制图、公差配合、粗糙度规范(1)
- 格式:doc
- 大小:1.76 MB
- 文档页数:12
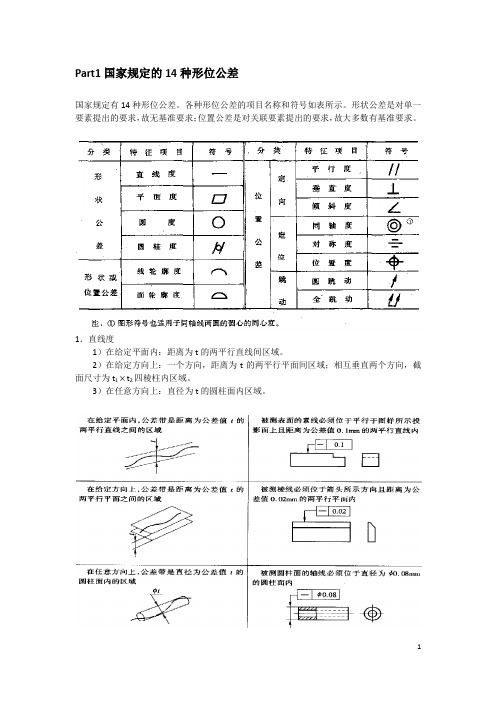
Part1国家规定的14种形位公差国家规定有14种形位公差。
各种形位公差的项目名称和符号如表所示。
形状公差是对单一要素提出的要求,故无基准要求;位置公差是对关联要素提出的要求,故大多数有基准要求。
1.直线度1)在给定平面内:距离为t的两平行直线间区域。
2)在给定方向上:一个方向,距离为t的两平行平面间区域;相互垂直两个方向,截面尺寸为t1 t2四棱柱内区域。
3)在任意方向上:直径为t的圆柱面内区域。
2 .平面度:距离为t的两平行平面间区域。
3 .圆度:半径差为t的两平行同心圆间区域。
4.圆柱度:半径差为t的两同轴圆柱面间区域。
5.线轮廓度:包络一系列直径差t的圆的两包络线间区域。
6.面轮廓度:包络一系列直径差t的球的两包络面间区域。
7.平行度1)在给定一个方向上:距离为t的且平行于基准平面(或直线、轴线)的两平行平面间区域。
分面-面、线-面、面-线、线-线情形。
2)在相互垂直两个方向上:截面尺寸为t1 t2,且平行于基准轴线四棱柱内区域。
仅线-线一种情形。
3)在任意方向上:直径为t且平行于基准轴线的圆柱面内区域。
面对面平行度公差线对面平行度公差面对线平行度公差任意方向上的线对线平行度公差8.垂直度:公差带为距离为t的且垂直于基准平面(或直线、轴线)的两平行平面(或直线)间区域。
分面-面、面-线、线-线、线-面四种情形。
互相垂直方向上的线对线平行度公差面对面垂直度公差面对线垂直度公差9.倾斜度:公差带为距离为t的且于基准轴线成理论正确角度的两平行平面(或直线)间区域。
分面-线、线-线两种情形。
面对面倾斜度公差线对线倾斜度公差10.同轴度:主要用于控制轴类零件的被测轴线对基准轴线的同轴度误差,当被测要素为点时,称同心度。
点的同心度公差11.对称度:用于控制被测要素中心线(或轴线)的共面(或共线)性误差,被测要素相对基准要素有线对线、线对面、面对线和面对面等4种情况。
面对面的对称度公差面对线的对称度公差12.位置度:用于控制被测要素(点、线、面)对基准要素的位置误差。


公差配合、形状和位置公差、表面粗糙度、量和单位、技术文件标准精选公差配合、形状和位置公差、表面粗糙度、量和单位、技术文件标准精选:1.公差与配合标准2.形状和位置公差标准3.表面粗糙度标准4.量和单位标准5.技术文件标准代号标准名称邮价1.公差与配合标准G321《GB/T 321-2005 优先数和优先数系》9.60G1144《GB/T1144-2001 矩形花键尺寸、公差和检验》14.40G1167《GB/T1167-1996 过渡配合螺纹》9.60G1181《GB/T1181-1998 过盈配合螺纹》12.00G1800.1《GB/T 1800.1-2009 产品几何技术规范(GPS)极限与配合:公差、偏差和配合的基础》36.00G1800.2《GB/T 1800.2-2009 产品几何技术规范(GPS) 极限与配合:标准公差等级和孔、轴极限偏差表》62.10G1801《GB/T 1801-2009 产品几何技术规范(GPS) 极限与配合公差带和配合的选择》25.20 G1803《GB/T1803-2003 极限与配合:尺寸至18mm孔、轴公差带》14.40G1804《GB/T1804-2000 一般公差:未注公差的线性和角度尺寸的公差》9.60G2822《GB/T 2822-2005 标准尺寸》12.00G3672.1《GB/T3672.1-2002 橡胶制品的公差:尺寸公差》14.40G3672.2《GB/T3672.2-2002 橡胶制品的公差:几何公差》12.00G3177《GB/T 3177-2009 产品几何技术规范(GPS) 光滑工件尺寸的检验》25.20G5371《GB/T5371-2004 极限与配合:过盈配合的计算和选用》18.00G5847《GB/T5847-2005 尺寸链计算方法》14.40G6414《GB/T6414-1999 铸件尺寸公差与机械加工余量》12.00G11334《GB/T 11334-2005 产品几何量技术规范(GPS) 圆锥公差》14.40G12360《GB/T 12360-2005 产品几何量技术规范(GPS) 圆锥配合》15.60G12471《GB/T 12471-2009 产品几何技术规范(GPS) 木制件极限与配合》32.40G13914《GB/T13914-2002 冲压件尺寸公差》12.00G13915《GB/T13915-2002 冲压件角度公差》9.60G13916《GB/T13916-2002 冲压件形状和位置未注公差》9.60G14486《GB/T 14486-2008 塑料模塑件尺寸公差》16.80G15055《GB/T 15055-2007 冲压件未注公差尺寸极限偏差》16.80G15755《GB/T15755-1995 圆锥过盈配合的计算和选用》14.40G16743《GB/T16743-1997 冲裁间隙》7.20G17864《GB/T17864-1999 关键尺寸(CD)计量方法》9.60G18776《GB/T18776-2002 公差尺寸英寸和毫米的互换算》12.00G19763《GB/T 19763-2005 优先数和优先数系的应用指南》9.60G19764《GB/T 19764-2005 优先数和优先数化整值系列的选用指南》12.00G20911《GB/T 20911-2007 锻造用半成品尺寸、形状和质量公差》12.00G21299《GB/T 21299-2007 玻璃容器公差》12.00G24636.1《GB/Z 24636.1-2009 产品几何技术规范(GPS) 统计公差:术语、定义和基本概念》21.60G24636.2《GB/Z 24636.2-2009 产品几何技术规范(GPS) 统计公差:统计公差值及其图样标注》19.20G24636.3《GB/Z 24636.3-2009 产品几何技术规范(GPS) 统计公差:零件批(过程)的统计质量指标》36.00G24636.4《GB/Z 24636.4-2009 产品几何技术规范(GPS) 统计公差:基于给定置信水平的统计公差设计》25.20GJ11《GJB/Z11-1990 尺寸链计算导则》36.00GJ20《GJB/Z20-1991 尺寸链计算书》18.00GJ3756《GJB3756-1999 测量不确定度的表示及评定》24.00H352《HB/Z352-2002 航空精密仪器仪表金属制件的尺寸稳定化处理》18.00H5800《HB5800-1999 一般公差》18.00H6103《HB 6103-2004 铸件尺寸公差和机械加工余量》12.00HB6220《HB 6220-1989 公、英制尺寸的相互换算》14.40H7388《HB7388-1996 锻件和铸件尺寸控制》12.00H7741《HB 7741-2004 复合材料件一般公差》9.60H7748《HB 7748-2004 尺寸公差、形位公差和表面粗糙度的相互关系及其选用要求》26.40 H8233《HB 8233-2002 橡胶零件的尺寸极限偏差和表面粗糙度的要求》12.00WJ2212《WJ2212-1994 枪械公差与配合》18.00WJ2556《WJ 2556-2000 兵器产品用三棱形孔、轴》9.60QC266《QC/T266-1999 汽车零件未注公差尺寸的极限偏差一般要求》12.00QC267《QC/T267-1999 汽车切削加工零件未注公差尺寸的极限偏差》12.00QC268《QC/T268-1999 汽车冷冲压加工零件未注公差尺寸的极限偏差》12.00QC269《QC/T269-1999 汽车铸造零件未注公差尺寸的极限偏差》12.00QC270《QC/T270-1999 汽车钢模锻造零件未注公差尺寸的极限偏差》12.00CB829《CB 829-1998 水中兵器产品未注公差的规定》12.00J6753《JB/T6753.1~5-1993 电工设备的设备构体公差》12.00J7557《JB/T7557-1994 同轴度误差检测》21.60J9146《JB/T9146-1999 矩形花键加工余量及公差》6.00J9184《JB/T9184-1999 统计尺寸公差》24.00J10478《JB/T10478-2004 热轧环形件机械加工余量及公差》12.00J10744《JB/T10744-2007 涂附磨具产品非标准尺寸公差换算》12.00SJ10628《SJ/T10628-1995 塑料件尺寸公差》6.00SJ20810《SJ20810-2002 印制板尺寸与公差》24.00YC235.5《YC/T 235.5-2007 一般公差第5部分:由塑料半成品加工制成的塑料件》12.00 JJ1059《JJF1059-1999 测量不确定评定与表示》24.00B4.3《ASME B4.3-1978(R1999)米制尺寸产品通用公差》(中文版) 24.002.形状和位置公差标准G157《GB/T157-2001 产品几何量技术规范(GPS):圆锥的锥度与锥角系列》12.00G1182《GB/T 1182-2008 产品几何技术规范(GPS)几何公差形状、方向、位置和跳动公差标注》43.20G1184《GB/T 1184-1996 形状和位置公差未注公差值》25.20G1958《GB/T1958-2004 产品几何量技术规范(GPS):形状和位置公差检测规定》62.40G4096《GB/T4096-2001 产品几何量技术规范(GPS):棱体的角度与斜度系列》12.00G4249《GB/T 4249-2009 产品几何技术规范(GPS) 公差原则》19.20G4380《GB/T4380-2004 圆度误差的评定两点、三点法》14.40G6062《GB/T6062-2001 产品几何量技术规范:接触(触针)式仪器的标称特性》14.40G7234《GB/T7234-2004 产品几何量技术规范(GPS) 圆度测量术语、定义及参数》12.00G7235《GB/T7235-2004 产品几何量技术规范(GPS)评定圆度误差的方法:半径变化量测量》16.80G10610《GB/T10610-1998 轮廓法测定表面结构的规则和方法》12.00G11336《GB/T11336-2004 直线度误差检测》30.00G11337《GB/T11337-2004 平面度误差检测》36.00G13319《GB/T13319-2003 产品几何量技术规范(GPS):几何公差位置度公差注法》14.40G16671《GB/T 16671-2009 产品几何技术规范(GPS) 几何公差最大实体要求、最小实体要求和可逆要求》39.60G16857.1《GB/T16857.1-2002 产品几何量技术规范(GPS):坐标测量机的验收检测词汇》19.20 G16857.2《GB/T 16857.2-2006 产品几何技术规范(GPS):用于测量尺寸的坐标测量机》12.00 G16857.3《GB/T 16857.3-2009 产品几何技术规范(GPS):配置转台的轴线为第四轴的坐标测量机》21.60G16857.4《GB/T16857.4-2003 产品几何量技术规范(GPS):在扫描模式下使用的坐标测量机》12.00G16857.5《GB/T16857.5-2004 产品几何量技术规范(GPS):使用多探针探测系统的坐标测量机》14.40G16857.6《GB/T 16857.6-2006 产品几何技术规范(GPS):计算高斯拟合要素的误差的评定》15.60G16892《GB/T16892-1997 形状和位置公差:非刚性零件注法》7.20G17773《GB/T17773-1999 形状和位置公差:延伸公差带及其表示法》7.20G17851《GB/T17851-1999 形状和位置公差:基准和基准体系》12.00G17852《GB/T17852-1999 形状和位置公差:轮廓的尺寸和公差注法》7.20G18778.1《GB/T18778.1-2002 产品几何量技术规范(GPS):滤波测量条件》12.00G18778.2《GB/T18778.2-2003 产品几何量技术规范(GPS):用线性化的支承率曲线表征高度特性》12.00G18778.3《GB/T 18778.3-2006 产品几何技术规范(GPS):用概率支承率曲线表征高度特性》15.60G18779.1《GB/T18779.1-2002 产品几何量技术规范(GPS):按规范检验合格或不合格的判定规则》12.00G18779.2《GB/T18779.2-2004 产品几何量技术规范(GPS):测量设备校准和产品检验中GPS 测量的不确定度评定指南》26.40G18779.3《GB/T 18779.3-2009 产品几何技术规范(GPS) 工件与测量设备的测量检验:关于对测量不确定度的表述达成共识的指南》21.60G18780.1《GB/T18780.1-2002 产品几何量技术规范(GPS)几何要素:基本术语和定义》12.00 G18780.2《GB/T18780.2-2003 产品几何量技术规范(GPS):圆柱面和圆锥面的提取要素的局部尺寸》12.00G19765《GB/T 19765-2005 产品几何量技术规范(GPS):产品几何量技术规范和检验的标准参考温度》9.60G19804《GB/T 19804-2005 焊接结构的一般尺寸公差和形位公差》12.00G20308《GB/Z 20308-2006 产品几何技术规范(GPS) 总体规划》14.40G24630.1《GB/T 24630.1-2009 产品几何技术规范(GPS) 平面度第1部分:词汇和参数》21.60 G24630.2《GB/T 24630.2-2009 产品几何技术规范(GPS) 平面度第2部分:规范操作集》21.60 G24631.1《GB/T 24631.1-2009 产品几何技术规范(GPS) 直线度第1部分:词汇和参数》21.60 G24631.2《GB/T 24631.2-2009 产品几何技术规范(GPS) 直线度第2部分:规范操作集》19.20 G24632.1《GB/T 24632.1-2009 产品几何技术规范(GPS) 圆度第1部分:词汇和参数》21.60 G24632.2《GB/T 24632.2-2009 产品几何技术规范(GPS) 圆度第2部分:规范操作集》19.20 G24633.1《GB/T 24633.1-2009 产品几何技术规范(GPS) 圆柱度第1部分:词汇和参数》25.20 G24633.2《GB/T 24633.2-2009 产品几何技术规范(GPS) 圆柱度第2部分:规范操作集》21.60 G24634《GB/T 24634-2009 产品几何技术规范(GPS) GPS 测量设备通用概念和要求》39.60 G24635.3《GB/T 24635.3-2009 产品几何技术规范(GPS) 坐标测量机(CMM) 确定测量不确定度的技术第3部分:应用已校准工件或标准》25.20G24637.1《GB/Z 24637.1-2009 产品几何技术规范(GPS) 通用概念:几何规范和验证的模式》46.80G24637.2《GB/Z 24637.2-2009 产品几何技术规范(GPS) 通用概念:基本原则、规范、操作集和不确定度》25.20G24638《GB/Z 24638-2009 产品几何技术规范(GPS) 线性和角度尺寸与公差标注+/-极限规范》21.60G24734.1《GB/T 24734.1-2009 技术产品文件数字化产品定义数据通则:术语和定义》19.20 G24734.2《GB/T 24734.2-2009 技术产品文件数字化产品定义数据通则:数据集识别与控制》16.80G24734.3《GB/T 24734.3-2009 技术产品文件数字化产品定义数据通则:数据集要求》21.60 G24734.4《GB/T 24734.4-2009 技术产品文件数字化产品定义数据通则:设计模型要求》16.80G24734.5《GB/T 24734.5-2009 技术产品文件数字化产品定义数据通则:产品定义数据通用要求》36.00G24734.6《GB/T 24734.6-2009 技术产品文件数字化产品定义数据通则:几何建模特征规范》25.20G24734.7《GB/T 24734.7-2009 技术产品文件数字化产品定义数据通则:注释要求》16.80 G24734.8《GB/T 24734.8-2009 技术产品文件数字化产品定义数据通则:模型数值与尺寸要求》21.60G24734.9《GB/T 24734.9-2009 技术产品文件数字化产品定义数据通则:基准的应用》21.60 G24734.10《GB/T 24734.10-2009 技术产品文件数字化产品定义数据通则:几何公差的应用》43.20G24734.11《GB/T 24734.11-2009 技术产品文件数字化产品定义数据通则:模型几何细节层级》19.20H7779《HB7779-2005 形状和位置公差检测方法的一般要求》9.60QJ3002《QJ 3002-1998 大尺寸圆周分布孔位置度的测量方法》18.00QC714《QC/T714-2004 汽车车身覆盖件未注形状与位置公差值》12.003.表面粗糙度标准G131《GB/T 131-2006 产品几何技术规范(GPS) 技术产品文件中表面结构的表示法》21.60 G1031《GB/T 1031-2009 产品几何技术规范(GPS)表面结构轮廓法表面粗糙度参数及其数值》19.20G3505《GB/T 3505-2009 产品几何技术规范(GPS) 表面结构轮廓法术语、定义及表面结构参数》25.20G6060.1《GB/T6060.1-1997 表面粗糙度比较样块:铸造表面》7.20G6060.2《GB/T 6060.2-2006 表面粗糙度比较样块磨、车、镗、铣、插及刨加工表面》12.00 G6060.3《GB/T 6060.3-2008 表面粗糙度比较样块:电火花、抛(喷)丸、喷砂、研磨、锉、抛光加工表面》16.80G6062《GB/T 6062-2009 产品几何技术规范(GPS) 表面结构轮廓法接触(触针)式仪器的标称特性》25.20G7220《GB/T7220-2005 产品几何量技术规范(GPS) 表面结构轮廓法表面粗糙度术语参数测量》9.60G10610《GB/T 10610-2009 产品几何技术规范(GPS) 表面结构轮廓法评定表面结构的规则和方法》19.20G12472《GB/T12472-2003 产品几何量技术规范(GPS):表面结构轮廓法木制件表面粗糙度》12.00G14234《GB/T14234-1993 塑料件表面粗糙度》7.20G14495《GB/T 14495-2009 产品几何技术规范(GPS)表面结构轮廓法木制件表面粗糙度比较样块》19.20G15757《GB/T15757-2002 产品几何量技术规范:表面缺陷术语定义及参数》15.60G16747《GB/T 16747-2009 产品几何技术规范(GPS)表面结构轮廓法表面波纹度词汇》21.60G18618《GB/T 18618-2009 产品几何技术规范(GPS)表面结构轮廓法图形参数》25.20 G18777《GB/T 18777-2009 产品几何技术规范(GPS)表面结构轮廓法相位修正滤波器的计量特性》19.20G19067.1《GB/T19067.1-2003 产品几何量技术规范(GPS):表面结构轮廓法实物测量标准》14.40G19067.2《GB/T 19067.2-2004 产品几何量技术规范(GPS):表面结构轮廓法测量标准》14.40 G19600《GB/T 19600-2004 产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的校准》15.60H7786《HB7786-2005 零件化学铣切精度和表面粗糙度的一般要求》9.60J9924《JB/T9924-1999 磨削表面波纹度》12.00JJ1105《JJF1105-2003 触针式表面粗糙度测量仪校准规范》19.20B46.1《ASME B46.1-2002 表面结构特征(表面粗糙度、波浪度及形态)》(中文版)100.004.量和单位标准GBZ183《GBZ/T 183-2006 电离辐射与防护常用量和单位》19.20G3100《GB3100-1993 国际单位制及其应用》20.40G3101《GB3101-1993 有关量、单位和符号的一般原则》16.80G3102.1《GB3102.1-1993 空间和时间的量和单位》14.40G3102.2《GB3102.2-1993 周期及其有关现象的量和单位》12.00G3102.3《GB3102.3-1993 力学的量和单位》16.80G3102.4《GB3102.4-1993 热学的量和单位》16.80G3102.5《GB3102.5-1993 电学和磁学的量和单位》20.40G3102.6《GB3102.6-1993 光及有关电磁辐射的量和单位》19.20G3102.7《GB3102.7-1993 声学的量和单位》18.00G3102.8《GB3102.8-1993 物理化学和分子物理学的量和单位》20.40G3102.9《GB3102.9-1993 原子物理学和核物理学的量和单位》18.00G3102.10《GB3102.10-1993 核反应和电离辐射的量和单位》20.40G3102.11《GB3102.11-1993 物理科学和技术中使用的数学符号》19.20G3102.12《GB3102.12-1993 特征数》12.00G3102.13《GB3102.13-1993 固体物理学的量和单位》16.805.技术文件标准G5094.1《GB/T5094.1-2002 工业系统、装置与设备结构原则与参照代号:基本规则》30.00 G5094.2《GB/T5094.2-2003 工业系统、装置与设备结构原则与参照代号:项目的分类与分类码》15.60G5094.3《GB/T 5094.3-2005 工业系统、装置与设备以及工业产品结构原则与参照代号:应用指南》21.60G5094.4《GB/T5094.4-2005 工业系统、装置与设备以及工业产品--结构原则与参照代号:概念的说明》15.60G5703《GB/T5703-1999 用于技术设计的人体测量基础项目》21.60G5704《GB/T 5704-2008 人体测量仪器》19.20G7947《GB/T7947-1997 导体的颜色或数字标识》9.60G9969《GB/T 9969-2008 工业产品使用说明书总则》16.80G10853《GB/T 10853-2008 机构与机器科学词汇》64.80G12707《GB/T12707-1991 工业产品质量分等导则》7.20G13306《GB/T13306-1991 标牌》14.40G13400.2《GB/T 13400.2-2009 网络计划技术第2部分:网络图画法的一般规定》21.60 G13400.3《GB/T 13400.3-2009 网络计划技术第3部分:在项目管理中应用的一般程序》21.60G14237《GB/T14237-1993 工业产品保证文件:生产者就其出口产品合格的声明》7.20G14436《GB/T14436-1993 工业产品保证文件:总则》7.20G15241.2《GB/T15241.2-1999 与心理负荷相关的工效学原则:设计原则》12.00G16251《GB/T 16251-2008 工作系统设计的人类工效学原则》19.20G16511《GB/T16511-1996 电气和电子测量设备随机文件》12.00G16784《GB/T 16784-2008 工业产品售后服务总则》12.00G16784.2《GB/T16784.2-1998 工业产品售后服务:维修》9.60G16948《GB/T16948-1997 技术产品文件词汇:投影法术语》14.40G16949《GB/T16949-1997 字体和符号模板基本要求、识别标记及槽宽尺寸》7.20G18048《GB/T 18048-2008 热环境人类工效学代谢率的测定》24.00G18725《GB/T 18725-2008 制造业信息化技术术语》48.00G18922《GB/T18922-2002 建筑颜色表示方法》14.40G18976《GB/T18976-2003 以人为中心的交互系统设计规程》18.00G18978.1《GB/T18978.1-2003 使用视觉显示终端办公的人类工效学要求:概述》15.60G18978.2《GB/T18978.2-2004 使用视觉显示终端(VDTs)办公的人类工效学要求:任务要求指南》9.60G18978.10《GB/T18978.10-2004 使用视觉显示终端(VDTs)办公的人类工效学要求:对话原则》12.00G18978.11《GB/T18978.11-2004 使用视觉显示终端(VTDs)办公的人类工效学要求:可用性指南》16.80G19045《GB/T19045-2003 明细表的编制》16.80G19097《GB/T19097-2003 技术产品文件生命周期模型及文档分配》14.40G19529《GB/T 19529-2004 技术信息与文件的构成》15.60G19547《GB/T 19547-2004 感官分析方法学量值估计法》16.80G19678《GB/T 19678-2005 说明书的编制构成、内容和表示方法》30.00G19679《GB/T 19679-2005 信息技术用于电工技术文件起草和信息交换的编码图形字符集》15.60G20523《GB/T 20523-2006 企业物流成本构成与计算》12.00G20527.1《GB/T 20527.1-2006 多媒体用户界面的软件人类工效学:设计原则和框架》19.20 G20527.3《GB/T 20527.3-2006 多媒体用户界面的软件人类工效学第3部分:媒体选择与组合》36.00G20528.1《GB/T 20528.1-2006 使用基于平板视觉显示器工作的人类工效学要求:概述》16.80 G20649《GB/Z 20649-2006 电子成像在WORM光盘上记录证据文件的电子记录系统的推荐管理方法》12.00G21051《GB/T 21051-2007 人-系统交互工效学支持以人为中心设计的可用性方法》33.60 G21273《GB/T 21273-2007 环境意识设计将环境因素引入电工产品的设计和开发》21.60 G22121《GB/T 22121-2008 装备制造业通用零部件数据字典元素注册规范》16.80G22187《GB/T 22187-2008 建立人体测量数据库的一般要求》21.60G22188.1《GB/T 22188.1-2008 控制中心的人类工效学设计第1部分:控制中心的设计原则》26.40G22900《GB/T 22900-2009 科学技术研究项目评价通则》16.80G23698《GB/T 23698-2009 三维扫描人体测量方法的一般要求》25.20G23699《GB/T 23699-2009 工业产品及设计中人体测量学特性测试的被试选用原则》21.60 G23700《GB/T 23700-2009 人-系统交互人类工效学以人为中心的生命周期过程描述》32.40 G23701《GB/T 23701-2009 人-系统交互人类工效学人-系统事宜的过程评估规范》82.80G23702.1《GB/T 23702.1-2009 人类工效学计算机人体模型和人体模板第1部分:一般要求》21.60G24256《GB/T 24256-2009 产品生态设计通则》21.60G24463.1《GB/T 24463.1-2009 交互式电子技术手册第1部分:互操作性体系结构》28.80 G24463.2《GB/T 24463.2-2009 交互式电子技术手册第2部分:用户界面与功能要求》32.40 G24463.3《GB/T 24463.3-2009 交互式电子技术手册第3部分:公共源数据库要求》142.60 G26099.1《GB/T 26099.1-2010 机械产品三维建模通用规则第1部分:通用要求》16.80G26099.2《GB/T 26099.2-2010 机械产品三维建模通用规则第2部分:零件建模》19.20G26099.3《GB/T 26099.3-2010 机械产品三维建模通用规则第3部分:装配建模》19.20G26099.4《GB/T 26099.4-2010 机械产品三维建模通用规则第4部分:模型投影工程图》16.80 G26100《GB/T 26100-2010 机械产品数字样机通用要求》21.60G26101《GB/T 26101-2010 机械产品虚拟装配通用技术要求》16.80G26102《GB/T 26102-2010 计算机辅助工艺设计导则》19.20GJ36A《GJB36A-2008 Z 飞行员人体模板设计和使用要求》12.00GJ131《GJB/Z 131-2002 Z 军事装备和设施的人机工程设计手册》138.00GJ150.1《GJB/Z 150.1-2007 Z 军用电子设备安全设计指南第1部分:电击防护》27.60GJ201《GJB/Z 201-2001 K 军事装备和设施的人机工程设计手册》138.00GJ215《GJB/Z215.1~3-2004 军工材料管理要求》18.00GJ726A《GJB726A-2004 产品标识和可追溯性要求》12.00GJ1310A《GJB 1310A-2004 设计评审》14.40GJ1362A《GJB1362A-2007 Z 军工产品定型程序和要求》18.00GJ2366《GJB2366-1995 试制过程的质量控制》7.20GJ2742《GJB2742-1996 工作说明编写要求》12.00GJ2830《GJB2830-1997 挠性和刚性印制板设计要求》30.00GJ2873《GJB2873-1997 军事装备和设施的人机工程设计准则》115.00GJ2993《GJB2993-1997 武器装备研制项目管理》9.60GJ3206《GJB3206-1998 技术状态管理》14.40GJ3268《GJB 3268-1998 舰船完工文件编制和提交规定》24.00GJ3273《GJB3273-1998 研制阶段技术审查》24.00GJ3540《GJB3540-1999 舰船设计阶段图样和技术文件成套性要求》36.00GJ3629《GJB3629-1999 军用通信装备使用手册编写规定》9.60GJ3649《GJB3649-1999 军品价格审查程序》42.00GJ3968《GJB 3968-2000 军用飞机用户技术资料通用要求》24.00GJ4057《GJB4057-2000 军用电子设备印制板电路板设计要求》48.00GJ4205《GJB 4205-2001 通用电子对抗装备设计定型文件编写规定》36.00GJ4346《GJB4346-2002 电子对抗装备维修技术资料编写导则》16.80GJ4951《GJB 4951-2003 军用通信装备维修手册编写规定》12.00GJ5159《GJB5159-2004 军工产品定型电子文件要求》9.60GJ5237《GJB5237-2004 图形用户接口设计要求》69.00GJ5432Z《GJB5432-2005 Z 装备用户技术资料规划与编制要求》16.80GJ5439K《GJB5439-2005 K 航空电子接口控制文件编制要求》16.80GJ5462Z《GJB5462-2005 Z 军用通信装备技术说明书编写规定》9.60GJ5463Z《GJB5463-2005 Z 军用通信装备随机文件配发和使用要求》12.00GJ5881K《GJB 5881-2006 K 技术文件版本标识及管理要求》9.60GJ5882K《GJB 5882-2006 K 产品技术文件分类与代码》9.60GJ5921K《GJB 5921-2007 飞机有寿件目录编制要求》9.60GJ5922K《GJB 5922-2007 飞机技术通报编制要求》15.60GJ5923K《GJB 5923-2007 飞机飞行手册编制要求》51.60GJ5967K《GJB 5967-2007 保障设备规划与研制要求》12.00GJ6067Z《GJB6067-2007 Z 军用地面雷达使用说明书编制要求》15.60GJ6177Z《GJB6177-2007 Z 军工产品定型部队试验试用大纲通用要求》18.00GJ6178Z《GJB6178-2007 Z 军工产品定型部队试验试用报告通用要求》15.60GJ6871Z《GJB6871-2009 Z UTM类产品测评方法》40.80HB0-83《HB0-83-2005 航空附件产品型号命名》16.80HB6-67《HB 6-67-2003 航空仪表产品商标》9.60HB6-68《HB 6-68-2003 航空仪表产品标牌》9.60HB212《HB/Z 212-1991 工作说明编写指南》12.00HB6121《HB 6121-1999 航空机载设备外贸履历本及产品合格证》18.00HB7128《HB7128-1994 多余物控制要求》7.20HB7271《HB7271-1996 电子设备中测试装置设计准则》9.60HB7291《HB7291-1996 预研质量管理要求》14.40HB7503《HB7503-1997 测试性预计程序》12.00HB7594《HB7594-1998 轻型燃气轮机成套设备设计图样和设计文件的编号》9.60 HB7749《HB 7749-2004 设计师系统文件管理通用要求》16.80HB7796《HB7796-2005 航空产品数据管理通用要求》14.40HB7797《HB7797-2005 航空产品工装文件分类与代码》12.00HB7798《HB7798-2005 飞机数字样机评审要求》12.00HB7805《HB 7805-2006 工程更改控制》15.60HB7807《HB 7807-2006 航空产品技术状态(构型)管理要求》24.00HB7815《HB 7815-2006 航空产品工艺文件分类与代码》9.60HB7833《HB7833-2008 数字化产品数据交换与传递要求》9.60HB9131《HB9131-2007 不合格品的文件要求》12.00HB9132《HB9132-2007 用于零件标记的DA TA MA TRIX码的质量要求》21.60 HB7836《HB7836-2008 航空工业电子公文文档一体化管理要求》15.60HB7837《HB7837-2008 航空产品数字化文件档案管理通用要求》15.60HB7838《HB7838-2008 数字化产品数据审批与发放要求》9.60HB9102《HB9102-2008 航空产品首件检验要求》15.60HBJB58A《HBJB 58A-2001 海军装备研制、生产、使用可靠性信息表格》30.00WJ3(合)《WJ3~10-1995 产品设计文件管理制度》173.00内含以下标准:WJ3-1995 产品设计文件管理制度产品图样的基本要求WJ4-1995 产品设计文件管理制度产品设计文件的编号方法WJ5-1995 产品设计文件管理制度产品设计文件的完整性WJ6-1995 产品设计文件管理制度产品设计文件的格式及其填写方法WJ7-1995 产品设计文件管理制度产品设计文件的更改方法WJ8-1995 产品设计文件管理制度产品借用件图样的管理规定WJ9-1995 产品设计文件管理制度术语WJ10-1995 产品设计文件管理制度文字和表格内容设计文件的编写规定WJ258《WJ258-2005 标牌规范》12.00WJ430《WJ/Z430-2005 产品协同设计工作环境构建指南》14.40WJ2533《WJ2533-1999 兵器工业文书档案的建档要求》46.00WJ2557《WJ 2557-2000 产品设计文件分类编号方法》18.00WJ2671《WJ 2671-2005 枪械产品使用维护说明书编写规则》12.00WJ2676《WJ 2676-2005 兵器产品零件分类与代码枪械》36.00WJ2677《WJ 2677-2005 兵器产品零件分类与代码小口径火炮》14.40QJ13A《QJ 13A-1997 设计文件的分类编号》207.00QJ1010A《QJ 1010A-1995 任务书的编制与管理》14.40QJ1334《QJ 1334-1988 压力容器设计文件编制规定》24.00QJ2311《QJ 2311-1992 设备技术等级划分标准》138.00QJ2878《QJ2878-1997 科技文件与科技档案管理数据制备规则》24.00QJ3069《QJ3069-1998 产品出厂编号的编制规定》7.20QJ3132《QJ 3132-2001 航天产品设计文件编写指南》85.00QJ3133《QJ 3133-2001 航天产品项目阶段划分和策划》20.40QJ3187《QJ 3187-2003 航天产品保证大纲编写指南》21.60QJ3200《QJ 3200-2004 航天产品设计文件标准化审查规定》13.20QJ3230《QJ 3230-2005 产品特性分类分析报告编写规定》14.40QJ3262《QJ 3262-2005 高可靠性实时嵌入式软件设计指南》27.60QJ3298《QJ3298-2008 航天产品数字化设计文件签署规定》14.40CB743《CB/T 743-2004 船舶设计常用文字符号》30.00J5055《JB/T5055-2001 机械工业产品设计和开发基本程序》14.40J5056.1《JB/T 5056.1-2006 网络计划技术术语图形符号》12.00J5056.2《JB/T 5056.2-2006 网络计划技术网络图的绘制规程》18.00J5059《JB/T 5059-2006 特殊工序质量控制导则》14.40J5062《JB/T 5062-2006 信息显示装置人机工程一般要求》14.40J5995《JB/T5995-1992 机电产品使用说明书编写规定》6.00J6843《JB/T 6843-1993 仪器仪表可靠性设计程序和要求》12.00J6980《JB/T 6980.1~2-1993 塑料薄膜和纸压敏粘贴标牌》14.40J7517《JB/T7517-1994 机械产品可靠性设计评审》12.00J7540《JB/T7540-1994 机械设备成套项目质量管理导则》18.00J7559《JB/T7559-1994 机械产品可靠性研制试验通则》18.00J8422《JB/T8422-1996 机械工业制造业MRPⅡ系统结构》18.00J8823《JB/T8823-1998 机械工业企业计算机辅助管理信息分类编码导则》12.00 DL1108《DL/T 1108-2009 电力工程项目编号及产品文件管理规定》14.40DL5229《DL/T 5229-2005 电力工程竣工图文件编制规定》18.00TB1120《TB/T1120-2000 通信信号产品图样及技术文件的编号原则》21.60SY0009《SY/T0009-2004 石油地面工程设计文件编制规程》92.00SY6705《SY/T 6705-2007 石油工业数据元设计原则》19.20SJ207.1《SJ/T207.1~3-1999 设计文件的分类、格式、文字内容和表格形式》114.00 SJ207.4《SJ/T207.4-1999 设计文件管理制度:设计文件的编号》117.60SJ207.5《SJ/T207.5-1999 设计文件管理制度:设计文件的更改》30.00SJ207.6《SJ/T207.6-2001 设计文件管理制度:项目代号》18.00SJ207.7《SJ/T207.7-2001 设计文件管理制度:电气简图的编制》92.00SJ207.8《SJ/T207.8-2001 设计文件管理制度:图样编制》36.00SJ211《SJ/T211.1~4-1996 电子工业专用设备设计文件》18.00SJ211.5《SJ/T211.5-1997 电子工业专用设备设计文件:编号方法》48.00SJ211.6《SJ/T211.6-1999 电子工业专用设备设计文件:设计文件的更改》7.20SJ10151《SJ/T10151-1991 电子产品设计文件的标准化检查》12.00SJ10466.14《SJ/T10466.14-1994 设计质量控制指南》9.60SJ10526《SJ/T10526-1994 电视广播接收机设计文件的计算机编制规范》36.00SJ10629《SJ/T10629.1~6-1995 计算机辅助设计设计文件管理制度》14.40SJ10630《SJ/T10630-1995 电子元器件制造防静电技术要求》9.60SJ10695《SJ/T10695-1996 专用工艺装备设计文件编制方法》7.20SJ10718《SJ/T10718-1996 电子元器件设计文件编制示例》94.00SJ10719《SJ/T10719-1996 电子设备设计文件编制示例》149.50SJ11144《SJ/T11144-1997 电子产品分类与代码》138.00SJ11156《SJ/T11156-1995 计算机辅助设计:设计文件档案管理制度》9.60SJ11362《SJ/Z 11362-2006 企业信息化技术规范制造执行系统(MES)规范》69.00 SJ20439《SJ20439-1994 印制板组装设计要求》14.40SJ20609《SJ20609-1996 电子设计交换格式》173.00SJ20612《SJ20612-1996 微波电路参数文字符号》9.60SJ20710《SJ/T20710-1998 军用表面组装电路设计指南》31.20SJ20778《SJ/T20778-2000 软件开发与文档编制》103.50SJ20812《SJ20812-2002 军用电子设备三防设计的管理规定》12.00HBG20668《HBG/T20668-2000 化工设备设计文件编制规定》172.50HBG20688《HBG/T20688-2000 化工工厂初步设计文件内容深度规定》80.50HBG20692《HBG/T20692-2000 化工企业热工设计施工图内容深度统一规定》149.50 DZ0163《DZ/T 0163-1995 地质仪器产品设计文件分类编号方法》138.00HBG20505(合)《HBG20505、20507~20508-2000 化工自控设计规定(1)》92.00HBG/T 20505-2000 过程测量与控制仪表的功能标志及图形符号(附条文说明)HBG/T 20507-2000 自动化仪表选型设计规定(附条文说明)HBG/T 20508-2000 控制室设计规定(附条文说明)HBG20509《HBG20509~20515-2000 化工自控设计规定(2)》92.00HBG/T 20509-2000 仪表供电设计规定(附条文说明)HBG/T 20510-2000 仪表供气设计规定(附条文说明)HBG/T 20511-2000 信号报警、安全连锁系统设计规定(附条文说明)HBG/T 20512-2000 仪表配管配线设计规定(附条文说明)HBG/T 20513-2000 仪表系统接地设计规定(附条文说明)HBG/T 20514-2000 仪表及管线伴热和绝热保温设计规定(附条文说明)HBG/T 20515-2000 仪表隔离和吹洗设计规定(附条文说明)HBG20516《HBG20516、20699~20700-2000 化工自控设计规定(3)》92.00HBG/T 20516-2000 自动分析器室设计规定(附条文说明)HBG/T20699-2000 自控设计常用名词术语HBG/T20700-2000 可编程控制器系统工程设计规定HBG20519《HBG20519.1~40 -1992 化工工艺设计施工图内容和深度统一规定》285.00 HBG/T 20519.1-1992 化工工艺设计施工图内容HBG/T 20519.2-1992 图纸目录HBG/T 20519.3-1992 设计说明(包括工艺、管道、隔热、隔声及防腐设计说明)HBG/T 20519.4-1992 首页图HBG/T 20519.5-1992 管道及仪表流程图HBG/T 20519.6-1992 分区索引图HBG/T 20519.7-1992 设备布置图HBG/T 20519.8-1992 设备一览表HBG/T 20519.9-1992 设备安装图HBG/T 20519.10-1992 设备地脚螺栓表HBG/T 20519.11-1992 管道布置图HBG/T 20519.12-1992 软管站布置图HBG/T 20519.13-1992 管道轴测图HBG/T 20519.14-1992 管道轴测图索引和管段表索引HBG/T 20519.15-1992 管段表及管道特性表HBG/T 20519.16-1992 特殊管架图HBG/T 20519.17-1992 管架图索引HBG/T 20519.18-1992 管架表HBG/T 20519.19-1992 弹簧汇总表HBG/T 20519.20-1992 特殊管件图HBG/T 20519.21-1992 特殊阀门和管道附件表HBG/T 20519.22-1992 隔热材料表HBG/T 20519.23-1992 防腐材料表HBG/T 20519.24-1992 伴热管图和伴热管表HBG/T 20519.25-1992 综合材料表HBG/T 20519.26-1992 设备管口方位图HBG/T 20519.27-1992 管道常用的缩写词HBG/T 20519.28-1992 流程图;设备、管道布置图;管道轴测图;管件图;设备安装图的图线宽度及字体规定HBG/T 20519.29-1992 管架编号和管道布置图中管架的表示法HBG/T 20519.30-1992 隔热及隔声代号HBG/T 20519.31-1992 管道及仪表流程图中设备、机器图例HBG/T 20519.32-1992 管道及仪表流程图中管道、管件、阀门及管道附件图例HBG/T 20519.33-1992 管道布置图和轴测图上管子、管件、阀门及管道特殊件图例HBG/T 20519.34-1992 设备、管道布置图上用的图例HBG/T 20519.35-1992 设备名称和位号HBG/T 20519.36-1992 物料代号HBG/T 20519.37-1992 管道的标注HBG/T 20519.38-1992 管道等级号及管道材料等级表HBG/T 20519.39-1992 垫片代号HBG/T 20519.40-1992 垫片密封代号HBG20546《HBG20546.1~5-1992 化工装置设备布置设计规范》250.00HBG 20546.1-1992 化工装置设备布置设计内容和深度规定HBG 20546.2-1992 化工装置设备布置设计工程规定HBG 20546.3-1992 化工装置设备布置专业技术管理规定HBG 20546.4-1992 化工装置设备布置专业提出的设计条件HBG 20546.5-1992 化工装置设备布置设计技术规定HBG20549《HBG20549.1~5-1998 化工装置管道布置设计规定》276.00HBG/T20549.1-1998 化工装置管道布置设计内容和深度规定HBG/T20549.2-1998 化工装置管道布置设计工程规定HBG/T20549.3-1998 化工装置管道布置专业技术管理规定HBG/T20549.4-1998 化工装置管道布置专业提出的设计条件HBG/T20549.5-1998 化工装置管道布置设计技术规定HBG20557(合)《HBG20557~20559-1993 化工装置工艺系统工程设计规定》(上下)690.00 上卷内含以下标准:HBG 20557.1-1993 工艺系统专业的职责范围与工程设计阶段的任务。


机械工程CAD制图规则在机械工程领域,CAD(计算机辅助设计)制图是一项至关重要的工作。
准确、清晰、规范的 CAD 制图不仅能够有效地传达设计意图,还能提高生产效率,减少错误和误解。
为了确保 CAD 制图的质量和一致性,遵循一定的制图规则是必不可少的。
一、图纸幅面与格式首先,要根据实际需要选择合适的图纸幅面。
常见的图纸幅面有A0、A1、A2、A3、A4 等,其尺寸有着严格的标准规定。
在确定幅面后,还需注意图纸的格式,包括图框、标题栏等的布置。
图框应采用粗实线绘制,其周边尺寸应符合国家标准。
标题栏通常位于图纸的右下角,包含了图纸的名称、编号、比例、设计者等重要信息。
二、比例选择合适的比例对于清晰表达零件的形状和尺寸非常重要。
比例应根据零件的实际尺寸和图纸幅面来确定,确保图形在图纸上能够清晰显示且便于标注尺寸。
常用的比例有 1:1、1:2、1:5、1:10 等。
在同一张图纸中,各个视图应尽量采用相同的比例,若需要采用不同比例,则应在视图名称下方或旁边注明。
三、字体与字号在 CAD 制图中,字体的选择和使用也有明确规定。
一般应使用长仿宋体或宋体,字体的高度应根据图纸的幅面和内容的重要性来确定。
例如,标题栏中的字体高度通常比图形中的标注字体要大。
尺寸标注的数字一般采用阿拉伯数字,字体应整齐、清晰,避免潦草和模糊。
四、线条线条的类型和粗细在 CAD 制图中有着特定的含义。
粗实线用于表示可见轮廓线,细实线用于表示尺寸线、尺寸界线、剖面线等,虚线用于表示不可见轮廓线,点划线用于表示中心线、对称线等。
线条的粗细比例也应符合国家标准,以保证图形的清晰和易读性。
五、视图视图的选择和布置应能够完整、清晰地表达零件的结构和形状。
主视图应能够最清楚地反映零件的主要特征,其他视图则作为补充,以表达零件的各个方面。
在绘制视图时,应注意投影关系的准确性,避免出现视图表达不清或错误的情况。
六、尺寸标注尺寸标注是 CAD 制图中的关键部分,它直接关系到零件的加工和装配。
公差与配合(摘自GB1800~1804-79)1、基本偏差系列及配合种类2、标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 68911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630孔的极限差值(基本尺寸由大于10至315mm)μm公差带等级基本尺寸m m>0~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315D8+77+50+98+65+119+80+146+100+174+120+208+145+242+170+271+190 ▼9+93+50+117+65+142+80+174+100+207+120+245+145+285+170+320+190 10+120+50+149+65+180+80+220+100+260+120+305+145+355+170+400+190 11+160+50+195+65+240+80+290+100+340+120+395+145+460+170+510+190公差带级>0~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315E 6+43+32+53+40+66+50+79+60+94+72+110+85+129+100+142+110 7+50+32+61+40+75+50+90+60+107+72+125+85+146+100+162+110 8+59+32+73+40+89+50+106+60+126+72+148+85+172+100+191+110 9+75+32+92+40+112+50+134+60+159+72+185+85+215+100+240+110 10+102+32+124+40+150+50+180+60+212+72+245+85+285+100+320+110F6+27+16+33+20+41+25+49+30+58+36+68+43+79+50+88+56 7+34+16+41+20+50+25+60+30+71+36+83+43+96+50+108+56 ▼8+43+16+53+20+64+25+76+30+90+36+106+43+122+50+137+56 9+59+16+72+20+87+25+104+30+123+36+143+43+165+50+186+56H6+11+13+16+19+22+25+29+320 ▼7+18+21+25+30+35+40+46+520 ▼8+27+33+39+46+54+63+72+810 ▼9+43+52+62+74+87+100+115+130公差带级>0~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~31510+700 +84+100+120+140+160+185+210▼11+1100 +130+160+190+220+250+290+320K6+2-9+2-11+3-13+4-15+4-18+4-21+5-24+5-27 ▼7+6-12+6-15+7-18+9-21+10-25+12-28+13-33+16-36 8+8-19+10-23+12-27+14-32+16-38+20-43+22-50+25-56N6-9-20-11-28-12-24-14-33-16-38-20-45-22-51-25-57 ▼7-5-23-7-28-8-33-9-39-10-45-12-52-14-60-14-66 8-3-30-3-36-3-42-4-50-4-58-4-67-5-77-5-86P6-15-26-18-31-21-37-26-45-30-52-36-61-41-70-47-79 ▼7-11-29-14-35-17-42-21-51-24-59-28-68-33-79-36-88轴的极限偏差(基本尺寸由于大于10至315mm)公差带等基本尺寸m m级>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315d 6 -50-61 -65-78-80-96-100-119-120-142-145-170-170-199-190-2227 -50-68 -65-86-80-105-100-130-120-155-145-185-170-216-190-2428 -50-77 -65-98-80-119-100-146-120-174-145-208-170-242-190-271▼9 -50-93 -65-117-80-142-100-174-120-207-145-245-170-285-190-32010 -50-120 -65-149-80-180-100-220-120-260-145-305-170-355-190-400f ▼7 -16-34 -20-41-25-50-30-60-36-71-43-83-50-96-56-1088 -16-43 -20-53-25-64-30-76-36-90-43-106-50-122-56-1379 -16-59 -20-72-25-87-30-104-36-123-43-143-50-165-56-186g 5 -6-14 -7-16-9-20-10-23-12-27-14-32-15-35-17-40▼6 -6-17 -7-20-9-25-10-29-12-34-14-39-15-44-17-497 -6-24 -7-28-9-34-10-40-12-47-14-54-15-61-17-69h5—8—9—110—130—150—180—200—23▼6—11—13—160—190—220—250—290—32公差带级>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315▼7—18—21—25—30—35—40—460—528—27—33—39—46—54—63—72—81▼9—43—52—62—74—87—100—115—130K5+9+1 +11+2+13+2+15+2+18+3+21+3+24+4+27+4▼6+12+1 +15+2+18+2+21+2+25+3+28+3+33+3+36+47+19+1 +23+2+27+2+32+2+38+3+43+3+50+4+56+4M5+15+7 +17+8+20+9+24+11+28+13+33+15+37+17+43+206+18+7 +21+8+25+9+30+11+35+13+40+15+46+17+52+207+25+7 +29+8+34+9+41+11+48+13+55+15+63+17+72+20N5+20+12 +24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12 +28+15+33+17+39+20+45+23+52+27+60+31+66+347+30+12 +36+15+42+17+50+20+58+23+67+27+77+31+86+34p5+26+18 +31+22+37+26+45+32+52+37+61+43+70+50+79+56公差带级>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315▼6+29+18 +35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18 +43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
机械制图、公差配合、粗糙度规范总则:机械制图、公差配合、粗糙度总体上要符合《机械设计手册第三版》第2卷第2篇中的各项规定。
本规范仅规定出了其中的主要问题、常见问题,及PCCAD的设置和使用问题。
一、幅面设置在PCCAD中有图纸设置这一指令,在画图前,根据你所要画零部件的大小及复杂程度选择图幅大小及绘图比例。
图幅一定按国家标准规定使用A1、A2、A3、A4图幅。
最终的要求是:既不要太挤也不要太空,要做到图幅及绘图比例适当,图纸的布局合理,这样画出的图在整体上会给别人包括审图人一种比较舒服的感觉。
在一开始绘图时,可能不太好把握图纸图幅大小及比列,可以先整体绘制完后或大体的轮廓画出来后,再选择图幅及比例。
表1为常用图幅选择(表中为一般原则,具体视情况而可变动)【表1】二、视图表达视图主要为主视图、俯视图、左视图,即所说的三视图。
三视图在绘图时要求:长对正、高平齐、宽相等、对齐布置。
但并非所有的结构都必须用三视图表达(比如轴,用一个视图就可以表达清楚),同时视图中也不是所有的虚线都要画出,要灵活的应用其它的视图表达方法。
具体如下:2.1.向视图根据需要是可自由配置的视图,在相应视图的附近用箭头指明方向,并标注相同的字母,其相应的视图位置可根据图纸布局的需要来摆放。
其视图可以只画出你所需要表达的图形及位置关系,其他的可以不画。
2.2.局部视图(见附件MDE-92-5)1) 为了更清楚的表达所画零部件的结构或是尺寸,特别是在三视图中有些细节性的结构及尺寸不好表达,或是标注不开,在这种情况下使用局部视图。
2) 为了节省绘图时间或图幅,对称构件或零件的视图也可只画一半或四分之一。
2.3.剖视图(见附件MDE-92-5)为了清楚的表达物体的内部结构,位置关系以及相关尺寸,采用剖视图,在画剖面线时一定要疏密得当,尤其不要过密,比例选择一般与图幅比例相同。
2.3.1 按剖切面分:剖视图主要包括单一剖切面、几个平行的剖切面、旋转剖切面、几个相交的剖切面、复合剖(相交的剖切面与其他剖切面组合)。
1) 单一剖切面是向某一投影面剖切也可以是向不平行基本投影面得投影面剖切即斜剖切面。
既可以整体剖视,也可以局部剖视。
2) 几个平行的剖切面及旋转剖切面是在单一剖切面上无法完全表达出物体的内部结构,而采取的剖视方法。
2.3.2 按剖视的范围分:剖视图包括全剖视图、半剖视图和局部剖视图。
1) 全剖视图就是用剖切面完全的剖开物体所得得剖视图。
2) 半剖视图是当物体具有对称平面时,向垂直于对称平面的投影面上投射所得的图形,可以对称中心为界,一半画成剖视图,另一半画成视图。
3) 局部剖视图是用剖切面局部地剖开物体所得的剖视图。
[半剖视图] [局部剖视图]2.4 剖面图剖面图是为了更清楚地表达截面形状及尺寸,采取的绘图方法。
包括移出剖面图和重合剖面图。
[重合剖面图] [移出剖面图]2.5在绘图中如何应用各种视图?在绘图中要根据所绘图纸的情况来选择各种视图的应用,不一定三视图每个视图都画,也可以用向视图或剖视图灵活表达。
一般来说要表达内部结构时采用剖视图;在某个方向(除三视图)上有重要的结构和尺寸时采用向视图;在主视图或其它视图中某结构的位置及尺寸不太好标注(空间太小,或尺寸太多),可以使用局部视图单独表达。
三、尺寸标注3.1GB14691-93中规定汉字应使用长仿宋体,并采用国务院正式公布推行的简化字。
由于我部使用的是CAD二次开发软件—清华天河PCCAD,里面已经做了默认设置,为了统一标注规范,做以下要求:1) 尺寸标注文字采用TH_GBDIM形式,字体大小为3.5号字,箭头大小为2.5(其余按默认格式);2) 技术要求文字采用PC_TEXTSTYLE,标题采用7号字,正文采用5号字。
3) 对于序号的尺寸控制设置要求:h:1.4倍标注文字高;φ:2倍序号文字高l:2 倍序号文字宽(非默认值)H:2倍序号文字高4)表面粗糙度标注设置(默认值)符号高度H1:5;高度H2:11;文字高度H:3.5;类型:TH_GBDIM3.2尺寸标注3.2.1标注基准的选择1 基准是指零件在设计中或在加工及测量时,用以确定其位置的一些面、线或点。
由于用途不同,基准可以分为设计基准和工艺基准。
a)设计基准是在机器工作时确定零件位置的一些面、线或点。
如右图中的端面a和中心线b为设计基准。
b)工艺基准是在加工或测量时确定零件位置的一些面、线或点,细分为:工序基准、定位基准、测量基准、装配基准。
2 合理选择基准1) 相互关联的零件,在标注其相关尺寸时,应以同一个平面或直线(如接合面、对称中心面、轴线等)作为尺寸基准。
【不合理】【合理】2) 以加工面作为基准,但在同一方向内,同一加工面不能作为两个或两个以上非加工面的基准。
3)要求保证轴线之间的距离时,应以轴线为基准注出轴线之间的距离。
(4)要求对称的要素,应以对称中心平面(或中心线)为基准注出对称尺寸,对称度要求高时,应注出对称度公差。
3.2.2尺寸标注原则1 考虑设计要求1) 功能尺寸一定要直接标出来。
(功能尺寸:直接影响产品工作性能、精度及互换性的重要尺寸。
)2) 联系尺寸一定要相互联系起来。
(联系尺寸:表达各零件在装配图中相互联系的尺寸,一般分为轴向联系尺寸、径向联系尺寸和一般联系尺寸。
)3) 一定不能注成封闭尺寸链,有参考的尺寸可加括号注成参考尺寸。
2 考虑工艺要求1) 按加工顺序标注尺寸,如滚筒轴;2) 所标注尺寸便于测量,如右图;3) 考虑加工的可加工性;4) 尺寸尽量集中标注,如驱动装置架上同一平面上的孔,尽量在同一视图上标注完整;5) 标准尺寸符合对应的刀具,如中心孔75°、60°,螺纹孔内倒角120°;四、公差配合配合是指基本尺寸相同的、相互结合的孔和轴公差带之间的关系。
组成配合的孔与轴的公差位置不同,便形成不同的配合性质。
分为间隙配合、过渡配合和过盈配合。
1、配合制的选择配合制包括基孔制和基轴制,选用的原则是优先选用基孔制。
如果有标准件的使用,以标准件为基准选择配合制。
2、常用的公差配合键连接的联轴器内孔与轴的配合:H7/m6胀套结合处:轴h8、孔H8滚筒(轴承内圈旋转,外圈静止)轴承位:轴k6 孔G7托辊(轴承内圈静止,外圈旋转)轴承位:轴k7 孔M7因为轴的工艺性较好,因此一般轴比孔高一个公差等级。
五、粗糙度及形位公差1 粗糙度的标注方法(1)表面粗糙度符号、代号一般注在可见轮廓线、尺寸界线、引出线或它们的延长线上。
符号的尖端必须从材料外指向表面。
如图(2)当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种符号、代号在图样的右上角统一标注,并加注“其余”两字。
(3)零件上连续表面及重复要素(孔、槽、齿等)表面和用细实线连接的不连续的同一表面,其粗糙度符号、代号只标注一次,也就是说,在设计驱动架等底座时,同一高度上不连续的的加工板,要用细实线连起来,只标一个粗糙度,而不是每块板上都标。
(4)同一表面上具有不同的表面粗糙度要求时,用细实线画出其分界线,并注出相应的粗糙度代号和尺寸。
如右图:2 常用加工方法可得到的粗糙度等级气割:50钻:12.5 6.3铰:1.6车、铣、刨:12.5 6.3 3.2磨:1.6 0.8 0.43 形位公差标注1) 当被测要素是线或表面时,箭头应指在该要素的轮廓线或引线上,并明显地与尺寸线错开。
2) 当被测要素为轴心线、对称平面或球心时,指引箭头应当与尺寸线对齐。
3) 当被测要素为整体的轴心线或为所有要素的公共轴心线(或公共对称面)时,箭头可以直接指在轴心线(或公共对称面)上。
4) 基本要素的标注六、焊接图样标注焊接图样是焊接加工时要求的一种图样。
焊接图应将焊接件的结构和焊接有关的技术参数表示清楚。
国家标准中规定了焊缝的种类、画法、符号、尺寸标注方法以及焊缝标注方法。
(a)对接接头、焊缝(b)搭接接头、点焊缝(c)T形接头、角焊缝【常见的焊缝接头和焊缝形式】1) 焊缝的结构形式用焊缝代号来表示,焊缝代号主要由:基本符号、辅助符号、补充符号、指引线和焊缝尺寸等组成。
2) 常见焊缝的基本符号如表a 所示,它用来说明焊缝横截面的形状;辅助符号见表b 所示,它是表示焊缝表面形状的符号,如凸起或凹下等;补充符号见表7-3所示,它是用来表示焊缝的范围等特征的符号。
【表b 】表a 常用焊缝基本符号(2)、指引线采用细实线绘制,一般由带箭头的指引线(称为箭头线)和两条基准线(其中一条为实线,另一条为虚线,基准线一般与图纸标题栏的长边平行)必要时可以加上尾部(90°夹角的两条细实线),如图所示。
七. PCCAD的扩展功能及快捷键7.1 PCCAD与普通CAD相比有哪些比较方便的功能1) 图纸的自动生成,图纸比例的选择,2) 序号的标注及明细表自动生成和处理,明细表按下图规范填写;3) 形位公差标注、焊接符号的标注、粗糙度的标准以及其他的一些辅助标注;4) 参数化国际图库可以调用常用的的标准件、型材等7.2PCCAD常用快捷命令:研发部2009-7-12。