制氧机工艺图
- 格式:pdf
- 大小:237.51 KB
- 文档页数:1
每小时100立方医用制氧机设备工艺原理概述随着人口老龄化的加剧,医用制氧机越来越受到人们的重视。
医用制氧机是一种以压缩空气为原料,利用分子筛、膜分离、化学吸附等制氧原理制取高纯度氧气的设备。
本文将介绍每小时100立方医用制氧机的工艺原理以及制氧机的组成部分。
工艺原理医用制氧机采用的制氧原理主要有以下几种:分子筛吸附法分子筛是一种多孔性的硅铝酸盐,具有高度选择性和吸附性能,可用于分离与纯化气体。
当压缩空气经过装填分子筛的吸附塔时,氮气和其他固体杂质被吸附在分子筛上,而氧气则通过分子筛,最终得到高纯度氧气。
膜分离法膜分离法是一种利用压力差作为动力,将气体分子按大小和极性在膜表面上的物理、化学作用力下分离的方法。
医用制氧机采用的是空气分子通过质量非常小的分离膜时的物理过滤。
化学吸附法化学吸附法是一种将气体吸附在吸附剂上,然后加热、降压或加入其他药剂使其与吸附剂分离的方法。
多用于含气体中的挥发性有机物去除和空气中一氧化碳的去除。
组成部分每小时100立方医用制氧机由以下几部分组成:压缩机压缩机是医用制氧机的核心部件,负责将空气进行压缩。
医用制氧机通常采用涡轮式压缩机和螺杆式压缩机。
压缩机的品质对制氧机的稳定性和输出氧气的纯度都有着重要的影响。
吸附塔吸附塔是医用制氧机中对压缩空气进行处理的重要部分。
吸附塔中通常装填有分子筛,其主要作用是吸附氮气和其他杂质,使氧气得以分离出来。
分离膜分离膜是医用制氧机中用于气体膜分离技术的核心部分。
分离膜采用纳米多孔材料制成,能够将氧气和氮气分开。
同时,分离膜的材质对所分离气体的性质和分离效率都有很大的影响。
稳压阀稳压阀是用于稳定制氧机输出气体压力的重要组成部分。
稳压阀根据空气压缩机的输出压力,对氧气和氮气进行分离,使制氧机输出的氧气压力恒定。
控制系统医用制氧机的控制系统是用于对整个制氧机进行控制的核心部分。
控制系统通常由主控制器、温度传感器、压力传感器等组成。
其主要作用是实现制氧机负载的自动调节、气体输出压力和流量的控制以及系统故障自动检测等。
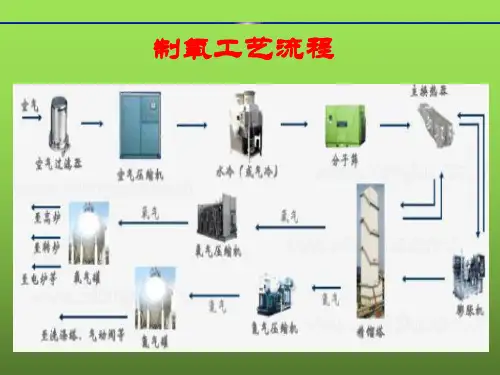
每小时5立方工业制氧机设备工艺原理一、工业制氧机的基本工艺流程工业制氧机是一种通过分压吸附技术将空气中的氮气和其他杂质过滤掉,使空气中的氧气浓度达到90%以上,并通电将氧气分离出来的机器设备。
其基本工艺流程包括空气压缩、冷却脱水、分子筛吸附、制氧、排空等步骤。
首先,将空气通过压缩机进行压缩,让其压力升高;然后,利用冷却脱水装置将空气中的水分和液态杂质分离出来,排出设备外;接着,通过分子筛吸附系统,将空气中的氮气、二氧化碳、氩气等杂质分离出来,让空气中的氧气浓度达到95%以上;最后,将筛选后的氧气通过电解和膜分离技术分离出来,排口排入外部环境,制氧完毕。
二、工业制氧机设备的原理与分类1. 工业制氧机的原理(1)压缩机原理工业制氧机首先会对空气进行压缩,使其压力升高,保证后续的工业制氧过程正常运转。
这里采用的压缩机原理为动态式离心式压缩机,此类压缩机通常由转速快、转子形状好、散热好等方面的优点,其压缩效率高,且体积小,重量轻,成本低,因此在工业制氧机中得到了广泛应用。
(2)分子筛吸附原理分子筛吸附作为工业制氧机除去废气、且氧气含量高的重要环节。
分子筛的基本原理是利用物质分子与分子间力的互相作用,特别是物质分子与分子筛之间所产生的作用力,分离物理和化学各种混合气体。
分子筛吸附过程中,混合气体中的氧气会被分子筛吸附下来,而其他气体则被排斥在外,从而实现了对氧气和废气的分离。
(3)电解和膜分离原理在制氧的最后阶段,电解和膜分离技术被用来将分离好的氧气分离出来,排口排入外部环境。
电解分离的原理是通过电解电极在电场作用下,电解水分和氧气,分离出氧气。
膜分离技术则利用连接在电解装置中的单层膜,将氧气和其他气体分离开来。
两者均具有高效、环保、低成本等特点,被广泛应用。
2. 工业制氧机的分类工业制氧机按照其制氧量和压力等级,有不同的分类。
按制氧量分为小型、中型和大型工业制氧机;按压力等级分为低压工业制氧机、中压工业制氧机和高压工业制氧机。
空分制氧-第一章制氧流程第一章制氧流程 01.1 概述 01.1.1 制氧机分类 01.1.2 制氧机的性能指标 01.1.3 国产空气分离设备的型号规定 (5)1.1.4 制氧机的发展 (5)1.2 制氧机的典型流程 (6)1.2.1 150m3/h制氧机 (6)1.2.2 3200 m3/h制氧气机 (7)1.2.3 10000 m3/h制氧机 (8)1.2.4 KDON-6000/13000增压分子筛净化全低压制氧机 (10)1.3 制氧流程组织 (12)1.3.1 流程组织要求 (12)1.3.2 制冷系统组织 (12)1.3.3 防爆系统组织 (19)1.3.4 换热器系统组织 (22)1.4 流程比较 (24)第二章制冷......................................................................................................... 错误!未定义书签。
2.1 空气的液化................................................................................................ 错误!未定义书签。
2.1.1 流膨胀效应................................................................................... 错误!未定义书签。
2.1.2 膨胀制冷....................................................................................... 错误!未定义书签。
2.1.3 节流与等熵膨胀的比较............................................................... 错误!未定义书签。
1、图2所示。
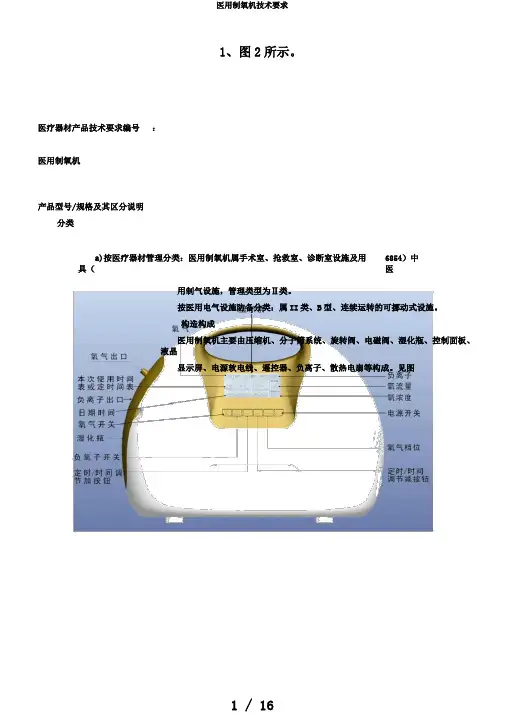
医疗器材产品技术要求编号:医用制氧机产品型号/规格及其区分说明分类a)按医疗器材管理分类:医用制氧机属手术室、抢救室、诊断室设施及用具(6854)中医用制气设施,管理类型为Ⅱ类。
按医用电气设施防备分类:属II类、B型、连续运转的可挪动式设施。
构造构成医用制氧机主要由压缩机、分子筛系统、旋转阀、电磁阀、湿化瓶、控制面板、液晶显示屏、电源软电线、遥控器、负离子、散热电扇等构成。
见图图1 医用制氧机XXXX构造图图1 医用制氧机xxxx 构造图功能参数项目规格参数型号xxxx xxxx制氧√√功能选择雾化×√负离子√√电源±10%,50Hz额定功率90VA氧气浓度25%—90%氧气流量1—5L/min噪音≤55dB(A)尺寸355mm*200mm*290mm长(*宽*高)注:“√”表示具备此项基本功能或配件,“×”表示无此项功能或配件产品型号xxxxx性能指标正常工作条件a)环境温度:5℃~40℃;b)相对湿度:≤85%;c)大气压力:86kPa~106kPa;d)电源电压:V±10%,50Hz。
外观与构造医用制氧机的外观应整齐雅观,表面色彩平均,无显然划痕、损坏、毛剌及变形;医用制氧机的配件尖整齐雅观,无损坏、裂纹,互相连结靠谱;2.3医用制氧机的控制和调理应靠谱、灵巧,紧固件无松动现象;2.4医用制氧机的文字和标志应清楚、正确、坚固。
医用制氧机所制产品气的理化指标氧浓度(V/V):≥90%(V/V)水分含量:≤3二氧化碳含量:≤0.01%(V/V)一氧化碳含量应切合GB8982-2009中第条的规定。
气态酸和碱含量应切合GB8982-2009中第条的规定。
臭氧及其余气态氧化物含量应切合GB8982-2009中第条的规定。
所产氧气应无气味。
固体物质粒径:≤10μm。
固体物质含量:≤3。
气密性所有紧固件连策应牢靠,不得有任何松动,各样管路、管汇及阀门摆列应齐整,其连结处不得漏气。
第一章制氧流程 (1)1.1 概述 (1)1.1.1 制氧机分类 (1)1.1.2 制氧机的性能指标 (1)1.1.3 国产空气分离设备的型号规定 (4)1.1.4 制氧机的发展 (4)1.2 制氧机的典型流程 (4)1.2.1 150m3/h制氧机 (4)1.2.2 3200 m3/h制氧气机 (5)1.2.3 10000 m3/h制氧机 (6)1.2.4 KDON-6000/13000增压分子筛净化全低压制氧机 (7)1.3 制氧流程组织 (9)1.3.1 流程组织要求 (9)1.3.2 制冷系统组织 (9)1.3.3 防爆系统组织 (12)1.3.4 换热器系统组织 (14)1.4 流程比较 (15)第二章制冷....................................................................................................... 错误!未定义书签。
2.1 空气的液化............................................................................................... 错误!未定义书签。
2.1.1 流膨胀效应................................................................................... 错误!未定义书签。
2.1.2 膨胀制冷....................................................................................... 错误!未定义书签。
2.1.3 节流与等熵膨胀的比较............................................................... 错误!未定义书签。
医用制氧机生产工艺流程医用制氧机是一种用于制造高纯度氧气的设备,通常用于医院、急救中心和家庭护理等场所。
其生产工艺流程通常包括以下几个关键步骤:1. 原材料准备,生产医用制氧机的原材料主要包括金属、塑料、电子元件、过滤材料等。
这些材料需要经过严格的选择和采购,确保符合医疗设备的相关标准和要求。
2. 设计和工程规划,在生产医用制氧机之前,需要进行详细的设计和工程规划。
这包括机器的外观设计、内部结构设计、电路设计等。
设计过程需要考虑到设备的稳定性、安全性和高效性。
3. 零部件加工和制造,生产医用制氧机需要大量的零部件,这些零部件通常需要通过加工和制造来完成。
例如,金属部件需要进行冲压、焊接、抛光等工艺,塑料部件需要注塑成型,电子元件需要进行焊接和组装等。
4. 组装和调试,在零部件加工和制造完成后,需要对这些零部件进行组装。
组装过程需要严格按照设计要求进行,确保设备的各项功能和性能符合标准。
随后需要对整机进行调试,确保设备的稳定性和可靠性。
5. 质量检验和认证,生产医用制氧机的最后一步是进行质量检验和认证。
这包括对设备各项功能和性能的检测,确保设备符合相关的医疗设备标准和法规要求。
同时,还需要进行相关的认证申请,如CE认证、FDA认证等。
总的来说,生产医用制氧机的工艺流程涉及到原材料准备、设计和工程规划、零部件加工和制造、组装和调试、质量检验和认证等多个环节。
在整个生产过程中,需要严格遵守医疗设备的相关标准和要求,确保生产出的医用制氧机能够稳定、安全、高效地为医疗服务。
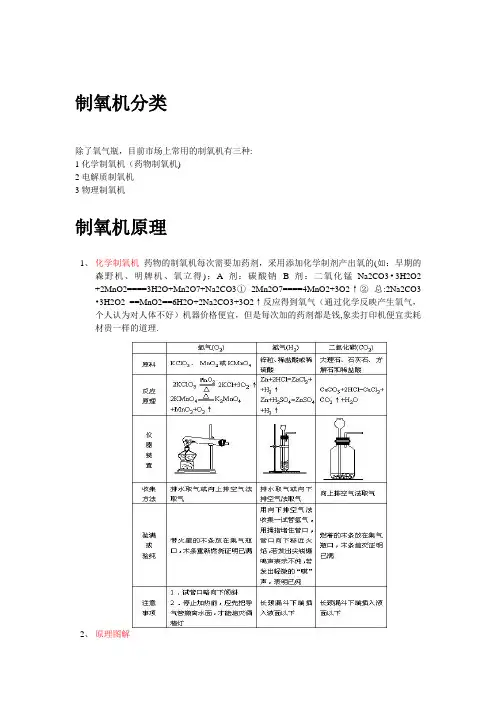
制氧机分类除了氧气瓶,目前市场上常用的制氧机有三种:1化学制氧机(药物制氧机)2电解质制氧机3物理制氧机制氧机原理1、化学制氧机药物的制氧机每次需要加药剂,采用添加化学制剂产出氧的(如:早期的森野机、明牌机、氧立得);A剂:碳酸钠B剂:二氧化锰Na2CO3•3H2O2 +2MnO2====3H2O+Mn2O7+Na2CO3①2Mn2O7====4MnO2+3O2↑②总:2Na2CO3•3H2O2 ==MnO2==6H2O+2Na2CO3+3O2↑反应得到氧气(通过化学反映产生氧气,个人认为对人体不好)机器价格便宜,但是每次加的药剂都是钱,象卖打印机便宜卖耗材贵一样的道理.2、原理图解电解制氧机原理3、电解制氧机法是一种分解反应把水放入电解槽中,加入氢氧化钠或氢氧化钾以提高水的电解度,然后通入直流电,水就分解为氧气和氢气。
2H2O===(通电)2H2↑+O2↑每制取一立方米氧,同时获得两立方米氢。
用电解法制取一立方米氧要耗电12—15千瓦小时,与上述两种方法的耗电量(0.55—0.60千瓦小时)相比,是很不经济的。
所以,电解法不适用于大量制氧。
4、原理图解物理制氧机原理5、物理制氧机物理分离制氧机,采用变压吸附原理,从空气中分离出医用纯氧;对人身体无害,就是把空气的氧气和氮气分离开提供氧气的,也就是所谓的变压吸附PSA,一般机器6-8年不需要再投资.利用氮分子大于氧分子的特性,使用特制的分子筛把空气中的氧离分出来。
首先,用压缩机迫使干燥的空气通过分子筛进入抽成真空的吸附器中,空气中的氮分子即被分子筛所吸附,氧气进入吸附器内,当吸附器内氧气达到一定量(压力达到一定程度)时,即可打开出氧阀门放出氧气。
经过一段时间,分子筛吸附的氮逐渐增多,吸附能力减弱,产出的氧气纯度下降,需要用真空泵抽出吸附在分子筛上面的氮,然后重复上述过程。
这种制取氧的方法亦称吸附法。
最近,利用吸附法制氧的小型制氧机已经开发出来,便于家庭使用。
第四章氧气转炉供氧系统设计供氧系统工艺流程氧气转炉炼钢车间的供氧系统是由制氧机、加压机、中压储气罐、输氧管、操纵闸阀、测量仪器、氧枪等要紧设备组成。
图9 供氧系统工艺流程图1—制氧机2—低压储气柜3—压氧机4—桶形罐5—中压储气罐6—氧气站7—输氧总管8—总管氧压测定点9—减压阀10—减压阀后氧压测定点11—氧气流量测定点12—氧气温度测定点13—氧气流量调剂阀14—工作氧压测定点15—低压信号连锁16—快速切断阀17—手动切断阀18—转炉转炉炼钢车间需氧量计算(1)一座转炉吹炼时的小时耗氧量计算①平均小时耗氧量Q1(Nm3/h):947438512060T 60GW Q 11=⨯⨯==Nm 3/h (4-1) 式中: G —平均炉产钢水量,120t ;W —吨钢耗氧量,50m 3/t ,范围45~55m 3/t ; T 1—平均每炉钢水冶炼时刻,38min 。
② 顶峰小时耗氧量Q 2(m 3/h ):22500165012060T 60GW Q 22=⨯⨯==Nm 3/h (4-2) 式中:T 2—平均每炉纯吹氧时刻,16min 。
(2)车间小时耗氧量① 车间平均小时耗氧量Q 3(m 3/h ):Q 3=NQ 1=3×9474=28422m 3/h (4-3)式中:N —车间常常吹炼的炉座数。
② 车间顶峰小时耗氧量Q 4(m 3/h ):Q 4=N×Q 2=67500m 3/h (4-4)制氧性能力的选择关于专供氧气转炉炼钢利用的制氧机的生产能力必需依照转炉车间需氧选择。
制氧机的总容量依照炼钢车间小时平均耗氧(28422 m 3/h )量确信,通过在制氧机和转炉之间设置储气罐来知足车间顶峰用氧量。
在决定制氧机组的能力时,还需考虑制氧机国家标准系列。
目前我国可供氧气转炉车间选用的制氧机系列有:1000 3/m h 、15003/m h 、3200 3/m h 、6000 3/m h 、10000 3/m h 、20000 3/m h 、26000 3/m h 、35000 3/m h 等。