焊接培训资料
- 格式:docx
- 大小:37.34 KB
- 文档页数:3
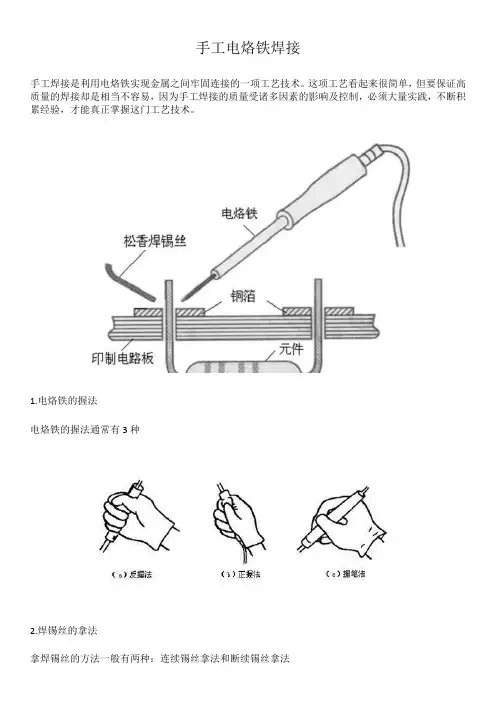
手工电烙铁焊接手工焊接是利用电烙铁实现金属之间牢固连接的一项工艺技术。
这项工艺看起来很简单,但要保证高质量的焊接却是相当不容易,因为手工焊接的质量受诸多因素的影响及控制,必须大量实践,不断积累经验,才能真正掌握这门工艺技术。
1.电烙铁的握法电烙铁的握法通常有3种2.焊锡丝的拿法拿焊锡丝的方法一般有两种:连续锡丝拿法和断续锡丝拿法3.焊接操作的注意事项1)由于焊丝成分中铅占一定比例,铅是对人体有害的重金属,因此操作时应戴手套或操作后洗手,避免食入。
2)焊剂加热时挥发出来的化学物质对人体是有害的,如果在操作时人的鼻子距离烙铁头太近,则很容易将有害气体吸入。
一般鼻子距烙铁的距离不小于30cm,通常以40cm为宜。
3)使用电烙铁要配置烙铁架,一般放置在工作台右前方,电烙铁用后一定要稳妥地放于烙铁架上,并注意导线等物不要碰烙铁头。
4.手工焊接的要求(1)焊接点要保证良好的导电性能虚焊是指焊料与被焊物表面没有形成合金结构,只是简单地依附在被焊金属的表面上(2)焊接点要有足够的机械强度为提高焊接强度,引线穿过焊盘后可进行相应的处理,一般采用3种方式(3)焊点表面要光滑、清洁为使焊点表面光滑、清洁、整齐,不但要有熟练的焊接技能,而且还要选择合适的焊料和焊剂。
焊点不光洁表现为焊点出现粗糙、拉尖、棱角等现象。
(4)焊点不能出现搭接、短路现象5.一般操作方法手工焊接五步操作法如图(1)准备工作首先把被焊件、锡丝和烙铁准备好,处于随时可焊的状态。
(2)加热被焊件把烙铁头放在接线端子和引线上进行加热。
(3)放上焊锡丝被焊件经加热达到一定温度后,立即将手中的锡丝触到被焊件上使之熔化。
(4)移开焊锡丝当锡丝熔化一定量后(焊料不能太多),迅速移开锡丝。
(5)移开电烙铁当焊料的扩散范围达到要求后移开电烙铁。
6.焊接的操作要领(1)焊前准备1)视被焊件的大小,准备好电烙铁、镊子、剪刀、斜口钳、尖嘴钳、焊剂等工具。
2)焊前要将元器件引线刮净,最好是先挂锡再焊。


1。
1 概述1.1 焊接方法的分类焊接是通过加热或加压,或两者并用,并且用或不用填充材料使焊件达到原子结合的一种加工方法.因此,焊接是一种重要的金属加工工艺,它能使分离的金属连接成不可拆卸的牢固整体.焊接方法可分为三大类:熔化焊、压力焊和钎焊.熔化焊是将焊接接头加热至熔化状态而不加压力的一类焊接方法。
其中电弧焊、气焊应用最为广泛。
压力焊是对焊件施加压力,加热或不加热的焊接方法。
其中电阻焊应用较多。
1.1.2 焊接的特点及应用当今世界已大量应用焊接方法制造各种金属构件。
焊接方法得到普遍的重视并获得迅速发展,它与机械连接法(如铆接、螺栓连接等)相比具有以下特点:⑴焊接质量好。
焊缝具有良好的力学性能,能耐高温、高压、低温,并具有良好的气密性、导电性、耐腐蚀性和耐磨性等;焊接结构刚性大,整体性好。
⑵焊接适用性强.可以较方便地将不同形状与厚度的型材相连接;可以制成双金属结构;可以实现铸、焊结合件,锻、焊结合件、冲压、焊结合件,以致实现铸、锻、焊结合件等;焊接工作场地不受限制,可在场内、外进行施工.⑶省工省料成本低、生产率高.采用焊接连接金属,一般比铆接节省金属材料10%~20%.焊接加工快、工时少、劳动条件较好,生产周期短,易于实现机械化和自动化生产.⑷焊接设备投资少.焊接生产不需要大型、贵重的设备,因此投产快,效率高,同时更换产品灵活方便,并能较快地组织不同批量、不同结构件的生产。
⑸焊接也存在一些问题,例如焊后零件不可拆,更换修理不方便;如果焊接工艺不当,焊接接头的组织和性能会变坏;焊后工件存在残余应力和变形,影响了产品质量和安全性;容易形成各种焊接缺陷,如应力集中,裂纹,引起脆断等。
但只要合理地选用材料、合理选择焊接工艺、精心操作,以及严格的科学管理,就可以将焊接问题及缺陷的严重程度和危害性降低到最低限度,保证焊件结构的质量和使用寿命。
1.1。
3 熔化焊的焊接接头在两焊件的连接处为焊接接头,简称接头,如图所示.被焊工件的材料称为母材料,或称基本金属。
主要内容第一部分:焊工资质 (2)第二部分:焊接材料 (16)第三部分:焊接知识 (22)第四部分:焊接缺陷 (29)第五部分:焊接工艺评定 (34)依据特种设备焊接操作人员考核细则 TSG Z6002-2010承压设备焊接工艺评定 NB/T47014-2011压力容器焊接规程 NBT47015-2011现场设备、工业管道焊接工程施工规范GB50236-2011石油化工有毒、可燃介质钢制管道工程施工及验收规范SH3501-2011石油化工铬钼耐热钢焊接规程 SH3520-2004石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程SH3525-2009非合金钢及细晶粒钢焊条 GB/T5117-2012热强钢焊条 GB/T5118-2012不锈钢焊条 GB/T983-2012焊接用不锈钢丝 YB/T5092-2005承压设备用焊接材料订货技术条件 NB/T47018-2011第一部分:焊工资质1.1、焊接哪些焊缝的焊工,应持有特种设备作业人员证?(焊工证)1.1.1、承压类设备的受压元件焊缝、与受压元件相焊的焊缝、受压元件母材表面堆焊;1.1.2、机电类设备的主要受力结构(部)件焊缝,与主要受力结构(部)件相焊的焊缝;1.1.3、融入前两项焊缝内的定位焊缝。
受压元件定义:承受压力载荷(包括内应力或外压)的容器零部件。
GBT26929-2011压力容器术语承压设备包括(锅炉、压力容器、压力管道)特种设备安全法、特种设备安全监察条例1.2、焊工资质主要因素1.2.1、焊接方法1.2.2、金属材料类别1.2.3、填充金属类别1.2.4、试件位置1.2.5、衬垫1.2.6、焊接工艺因素1.2.7、焊缝金属厚度1.2.8、管材外径1.3焊工资质覆盖规则1.3.1焊接方法:10种1.3.1.1变更焊接方法,焊工需重新考试1.3.1.2在同种焊接方法,手工焊焊工变更为焊机操作工,或反之需重新考试。
(二氧化碳手工焊与二氧化碳自动焊不能互相代替)1.3.1.3自动焊焊工变更为机动焊焊工。
焊接基础知识培训一、焊接的基本概念焊接是一种金属连接工艺,它通过加热金属材料并施加压力,使它们融化并在凝固后形成牢固的连接。
焊接可以分为多种类型,包括电弧焊、气体焊、激光焊等,每种类型都有其独特的特点和适用范围。
同时,焊接还可以根据焊接材料的不同分为同种金属焊接、异种金属焊接等。
二、常见的焊接方法1. 电弧焊:电弧焊是最常见的焊接方法之一,它利用电弧产生高温,使金属材料融化并连接在一起。
电弧焊可分为手工电弧焊、埋弧焊、氩弧焊等类型,可适用于不同类型的金属材料和厚度。
2. 气体焊:气体焊包括氧乙炔焊、煤气焊等,是利用燃料和氧气的燃烧产生高温,实现金属材料的融化和连接。
气体焊适用于较薄的金属材料,操作灵活、成本低。
3. 激光焊:激光焊利用激光的高能量进行加热,使金属材料迅速融化,并在凝固后形成连接。
激光焊适用于高精度的焊接要求,可对焊接区域进行精细控制。
三、焊接安全注意事项1. 佩戴防护设备:在进行焊接作业时,需要佩戴合适的防护眼镜、手套、头盔等,以保护自己免受火花、辐射等伤害。
2. 通风良好:焊接会产生大量的烟尘和气体,必须在通风良好的环境下进行,以避免有害气体对健康的影响。
3. 灭火设备齐全:焊接时发生火灾的风险较大,需要随时保持灭火器等灭火设备齐全,以应对突发情况。
4. 遵守操作规程:对于不同类型的焊接方法和设备,必须严格遵守操作规程和安全指引,以确保工作安全进行。
四、焊接技术的发展趋势随着工业技术的不断发展,焊接技术也在不断进步,主要体现在以下几个方面:1. 自动化:自动化焊接设备相对人工焊接有更高的效率和稳定性,未来焊接技术将更加趋向于自动化和智能化。
2. 材料创新:新型金属合金、复合材料等的出现,提出了对焊接技术的新要求,未来焊接将更多涉及高强度、高耐腐蚀性等材料的连接。
3. 节能环保:焊接过程中的能源消耗和环境污染一直是焦点,未来焊接技术将更加注重节能减排,环保可持续发展。
总之,焊接作为一项重要的金属加工技术,对于工业生产和制造具有重要意义。
电焊工培训讲义第一部分:电焊工基本知识1. 电焊的定义和分类电焊是一种利用电弧热能将金属焊件加热到熔化状态,使其融合成一个整体的焊接方法。
根据电焊所使用的电流类型,电焊可以分为直流电焊和交流电焊两种。
2. 电焊原理电焊利用电弧的高温热能将工件材料熔化,并在冷却后形成焊缝,实现金属件的连接。
电焊使用的电流、电压和焊接材料的选择都直接影响焊接质量和效果。
3. 电焊设备电焊设备包括焊接机、焊接枪、电焊接线、电焊钳等。
不同的焊接作业需要选择不同的电焊设备,并注意设备的维护和保养。
第二部分:电焊技术1. 电焊安全知识电焊过程中存在高温、高电压等危险,必须严格遵守安全操作规程,穿戴防护装备,确保工作环境通风良好,并注意防火防爆措施。
2. 电焊与金属材料不同的金属在焊接过程中有不同的特性和要求,包括熔点、导热性、热膨胀系数等。
熟悉不同金属材料的特性有助于选择合适的焊接方法和焊接材料。
3. 电弧熔化焊电弧熔化焊是一种利用电弧产生高温热能将工件熔化进行焊接的方法,包括手工电弧焊、直流焊、交流焊等。
4. 气体保护焊气体保护焊是一种利用惰性气体或活性气体对熔化金属进行保护,防止氧化、氢致脆等缺陷产生的方法。
常见的气体保护焊包括氩弧焊、氩气保护焊、氩弧氩气保护焊等。
5. 焊接变形与预热焊接过程中,由于金属的热胀冷缩和热变形等原因,会产生焊接变形。
为了减小焊接变形,可以采取预热、间隔焊、焊接顺序控制等措施。
第三部分:电焊质量检验1. 焊缝的形貌检查焊缝的外观检查包括焊缝形貌、焊渣、气孔、裂纹、夹渣等缺陷的检查,以及焊缝的表面质量和光洁度的评定。
2. 焊接强度检验焊接强度检验是指对焊接工件进行拉伸、弯曲、冲击等物理性能测试,以确保焊接工件的强度满足设计和规定的要求。
3. 焊接质量标准焊接质量标准包括焊接接头的几何尺寸、焊接工艺规程、焊工作业规范和验收标准等方面的规定,确保焊接工件的质量和安全性。
第四部分:电焊技能提升1. 火花焊接火花焊接是一种利用高温高压氧化性气体产生火花并溶化金属进行焊接的方法,常用于焊接轨道、管道等工件。
焊接安全技术-1机械设备检查篇一、一般规定1、现场使用的电焊机,应设有防雨、防潮、防哂、防砸的机棚,并应装设相应的消防器材。
2、焊接区域及焊渣飞溅范围内不得有易燃易爆物品。
3、电焊机导线应具有良好的绝缘,绝缘电阻不得小于0.5MQ,接地线接地电阻不得大于4Q;接线部分不得有腐蚀和受潮。
4、电焊钳应有良好的绝缘和隔热性能;电焊钳握柄绝缘应良好,握柄和导线连接应牢靠,接触应良好。
【这两条规定是为了防止触电。
电焊机如绕组受潮、绝缘损坏,电焊机外壳将会漏电;在外壳缺乏良好的保护接零时,人体碰及将会发生触电事故;因此,应检查其绝缘性能。
】5、电焊机的二次线应采用防水橡皮护套铜芯软电缆,电缆长度不宜大于30m,一次线长度不宜大于5m,电焊机必须设单独的电源开关和自动断电装置,应配装二次侧空载降压器。
两侧接线应压接牢固,必须安装可靠防护罩。
6、在载荷运行中,电焊机的温升值应在60°C~80°C范围内。
7、安全防护装置应齐全有效;漏电保护器参数应匹配,安装应正确,动作应灵敏可靠;接零应良好。
【交流电焊机除在开关箱内装设一次侧漏电保护器以外,还应在二次侧装设漏电保护器,是为了防止电焊机二次空载电压可能对人体构成的触电伤害;当前施工现场普遍使用JZ型弧焊机漏电保护器,它可以兼作一次和二次侧的漏电保护。
】8、各气体瓶压力表应在有效检定期内。
9、各类电焊机的整机应符合下列规定:①焊机内外应整洁,不应有明显锈蚀;②各部件连接螺栓应紧固牢靠,不应有缺损;③机架、机壳、盖罩不应有变形、开焊和开裂;④行走轮及牵引件应完整,行走轮润滑应良好;⑤焊接机械的零部件应完整,不应有缺损。
二、交流电焊机【BX一】1、接线装置应符合下列规定:①一次线和二次接线保护板应完好,接线柱表面应平整,不应有烧蚀和破裂;②接线柱的螺母、铜垫圈和母线应紧固,螺母不应有破损烧蚀和松动,接线柱防护罩应无破损;③接线保护应完好。
2、调节器及防振装置应符合下列规定:①调节丝杆及螺母应转动灵活,不应有弯曲和卡阻,紧固件不应松动;②防振弹簧弹力应良好有效;③手摇把不应松旷和丢失。
电焊⼯培训资料⼀、基本知识1.什么叫焊接?答:两种或两种以上材质(同种或异种),通过加热、加压或⼆者并⽤,来达到原⼦之间的结合⽽形成永久性连接的⼯艺过程叫焊接.2.什么叫母材?答:被焊接的⾦属---叫做母材。
3.什么叫熔滴?答:焊丝先端受热后熔化,并向熔池过渡的液态⾦属滴---叫做熔滴。
4.什么叫熔池?答:熔焊时焊件上所形成的具有⼀定⼏何形状的液态⾦属部分---叫做熔池。
5.什么叫保护⽓体?答:焊接中⽤于保护⾦属熔滴以及熔池免受外界有害⽓体(氢、氧、氮)侵⼊的 ?--保护⽓体。
6.什么叫焊接⼯艺?它有哪些内容?答:焊接过程中的⼀整套⼯艺程序及其技术规定。
内容包括:焊接⽅法、焊前准备加⼯、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接⼯艺参数以及焊后处理等。
7.什么叫CO2焊接?答:⽤纯度> 99.98% 的CO2做保护⽓体的熔化极⽓体保护焊—称为CO2焊。
8.为什么CO2焊⽐焊条电弧焊效率⾼?答:〈1〉CO2焊⽐焊条电弧焊熔化速度和熔化系数⾼1-3倍;〈2〉坡⼝截⾯⽐焊条减⼩50%,熔敷⾦属量减少1/2;〈3〉辅助时间是焊条电弧焊的50%。
三项合计:CO2焊的⼯效与焊条电弧焊相⽐提⾼倍数2.02--3.88倍9.为什么CO2焊⽐焊条电弧焊的综合成本低?答:〈1〉坡⼝截⾯积减少36-54%, 节省填充⾦属量;〈2〉降低耗电量65.4%;〈3〉设备台班费较焊条电弧焊降低67-80%,降低成本20-40%;〈4〉减少⼈⼯费、⼯时费,降低成本10-16%;〈5〉节省辅助⼯时、辅料消耗及矫正变形费⽤;综合五项,CO2焊能使焊接总成本降低 39.6-78.7%,平均降低59%。
10.为什么CO2焊接有飞溅?答:焊丝端部的熔滴与熔池短路接触(短路过渡),由于强烈过热和磁收缩的作⽤使熔滴爆断,产⽣飞溅。
CO2焊机的输出电抗器和波形控制可以将飞溅降低⾄最⼩程度。
⼆、焊接材料1.为什么对CO2⽓体纯度有技术要求?答:⼀般CO2⽓体是化⼯⽣产的副产品,纯度仅为99.6%左右,含有微量的杂质和⽔分,会给焊缝带来⽓孔等缺陷。
焊接培训资料
一、引言
焊接是一种常见的金属加工技术,被广泛应用于制造业和建筑行业。
正确的焊接技术和培训对于完成高品质的焊接工作至关重要。
本文将
提供一些焊接培训资料,包括焊接的基本知识、安全注意事项和实际
操作技巧。
二、焊接基础知识
1. 焊接的定义和分类
焊接是通过熔融金属来连接两个或更多金属工件的过程。
常见的焊
接方法包括电弧焊、氩弧焊和气焊等。
每种焊接方法都有其特定的适
用场景和操作要求。
2. 焊接设备与工具
焊接设备包括焊接机、电源和电弧剂等。
而焊接工具则包括焊钳、
焊刀和钢丝刷等。
熟悉并正确使用这些设备和工具对于进行有效的焊
接操作至关重要。
3. 焊接材料
焊接材料包括焊接金属、焊剂和填充材料等。
选择合适的焊接材料
对于确保焊接质量和连接强度至关重要。
三、焊接安全注意事项
1. 个人保护装备
焊接操作时需佩戴适当的个人保护装备,包括防护面具、防护手套和护目镜等。
这些装备可以有效保护身体免受热、光和飞溅的伤害。
2. 安全环境
焊接操作应在安全环境中进行。
确保工作场所通风良好,防止烟尘和有害气体积聚。
同时,清除工作区域内的杂物和易燃物,以减少火灾风险。
3. 焊接设备安全
在使用和维护焊接设备时,务必遵循正确的操作流程和安全规定。
确保设备的正常运行,并定期进行检查和维护,以减少设备故障和意外事故的发生。
四、焊接技巧和实际操作
1. 准备工作
在进行焊接操作之前,务必进行准备工作。
清洁和研磨工件表面,确保焊接表面光滑和无污染物。
此外,选取适当的焊接方法和焊接材料,并设置合适的焊接参数。
2. 焊接技巧
掌握正确的焊接技巧对于焊接质量至关重要。
保持焊接枪的稳定和平稳移动,保持适当的电弧长度,并控制电流和电压等参数,以确保焊缝的均匀和牢固。
3. 焊接缺陷和故障排除
在进行焊接操作时,可能会出现焊缝不牢固、气孔和裂纹等焊接缺陷。
需要熟悉这些缺陷的产生原因,并学会相应的故障排除方法,以提高焊接质量。
五、总结
本文介绍了焊接培训资料的一些内容,包括焊接基础知识、安全注意事项和实际操作技巧。
通过系统的培训和实践,可以提高焊接技术水平,确保焊接质量和工作安全。
如果你对焊接感兴趣或需要进一步的培训,请联系我们,我们将竭诚为您提供帮助。