太大,使空气过滤减压阀的滤网受堵2.气管内径太小1.取下空气过滤减压阀,左旋拆开透明外罩,侵在10%稀盐酸溶液里煮沸,再用清水漂洗,烘干。
>>等离子切割机电弧的稳定性直接影响着切割质量,等离子电弧不稳定现象,会导致切口参差不齐、积瘤等缺陷,也会导致控制系统的相关元件寿命降低,喷嘴、电极频繁更换。
针对此现象,进行分析并提出解决办法。
1.气压过低>>等离子切割机工作时,如工作气压远远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入空气流量小于规定值,此时不能形成高能量、高速度的等离子弧,从而造成切口质量差、切不透、切口积瘤的现象。
气压不足的原因有:空压机输入空气不足,切割机空气调节阀调压过低,电磁阀内有油污,气路不通畅等。
>>解决方法是,使用前注意观察空压机输出压力显示,如不符合要求,可调整压力或检修空压机。
如输入气压已达要求,应检查空气过滤减压阀的调节是否正确,表压显示能否满足切割要求。
否则应对空气过滤减压阀进行日常维护保养,确保输入空气干燥、无油污。
如果输入空气质量差,会造成电磁阀内产生油污,阀芯开启困难,阀口不能完全打开。
另外,割炬喷嘴气压过低,还需更换电磁阀;气路截面变小也会造成气压过低,可按说明书要求更换气管。
2.气压过高>>若输入空气压力远远超过0.45MPa,则在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。
造成气压过高的原因有:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。
>>解决方法是,检查空压机压力是否调整合适,空压机和空气过滤减压阀的压力是否失调。
开机后,如旋转空气过滤减压阀调节开关,表压无变化,说明空气过滤减压阀失灵,需更换。
3.割炬喷嘴和电极烧损>>因喷嘴安装不当,如丝扣未上紧,设备各挡位调整不当,需用水冷却的割炬在工作时,未按要求通入流动的冷却水以及频繁起弧,都会造成喷嘴过早损坏。
>>解决方法是,按照切割工件的技术要求,正确调整设备各挡位,检查割炬喷嘴是否安装牢圄,需通冷却水的喷嘴应提前使冷却水循环起来。
数控等离子切割机的故障排除方法数控等离子切割机具有切割零件变形小、噪声低、切割质量好、切割速度快、运行成本低等优点,特别适合于大型钢板零件的切割加工作业。
日常维修工作中遇到的故障排除方法:一、等离子电源在不能正常打开,显示故障为:冷却液流量不足经过检查测试,发现冷却泵电机与冷却泵的联轴器损坏,导致冷却水泵供应冷却液的流量不足。
经维修更换新的联轴器后,电源仍然不能开启,故障仍显示为冷却液流量不足。
经进一步检查,冷却泵的内部阀片磨损较严重,不能起到有效密封作用,使冷却液从内部流失,从而导致冷却液的流量和压力不足引起电源不能正常打开。
经更换新的冷却泵后,电源控制面板上的指示灯指示正常,机器故障消除。
二、数控等离子切割机割炬在引弧穿孔后,马上熄弧停止切割经检查发现机器操作面板上的穿孔延时开关设定位置不当,导致以上故障现象。
进行分析并针对故障的具体排除方法进行了阐述。
因切割的钢板较薄,按照切割规程要求,切割穿孔延时开关应设在0.5s的位置,重新设定穿孔延时时间后故障排除,机器恢复正常。
三、数控等离子切割机切割的工件尺寸与套料图中工件尺寸明显不符,并且切口质量较差,套料图上出现的是直线段,而切割出的工件则表现为曲线,并且没有规律经检查发现是x轴及y轴的驱动齿轮因使用年久磨损严重,使齿轮与轨道齿条的啮合间隙过大。
在切割工件过程中,导致驱动系统产生偏差。
经更换新的驱动齿轮后,机器故障排除,按机器的实际运行时间,定期检查这些易损件,如磨损超标必须及时更换,以保证机器的切割精度达到要求。
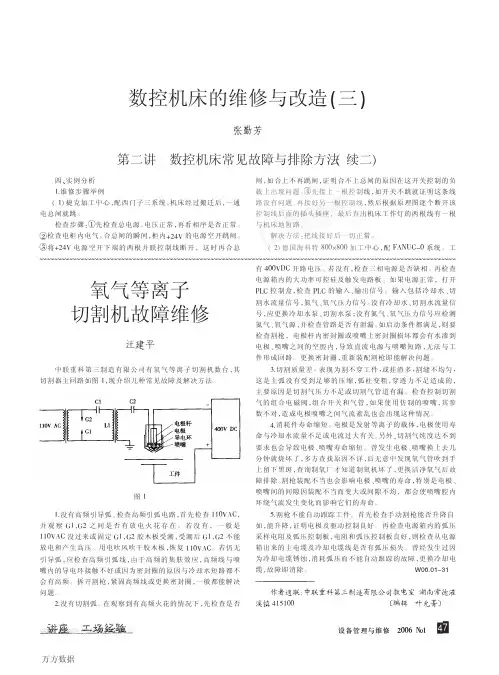
四、有高频,但不引弧由于等离子的引弧是由一高频振荡电路在割炬的电极和喷嘴之间产生引弧。
电极和喷嘴间有一很小的间隙。
我们检查发现高频电路的高频已产生,而等离子弧却没有转移。
由此判断,很可能是割炬出现了问题。
但从外表看,割炬表面光滑如新。
经测量,发现割炬内的电极、喷嘴短路,电极上的螺纹有损伤。
更换新电极后,故障依旧存在。
经进一步检查是由于割炬上的螺纹牙损伤,造成电极不能通过螺纹在割炬上拧紧到位,使割炬内电极和喷嘴互相接触造成短路,更换新的割炬后能正常引弧。
等离子切割机故障(一)现象说明:打开等离子切割机主机“电源开关”后,电源指示灯不亮。
原因分析和解决办法:1、“电源指示灯”坏:更换指示灯。
2、2A保险丝坏:更换保险丝。
3、无输入三相380V电压:检查电源是否出问题。
4、输入电源缺相:使用万用表检查三相电源。
5、电源开关坏:更换开关即可。
6、控制板或主机坏:检修。
等离子切割机故障(二)现象说明:接通输入电源后,等离子切割机风扇不转,但电源指示灯亮。
原因分析和解决办法:1、输入三相电源缺相:使用万用表检查三相电源。
2、风扇叶被异物卡住:异物清除即可。
3、风扇电源插头松动:重新插好即可。
4、风扇引线断:检修。
5、风扇损坏:检修或更换。
等离子切割机故障(三)现象说明:接通输入电源后,电源指示灯亮,风扇正常,但开启“试气”开关后无气流喷出。
原因分析和解决办法:1、无输入压缩空气:检修气源及供气管道。
2、空气过滤减压阀失灵,压力表指示值为0,“气压不足”指示灯亮:调整减压阀压力或更换减压阀。
3、“试气”开关损坏:更换开关。
4、主机内电磁阀坏:检修或更换。
5、供气管道漏气或断路:检修。
等离子切割机故障(四)现象说明:开启主机面板上的“试气”开关,有气流喷出,按动割炬开关,机器无任何反应。
原因分析和解决办法:1、等离子割炬开关坏或连接线断:检修或更换。
2、等离子切割机面板上“切割”开关坏:检修或更换。
3、切割机主机控制板坏:检修或更换。
4、切割机因温度等原因处于保护状态:等待温度正常。
5、水路工作不正常,引起水压过低保护:检查水路和水压阀。
6、主机控变或相关线路、元件损坏:检修。
等离子切割机故障(五)现象说明:接触式可以切割,但非接触式不能切割,试验非转移弧无火花喷出喷嘴。
原因分析和解决办法:1、15A熔断器熔芯断路:更换即可。
2、减压阀上气压过高:调节压力。
3、割炬中有零件损坏:检查并更换。
4、割炬受潮,压缩空气中水分过高:烘干,加滤水装置。
5、引弧线断路:更换即可。
等离子切割机常见问题及解决方法
常见问题及解决方法
1.工作气压过低
等离子切割机工作时,如工作气压远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入气流小于所要求的值,此时不能形成高能量、高速度的等离子弧,从而造成切口质量差、切不透、切口积瘤的现象。
气压不足的原因有:空压机输入空气不足。
切割机空气调节阀调压过低,电磁阀内有油污,气路不通畅等。
因此需要从这些方面逐个检查,发现问题及时改善。
2.工作气压过高
若输入空气压力过高,则在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。
产生原因主要是:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。
3.电极喷嘴等易损件安装不当
电极喷嘴有螺纹的,需要拧紧到位。
因喷嘴安装不当,如丝扣未上紧,涡流环安装不规范,都会造成切割不稳定,易损件过快损坏。
4.输入交流电压过低
调试使用前,检查等离子切割机所接入电网是否有足够的承载能力,电源线规格是否符合要求。
等离子切割机安装地点,应远离大型用电设备和经常有电气干扰的地方。
5.地线与工件接触不良
接地是切割前一项必不可少的准备工作。
未使用专用的接地工具,工件表面有绝缘物及长期使用老化严重的地线等,都会使地线与工件接触不良。
6.切割速度和割枪夹持的垂直度
切割速度的快与慢,应当根据切割不同的材质和厚度,电流大小相符合。
过快或者过慢,都会造成切割面不平,上下沿挂渣。
另外,割枪夹持不垂直,喷出的等离子弧也是斜着喷出,也会造成切割面有斜度。

>>等离子切割机电弧的稳定性直接影响着切割质量,等离子电弧不稳定现象,会导致切口参差不齐、积瘤等缺陷,也会导致控制系统的相关元件寿命降低,喷嘴、电极频繁更换。
针对此现象,进行分析并提出解决办法。
1.气压过低>>等离子切割机工作时,如工作气压远远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入空气流量小于规定值,此时不能形成高能量、高速度的等离子弧,从而造成切口质量差、切不透、切口积瘤的现象。
气压不足的原因有:空压机输入空气不足,切割机空气调节阀调压过低,电磁阀内有油污,气路不通畅等。
>>解决方法是,使用前注意观察空压机输出压力显示,如不符合要求,可调整压力或检修空压机。
如输入气压已达要求,应检查空气过滤减压阀的调节是否正确,表压显示能否满足切割要求。
否则应对空气过滤减压阀进行日常维护保养,确保输入空气干燥、无油污。
如果输入空气质量差,会造成电磁阀内产生油污,阀芯开启困难,阀口不能完全打开。
另外,割炬喷嘴气压过低,还需更换电磁阀;气路截面变小也会造成气压过低,可按说明书要求更换气管。
2.气压过高>>若输入空气压力远远超过0.45MPa,则在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。
造成气压过高的原因有:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。
>>解决方法是,检查空压机压力是否调整合适,空压机和空气过滤减压阀的压力是否失调。
开机后,如旋转空气过滤减压阀调节开关,表压无变化,说明空气过滤减压阀失灵,需更换。
3.割炬喷嘴和电极烧损>>因喷嘴安装不当,如丝扣未上紧,设备各挡位调整不当,需用水冷却的割炬在工作时,未按要求通入流动的冷却水以及频繁起弧,都会造成喷嘴过早损坏。
等离子切割机故障合集
焊机爱好者2019-03-30 12:05:17
(文章转自网络,如有侵权,联系删除。
)
等离子切割机在工作过程中,有时会出现各种问题,我们对日常生产中数控等离子切割机的故障现象,总结出十大故障原因供参考。
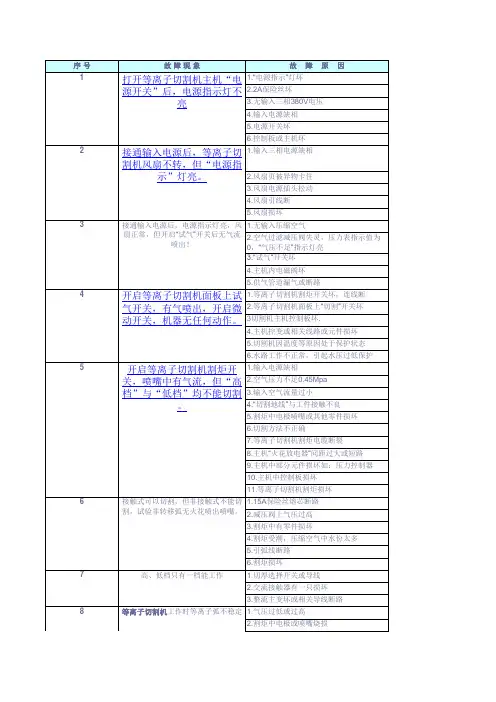
故障一
现象描述:打开等离子切割机主机“电源开关”后,电源LED不亮。
原因分析和解决办法:
1、“电源指示灯”坏:更换指示灯
2、2A保险丝坏:更换保险丝
3、三相380V无输入电压:检查电源是否有问题
4、输入电源相位不足:用万用表检查三相电源
5、电源开关坏:更换开关即可
6、控制板或主机坏:检修
故障二
现象描述:打开输入电源后,等离子切割机风扇不转,但电源LED灯亮着。
原因分析和解决办法:
1、三相电源缺少相位:用万用表检查三相电源
2、风扇叶被异物卡住:异物清除即可
3、风扇电源插头松动:重新插好即可
4、风扇引线断:检修
5、风扇损坏:检修或更换
故障三
现象描述:输入电源打开后,电源指示灯亮起,风扇正常,但打开“试气”开关后没有气流出来。
原因分析和解决办法:
1、没有输入压缩空气:检查气源和气体管道
2、空气过滤减压阀故障,压力表指示值为0,“气压不足”指示灯亮:调整减压阀压力或更换减压阀
3、“试气”开关损坏:更换开关
4、主机内电磁阀坏:检修或更换
5、供气管道漏气或断路:检修
故障四
现象描述:打开主机面板上的“试气”开关,有空气喷射,按下割炬开关,机器没有任何反应。
原因分析和解决办法:
1、等离子焊枪开关或连接电缆断裂:修理或更换
2、等离子切割机面板上的“切割”开关损坏:检修或更换
3、切割机主机控制板坏:检修或更换
4、由于温度和其他原因,切割机处于保护状态:等待温度恢复正常。
5、水路不能正常工作,导致水压过低保护:检查水路和水压阀。
6、主控变压器或相关线路及部件损坏:检修
故障五
现象描述:接触式可以进行切割,但非接触不能进行切割,测试非转移电弧没有火花喷出来。
原因分析和解决办法:
1、15A熔断器熔芯断路:更换即可
2、减压阀上气压过高:调节压力
3、割炬中有零件损坏:检查并更换
4、割炬潮湿,压缩空气湿度过高:干燥,加装过滤装置。
5、引弧线断路:更换即可
6、割炬损坏:更换即可
故障六
现象:按下等离子焊炬开关,喷嘴内有气流,但“高档”和“低档”不能切割。
原因分析和解决办法:
1、输入电源缺相:检修
2、气压小于0.45 MPa:调节安全阀的压力
3、输入气流过小:确保0.3m3/min
4、切割地线与工件接触不良:重新夹紧或更换
5、切割焊枪电极喷嘴或其他部件的损坏:用新的配件更换
6、不正确的切割方法:正确放置喷嘴和工件
7、等离子切割机割炬电缆断裂:更换或重新连接
8、主机“火花放电”的间距太大或短路:间距保证0.5 mm左右。
9、主机中的一些部件损坏了,如:压力控制器等:修理或更换。
10、主机中控制板损坏:检修或更换
11、等离子切割机割炬损坏:更换
故障七
现象说明:高、低档只有一档能工作。
原因分析和解决办法:
1、切厚选择开关坏或导线断:更换
2、交流接触器有一只损坏:检查并更换
3、整流器主变压器损坏或相关断线:更换或维护故障八
在等离子切割机工作时,等离子弧是不稳定的。
原因分析和解决办法:
1、气压过低或过高:调整
2、割炬中电极或喷嘴烧损:更换
3、输入交流电压过低:调整输入电压
4、切割地线与工件接触不良:重新夹紧或更换
5、切割移动速度过慢:调整切割速度
6、火花放电器不能自动断弧:正常放电0.5s,大修
7、主机中相关元件工作不正常:检修
故障九
现象说明:切口过宽,切割质量欠佳。
原因分析和解决办法:
1、切割速度过慢:调整速度
2、电极喷嘴已烧损:更换
3、切割材料和厚度与选择器齿轮不匹配:选择正确的齿轮
4、不正确的喷嘴模型:更换正确的模型喷嘴
故障十
现象描述:等离子切割机割炬烧坏。
原因分析:
1、金属压帽未压紧
2、割炬导电连接处松动、漏水
3、割炬接头处绝缘不良
4、切割焊枪上的陶瓷保护套已损坏,但未更换。
5、压缩空气中水分过多
6、分列式切割机并机切割时割炬搞错
7、电极烧损后未及时更换
8、水冷割炬工作时,水路不正常,接头漏水。
解决方法:经常检查等离子切割机割炬部件的连接部件,以确保各部件的良好配合。