焊缝结晶
- 格式:ppt
- 大小:1.05 MB
- 文档页数:33
焊接的六大缺陷及其产生原因、危害、预防措施一、外观缺陷外观缺陷(表面缺陷)是指不用借助于仪器,从工件表面可以发现的缺陷。
常见的外观缺陷有咬边、焊瘤、凹陷及焊接变形等,有时还有表面气孔和表面裂纹。
单面焊的根部未焊透等。
A、咬边是指沿着焊趾,在母材部份形成的凹陷或者沟槽,它是由于电弧将焊缝边缘的母材熔化后没有得到熔敷金属的充分补充所留下的缺口。
产生咬边的主要原因:是电弧热量太高,即电流太大,运条速度太小所造成的。
焊条与工件间角度不正确,摆动不合理,电弧过长,焊接次序不合理等都会造成咬边。
直流焊时电弧的磁偏吹也是产生咬边的一个原因。
某些焊接位置( 立、横、仰 )会加剧咬边。
咬边减小了母材的有效截面积,降低构造的承载能力,同时还会造成应力集中,发展为裂纹源。
咬边的预防:矫正操作姿式,选用合理的规范,采用良好的运条方式都会有利于消除咬边。
焊角焊缝时,用交流焊代替直流焊也能有效地防止咬边。
B、焊瘤焊缝中的液态金属流到加热缺陷未熔化的母材上或者从焊缝根部溢出,冷却后形成的未与母材熔合的金属瘤即为焊瘤。
焊接规范过强、焊条熔化过快、焊条质量欠佳(如偏芯),焊接电源特性不稳定及操作姿式不当等都容易带来焊瘤。
在横、立、仰位置更易形成焊瘤。
焊瘤常伴有未熔合、夹渣缺陷,易导致裂纹。
同时,焊瘤改变了焊缝的实际尺寸,会带来应力集中。
管子内部的焊瘤减小了它的内径,可能造成流动物阻塞。
防止焊瘤的措施:使焊缝处于平焊位置,正确选用规范,选用无偏芯焊条,合理操作。
C、凹坑凹坑指焊缝表面或者反面局部的低于母材的部份。
凹坑多是由于收弧时焊条(焊丝)未作短期停留造成的(此时的凹坑称为弧坑),仰立、横焊时,常在焊缝反面根部产生内凹。
凹坑减小了焊缝的有效截面积,弧坑常带有弧坑裂纹和弧坑缩孔。
防止凹坑的措施:选用有电流衰减系统的焊机,尽量选用平焊位置,选用合适的焊接规范,收弧时让焊条在熔池内短期停留或者环形摆动,填满弧坑。
D、未焊满未焊满是指焊缝表面上连续的或者断续的沟槽。
焊缝晶粒评定标准-概述说明以及解释1.引言1.1 概述焊缝晶粒是焊接工艺中一个非常重要的指标,它直接影响着焊接接头的质量和性能。
焊缝晶粒的大小、形状和分布情况对焊接接头的力学性能、耐蚀性能以及耐热性能等都有着重要影响。
因此,对焊缝晶粒进行评定是非常必要的。
本文旨在探讨焊缝晶粒评定标准的制定和应用,通过系统性的研究,为焊接工艺提供更加科学和规范的指导,同时提高焊接接头的质量和可靠性。
1.2 文章结构:本文主要分为引言、正文和结论三个部分。
在引言部分,将首先概述焊缝晶粒评定标准的重要性,然后介绍文章的结构和目的。
接下来在正文部分,将详细探讨焊缝晶粒的重要性、焊缝晶粒评定标准的制定以及其应用。
最后在结论部分,将对整篇文章进行总结,展望未来可能的研究方向,最后给出结论。
通过以上结构,全面系统地介绍焊缝晶粒评定标准的相关内容,希望能为相关领域的研究和实践提供参考和借鉴。
1.3 目的本文的主要目的是探讨焊缝晶粒评定标准的重要性以及其在焊接工艺中的应用。
通过对焊缝晶粒的评定标准进行深入研究和分析,可以帮助焊接人员更准确地评估焊缝的质量和性能,提高焊接工艺的可靠性和稳定性。
同时,通过明确焊缝晶粒评定标准的制定和应用,可以为焊接行业提供统一的标准和规范,促进焊接技术的进步和发展。
因此,本文旨在深入探讨焊缝晶粒评定标准的意义和作用,为相关领域的研究和应用提供参考和借鉴。
2.正文2.1 焊缝晶粒的重要性焊缝晶粒是焊接过程中形成的晶粒结构,对于焊接接头的性能和质量起着至关重要的作用。
焊接过程中,焊缝晶粒的大小、形状和分布对接头的强度、塑性、韧性和耐腐蚀性等性能有着直接影响。
首先,焊缝晶粒的大小会影响焊接接头的强度。
晶粒越细小,焊接接头的强度就越高,因为细小的晶粒界面面积更大,可以承受更大的应力。
相反,晶粒越粗大,焊接接头的强度就会降低。
其次,焊缝晶粒的形状也会影响焊接接头的塑性和韧性。
正常情况下,细小且均匀分布的晶粒可以提高焊接接头的塑性和韧性,使其具有更好的抗拉伸、抗弯曲和抗冲击能力。
焊接裂纹的分析与处理我们在厂修车体、车架、转向架构架时经常会遇到焊缝或母材的裂纹。
我们已经讲过裂纹的判断,判断出裂纹以后就需要对裂纹进行处理。
如果我们在处理之前对裂纹没有一个准确的分析,就不可能制定出最佳的处理方案。
因此必须要对裂纹进行认真的分折。
根据焊接生产中采用的钢材和结构类型不同,可能遇到各种裂纹,裂纹多产生在焊缝上,如焊缝上的纵向裂,焊缝上的横向裂。
也可以产生在焊缝两侧的热影响区,焊缝热影响区的纵向裂,焊接影响的横向裂纹,焊接热影响区的焊缝贯穿裂纹,有时产生在金属表面,有时产生在金属内部,如焊缝根部裂、焊趾裂,有的裂纹用肉眼可以看到,有的则必须借助显微镜才能发现,有的裂纹焊后立即出现,有的则是放置或运行一段时间之后才出现。
1.焊缝裂纹的分类根据裂纹的本质和特征,可分为五种类型:即热裂纹、冷裂纹、再热裂纹、层状撕裂及应力腐蚀裂纹。
1.1热裂纹热裂纹是在高温情况下产生的,而且是沿奥氏体晶界开裂,就目前的理解,把裂纹又分为结晶裂纹、液化裂纹、多边化裂纹三类。
(1)结晶裂纹—结晶裂纹的形成期,是在焊缝结晶过程中且温度处在固相线附近的高温阶段,即处于焊缝金属的凝固末期固液共存阶段,由于凝固金属收缩时残存液相不足,致使沿晶开裂,故称结晶裂纹,由于这种裂纹是在焊缝金属凝固过程中产生的,所以也称为凝固裂纹。
结晶裂纹的特征:存在的部位主要在焊缝上,也有少量的在热影响区,最常见的是沿焊缝中心长度方向上开裂,即纵向裂,断口有较明显的氧化色,表面无光泽,也是结晶裂纹在高温下形成的一个特征。
(2)液化裂纹—焊接过程中,在焊接热循环峰值温度作用下,在多层焊缝的层间金属以及母材近缝区金属中,由于晶间层金属被重新熔化,在一定的收缩应力的作用下,沿奥氏体晶界产生的开裂,称为“液化裂纹”也称“热撕裂”。
液化裂的特征:①易产生在母材近缝区中紧靠熔合线的地方(部分溶化区),或多层焊缝的层间金属中。
②裂纹的走向,在母材近缝区中,裂纹沿过热奥氏体晶间发展;在多层焊缝金属中,裂纹沿原始柱状晶界发展,裂纹的扩展方向,视应力的最大方向而定,可以是横向或纵向;并在多层焊焊缝金属中,液化裂纹可以贯穿层间;在近缝区中的液化裂纹可以穿越熔合线进入焊缝金属中。
焊缝金属的结晶所有金属和合金在固态时一般都是晶体。
固态物质按其原子(或分子)的聚集状态可分为晶体和非晶体两大类。
在晶体中,其原子(或分子)按一定几何规律作有规则的排列,而非晶体不具备这一特点。
通常把液态金属或合金冷却至熔点以下时转变为固态晶体的凝固过程称为结晶。
一般的金属和合金都是多晶体,金属表面经过磨光、抛光,并用硝酸酒精溶液腐蚀,然后在金相显微镜下观察,就可以发现它是由许多外形不规则的小晶体构成的,这些小晶体称为晶粒。
晶粒的大小、形状、分布直接影响着金属和合金的机械性能和其它的性能。
气焊时,在高温火焰的作用下母材局部熔化,并与熔化的焊丝金属混合而形成熔池,随着热源的推移,温度的降低,熔池金属开始凝固而形成焊缝。
由焊接熔池形成焊缝的结晶过程可以具体分为焊接熔池的一次结晶过程和焊缝金属的二次结晶过程。
一、焊接熔池的一次结晶过程焊接熔池从液态向固态的转变过程,称为焊接熔池的一次结晶。
焊接熔池的结晶是由晶核的形成和晶核的长大两个基本过程组成的。
由于整个熔池温度分布是不均匀的,在熔池前端的中心处温度最高,而在熔池的边缘处因散热条件好,温度最低,并有母材局部熔化的晶粒,构成了熔池的液体金属结晶的晶核,所以焊接熔池的一次结晶是从熔池边界处的熔合线处开始的。
母材与熔池金属之间发生的这种“晶内交互结晶”的过程称为联生结晶,是熔化焊缝金属凝固的重要特征。
晶粒长大通常情况下是沿着与散热方向相反的方向以柱状形态向焊接熔池中心生长的,即由熔池边缘指向熔池中心温度最高处,直至这种柱状晶粒长大、相互接触,液体金属全部凝固时,结晶过程才结束。
但在气焊时,因加热时间长,热影响区宽,冷却速度慢,散热方向不明显,则往往会形成等轴晶粒。
二、焊缝的偏析与夹杂在焊接熔池的一次结晶过程中,由于冷却速度很快,焊缝金属中的合金元素来不及扩散一致,因此焊缝中化学成分的分布是不均匀的,这种现象称为偏析。
此外,一些金属夹杂物,来不及浮出而残存在焊缝的内部,称为夹杂。
焊缝表面硅结晶的原因
焊缝表面硅结晶的原因可以有多种。
下面是一些常见的原因:
1. 焊接过程中的脱碳:在高温焊接过程中,钢材中的碳元素会溶解在铁中形成较高浓度的碳,当焊缝冷却时,溶解在铁中的碳元素会形成高浓度的共晶化合物——铁碳化合物,因为这些碳化合物有较高的熔点,所以会沉淀在焊缝表面,形成硬而脆的硅晶。
2. 钢材的化学成分不合适:焊接过程中,如果使用的钢材中含有较高的硅元素,那么焊接过程中的液态相中的一部分硅元素就会沉淀在焊缝表面,形成硬而脆的硅晶。
3. 焊接过程中的快速冷却:焊接过程中,焊接区域受到高温热源的加热,但是在焊接瞬间形成的液态相很快冷却,使得硅等元素在短时间内无法完全溶解在焊接金属中,从而形成硬而脆的硅晶。
4. 锻炼和冷却过程中的应力引起的相变:焊接完成后,焊接金属中的残余应力可能会引起晶体结构的相变,进而导致硅等元素的排列方式发生变化,形成硬而脆的硅晶。
总的来说,焊缝表面硅结晶的原因主要是焊接过程中液态相在快速冷却过程中,硅等元素的沉淀和晶体结构的相变引起的。
这些硅晶的存在可能会降低焊缝的韧性和可靠性,需要采取一些措施来减少其产生。

焊工高级技师答辨题1、焊接装配图所包括的内容有哪些?2、焊接焊缝结晶过程对焊缝质量有什么影响?3、气割是可燃气体燃烧工作的结果吗?4、电弧电压对焊接过程会产生什么影响?5、焊接结晶对焊缝质量的影响有哪些?焊缝金属的一次结晶焊缝金属由液体转变为固态的过程成为焊缝金属的一次结晶,它与一般金属的结晶一样,包含着生核和晶核长大的过程。
随着电弧的移去,熔池金属逐渐降低到凝固温度时,形式最原始的微小晶体——晶核。
在熔池中,最先出现晶核的部位是在熔合线上,因为熔合线处的散热快,是熔池中温度最低的地方,也是最先达到凝固温度的部位。
随着熔池温度的不断降低,晶核开始向与散热方向相反的一方长大。
由于熔池的散热方向垂直于熔合线的方向指向金属内部,所以晶体只能向熔池中心生长,从而形成柱状晶。
当柱状晶体不断长大至互相接触时,则焊缝的这一断面的结晶过程即结束。
在某些情况下,一次结晶过程不仅在熔合线上开始发生,有时在液态金属内部也会形成晶核,产生等轴晶粒。
二、焊缝金属的二次结晶一次结晶结束,熔池就转变为固体的焊缝。
高温的焊缝金属冷却到室温时,要经过一系列的相变过程,这种相变过程就称为焊缝金属的二次结晶。
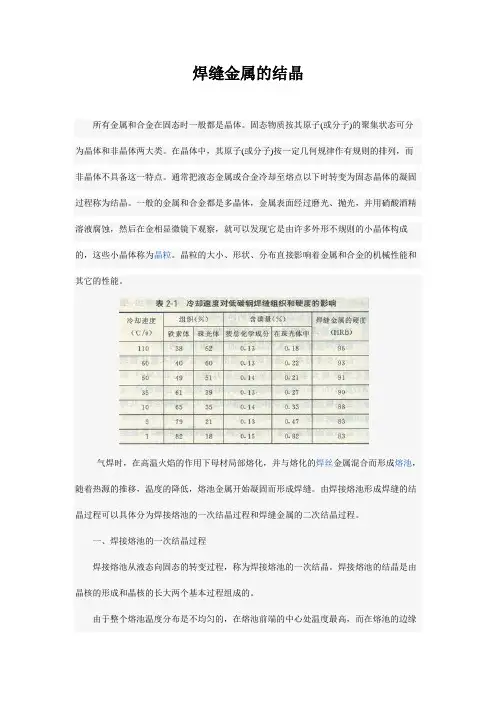
以低碳钢为例,一次结晶的晶柱都是奥氏体组织, 当冷却到AC3才发生γ -Fe →α -Fe 的转变,当温度再降至A cl时, 余下的奥氏体分解为珠光体,所以低碳钢焊缝在常温下的组织,即二次结晶后的组织为铁素体加珠光体。
在低碳钢的平衡组织中( 即非常缓慢地冷却下来所得到的组织) 珠光体含量很少, 但由于焊缝的冷却速度较大,所得珠光体含量一般较平衡组织中的含量大。
有关冷却速度对低碳钢的焊缝组织及性能的影响见表,从表中可以看出冷却速度越大,珠光体含量越高,而铁素体越小, 材料硬度和强度均有所提高,而塑性和韧性则有所降低。
6、什么是消氢处理?消氢处理(也称后热处理):焊接后立即对焊件的全部(或局部)进行加热或保温,使其缓冷的工艺措施。
消氢处理的温度一般为300~350℃,保温2~6h后空冷。
浅析钢结构焊接裂纹的产生原因及防止措施引言随着科学技术不断发展,科学技术不断提高,为了跟上社会的发展脚步,建筑钢结构得到了广泛的运用。
目前我国的建筑钢结构的造型越来越新颖,空间结构也越来越复杂,所以在选择材料的时候对钢材料的要求也是很高的,但是这些要求很高的钢材料运用到实际工作中,会给钢结构焊接技术造成很大的难度,相应的焊接缺陷发生可能性就会增加。
1、钢结构焊接的难点在钢材料的选材方面大多数采用的低合金高强钢作为材料,这类钢具有强度大,硬度大等特点,但是由于钢结构连接点之间形状复杂,焊缝密集,所以焊接接头的钢约束性大,使焊缝无法自由收缩[1]。
加上在焊接的过程中由于操作不当产生就会双向力或者三向力,可能刚开始力的作用不大,但是在钢结构持续的焊接过程中,很多的力集中在一起,就会行成一个很强的力,增加了焊接接头产生裂纹、层状撕裂的可能性。
另外低合金高强钢中的碳含量非常高,使钢的硬度非常大,焊接性能差,在焊接过程中很容易出现延迟性的裂纹,由于高空操作更加增强了焊接的难度。
2、裂纹的种类和产生原因在建筑钢结构中焊接裂纹的产生通常會有三种形式,其中冷裂纹和热裂纹主要出现在复杂钢结构中,还有一种层状撕裂主要在厚板工程中出现。
2.1冷裂纹冷裂纹一般是在焊接过程后的冷却过程中产生的,有些在焊接后很快就会出现,有的则要过一段时间才会出现。
冷裂纹大多数为延迟裂纹主要发生在低合金高强钢的焊接热影响区,很少出现在焊缝上,由于冷裂纹不是焊后立即出现,而是经过一段时间的冷却之后才出现,所以这类裂纹出现后具有很大的隐蔽性。
冷裂纹出现的原因主要有三个因素(1)钢材淬硬倾向,低合金高强钢的淬硬倾向主要取决于钢材的化学成分、焊接工艺、冷却条件。
钢材的淬硬倾向越大就越容易产生裂纹,由于焊接是一个加热--冷却的过程,对钢结构加热之后冷却就会使钢变得硬度高、脆性大,很容易产生裂纹。
(2)焊接接头含氢量,在焊接的过程中大量的溶解于熔池中,焊接结束之后进入冷却的环节,氢就会极力的逸出,但是由于冷却速度较快有些氢不能很快的逸出而保留在金属中,是钢内部出现中空的现象,也会导致钢结构脆性很大。
焊接裂纹就其本质来分,可分为热裂纹、再热裂纹、冷裂纹、层状撕裂等。
下面仅就各种裂纹的成因、特点和防治办法进行具体的阐述。
1.热裂纹在焊接时高温下产生的,故称热裂纹,它的特征是沿原奥氏体晶界开裂。
根据所焊金属的材料不同(低合金高强钢、不锈钢、铸铁、铝合金和某些特种金属等),产生热裂纹的形态、温度区间和主要原因也各不相同。
目前,把热裂纹分为结晶裂纹、液化裂纹和多边裂纹等三大类。
1)结晶裂纹主要产生在含杂质较多的碳钢、低合金钢焊缝中(含S,P,C,Si 缝偏高)和单相奥氏体钢、镍基合金以及某些铝合金焊缝中。
这种裂纹是在焊缝结晶过程中,在固相线附近,由于凝固金属的收缩,残余液体金属不足,不能及时添充,在应力作用下发生沿晶开裂。
防治措施:在冶金因素方面,适当调整焊缝金属成分,缩短脆性温度区的范围控制焊缝中硫、磷、碳等有害杂质的含量;细化焊缝金属一次晶粒,即适当加入Mo、V、Ti、Nb等元素;在工艺方面,可以通过焊前预热、控制线能量、减小接头拘束度等方面来防治。
2)近缝区液化裂纹是一种沿奥氏体晶界开裂的微裂纹,它的尺寸很小,发生于HAZ近缝区或层间。
它的成因一般是由于焊接时近缝区金属或焊缝层间金属,在高温下使这些区域的奥氏体晶界上的低熔共晶组成物被重新熔化,在拉应力的作用下沿奥氏体晶间开裂而形成液化裂纹。
这一种裂纹的防治措施与结晶裂纹基本上是一致的。
特别是在冶金方面,尽可能降低硫、磷、硅、硼等低熔共晶组成元素的含量是十分有效的;在工艺方面,可以减小线能量,减小熔池熔合线的凹度。
3)多边化裂纹是在形成多边化的过程中,由于高温时的塑性很低造成的。
这种裂纹并不常见,其防治措施可以向焊缝中加入提高多边化激化能的元素如Mo、W、Ti等。
2、再热裂纹通常发生于某些含有沉淀强化元素的钢种和高温合金(包括低合金高强钢、珠光体耐热钢、沉淀强化高温合金,以及某些奥氏体不锈钢),他们焊后并未发现裂纹,而是在热处理过程中产生了裂纹。
结晶裂纹的成因分析及预防措施澄西船厂高云中摘要:影响结晶裂纹生成的因素主要有冶金和工艺两方面的原因,对原材料的冶金因素影响,作为材料的用户单位,可调整余地很少,但工艺因素可以影响到焊缝的冶金状态及应变增长率。
根据这一原理,通过采取工艺措施,在风塔法兰、船舶大合拢打底焊道的裂纹处理和预防上获得了满意结果,保障了风塔及船舶正常的生产和经营。
关键词:结晶裂纹;分析;工艺措施前言进入21世纪以来,随着我厂技术、管理的快步提升,与以往相比,我厂产品结构和生产方式上发生了较大变化。
在修造船、钢结构产品中,所有产品出现了大型化现象;产品由以前的单件制作,转为批量化生产;以前的结构件大多采用薄板低碳钢,现在大多采用厚板低合金高强钢;焊接方式由以前的手工焊条焊为主,变成为采用CO2气保护焊、埋弧焊等高能量、高效率的焊接方法。
在这些构件制作中,经常会在焊缝中心出现结晶裂纹,如船台大合拢CO2打底焊、风塔法兰T型角接缝的埋弧焊、钢管桩工程中的埋弧焊终端裂纹等,这些裂纹的出现,严重影响了我厂正常的生产。
因此,为保障我厂产品经营和生产,研究预防发生结晶裂纹的控制措施,具有十分的紧迫性。
1 裂纹的产生情况结晶裂纹在我厂各产品中均发现过,较典型的是船台大合拢CO2打底焊道的焊缝中心,风塔法兰T型焊缝的埋弧焊打底层焊缝中心,本文以我厂制造的某公司64.7M风塔为例,对结晶裂纹的产生原因进行分析。
裂纹产生的情况如下图1。
图1 中仅仅是裂纹的一种形式,实际施工过程中,在焊道1、甚至焊道2上也有裂纹发生,而且可以肯定地说,焊道1也很易产生裂纹,只是有的观察到了,有的不易察觉,在反面清根时,因受热而进一步扩展,所以感觉裂纹越刨越深。
这些裂纹的普遍特征是均在焊缝中纵向出现,而且是在焊缝凝固后期产生,因此属于典型的结晶裂纹。
图1 风塔法兰裂纹产生过程2 结晶裂纹的形成机理及影响因素2.1 结晶裂纹的形成机理焊缝金属在凝固过程中,最后凝固的存在于固相晶体间的低熔点液态金属已成薄膜,碳钢和低合金高强钢中的硫、磷、硅、镍都能形成低熔点共晶,在结晶过程中形成液态薄膜。
第四节 焊缝金属的结晶有关焊接熔池的特点前面已有叙述。
焊接熔池由液态冷却凝固的过程与炼钢结晶过程有着类似之处,但也有很大的区别。
熔池的结晶情况对焊缝金属的力学性能以及焊接所产生的 许多缺陷,如裂纹、气孔、夹杂、偏析等均有重要影响。
根据焊接熔池冷却结晶时组织变化 过程的特点可分为一次结晶和二次结晶(没有相变金属,如纯奥氏体不锈钢除外)。
一、焊缝金属的一次结晶焊缝金属由液态转变为固态的过程称为焊缝金属的一次结晶。
焊接熔池的结晶与一般金 属的结晶一样,包含着生核和晶核长大的过程, 同时它还具有其自身特点。
的晶核有两种方式, 即自发形核和非自发形核。
试验表明,在焊接条件下, 要作用。
非自发形核情形如图 1-12所示。
新核的生成依附于现存基底的物质 其接触角0反应其润湿性。
三者关系可用下式表示: 固相主越剂(町图1-12液相中的非自发生核Y n = 丫 L - 丫 s • L COS ^或 COS =( 丫 n • L - 丫 n • s )/ 丫 s • L当结晶物质一定时,固、液相之间的表面自由能 Y s ,L 固定不变,(Y L - 丫 n • s ) o 显然,生核剂即现成基底和晶核的晶体结构越相似, 接近于0,则0值越接近于0,亦即润湿性越好,非自发形核越易形成。
对于焊接熔池,在 凝固结晶开始时,由于母材的材质与熔池中金属相同或相似, 它们的原子排列、晶格常数等 在大多数情况下一致或完全相同。
因此,已加热到熔点的熔池壁晶粒作为基底, 极利于非自 发形核。
非自发形核后,即以柱状晶的形式向熔池中心长大, 形成联生结晶。
但是,各晶体长大的趋势各不相同。
当晶体长大的方向与散热最快方向一致时, 最有利于晶粒的长大, 并有可 能长至熔池中心,形成较大柱状晶。
当长大的取、向不利于成长,又与散热方向不一致时, 只能长到半途而止。
熔池结晶结束便在焊缝与母材之间形成晶内结合的牢固接头。
焊接时, 为改善焊缝金属的性能, 通过焊接材料加入一定的合金元素(如钼、钒等)作为非自发晶核 的质点,使焊缝金属晶粒细化,从而提高焊缝的综合力学性能。
焊缝金属的结晶
所有金属和合金在固态时一般都是晶体。
固态物质按其原子(或分子)的聚集状态可分为晶体和非晶体两大类。
在晶体中,其原子(或分子)按一定几何规律作有规则的排列,而非晶体不具备这一特点。
通常把液态金属或合金冷却至熔点以下时转变为固态晶体的凝固过程称为结晶。
一般的金属和合金都是多晶体,金属表面经过磨光、抛光,并用硝酸酒精溶液腐蚀,然后在金相显微镜下观察,就可以发
现它是由许多外形不规则的小晶体构成的,这些小晶体称为晶粒。
晶粒的大小、
形状、分布直接影响着金属和合金的机械性能和其它的性能。
气焊时,在高温火焰的作用下母材局部熔化,并与熔化的焊丝金属混合而形成熔池,随着热源的推移,温度的降低,熔池金属开始凝固而形成焊缝。
由焊接
熔池形成焊缝的结晶过程可以具体分为焊接熔池的一次结晶过程和焊缝金属的
二次结晶过程。
一、焊接熔池的一次结晶过程
焊接熔池从液态向固态的转变过程,称为焊接熔池的一次结晶。
焊接熔池的结晶是由晶核的形成和晶核的长大两个基本过程组成的。