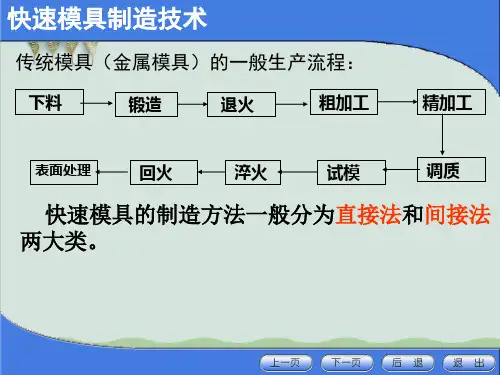
快速模具制造技术
1.直接快速制模技术 ⑴ 直接快速制模技术的工艺方法 ⑦ 高温渗金属——该工艺使得制件表面质量提 高,同时填充由于粘接剂的蒸发而留下的空隙。 ⑧冷却——最后冷却的产品就是注塑模,该材 料是钢和铜的混合物,再经过相应的工序处理 如抛光、装配、调试等,就可以进行塑料件的 生产了。
快速模具制造技术
快速模具制造技术
1.直接快速制模技术 ⑵ 间接快速制模技术的工艺方法 ② 金属喷涂法 金属电弧喷涂制模的工艺过程大致分为五个 步骤: 1)模型准备。模型可由塑料、石膏、橡胶、 木材等材料制成,首先建立三维模型,然后对其 进行分层切片,并由快速成型机制作出样模。 模型准备中最重要的是清理模型表面和涂抹脱 模剂。
4.2 硅胶模快速制作方法 4.2.1 真空浇注法
1.刀割分型面制作法
这种方法适用于透明硅胶模、分型面形状 比较规则的情况。其硅胶模具制作步骤如下: (1)彻底清洁定型样件,即快速原型零件; (2)用薄的透明胶带建立分型线; (3)利用彩色、清洁胶带将定型样件边缘围 上,以作后期分模用。 (4)利用薄板围框,把定型样件固定在围框 内,必要时在定型样件上粘结固定一些通气杆。
快速模具制造技术
1.直接快速制模技术 ⑵ 间接快速制模技术的工艺方法 ② 金属喷涂法 2)金属喷涂模型。脱模剂干燥后,选择最佳 的喷涂参数,即可开始在模具上喷涂金属,喷涂 时应保证使喷枪连续运动,防止涂层过热变形, 涂层厚度一般控制在2~3㎜。 3)制作模具框架。如果模具在工作中要受到 内压力或模具必须安装在成型机上工作,模具就 必须有骨架结构且制成的骨架应带有填料。
(3)填充料 一般选用硅微粉、氧化铝
硅藻土、高岭土等。
(4)稀释剂 一般选用甲基硅油。
(5)交联剂 一般选用硅酸乙酯。