机械机床毕业设计85超声深孔钻床设计
- 格式:docx
- 大小:37.14 KB
- 文档页数:2
毕业设计任务书(七)指导教师:田林红一、设计题目深孔钻床的电气控制设计二、设计的目的1)掌握机床的深孔钻床液压控制的功能。
2)掌握深孔钻加工动作流程。
3)掌握电气控制元件的选择与计算方法。
三、设计要求一台深孔钻床用于零件的深孔加工,实现定时自动排屑。
进给速度分为快进和二次工进,进给采用液压控制。
主轴采用2000kW电机,液压系统是1000W电机,设计要求:1)钻头作往复运动,采用直流24V电磁阀,行程开关作位置检测。
2)液压泵电动机才能启动主轴电动机。
3)有工作状态指示及照明。
4)有必要的电气保护和联锁。
四、完成的任务要求说明详细,字迹工整,原理正确,元件选择有理。
图纸规范,图形清晰,符号标准,线条均匀。
(1)设计与绘制电气控制原理图,元件安装布置图、接线图。
(2)毕业设计说明书(8000以上)1)设计题目2)控制原理说明设计方案论证3)主要器件选择依据与计算4)元件明细表5)设计总结及改进意见6)主要参考资料五、参考文献工厂电气控制技术机械工业出版社主编方承远工厂电气控制设备机械工业出版社主编许廖机床电气控制技术机械工业出版社主编王炳实可编程序控制器的应用技术机械工业出版社主编王兆义可编程序控制器的原理及程序设计电子工业出版社主编崔亚军目录第一章、钻床概述1.钻床2.钻床的结构3.钻床的运动形式第二章、主要电气原理图设计过程1.主要电气原理图设计过程2.电力拖动及控制要求第三章、机床低压电器的选择1.机床低压电器的分类2.低压电器的选择2.1.控制信号电器2.2保护电器2.3执行电器第四章、深孔钻床的电气控制系统1.控制电路的基本环节2具有二工进的液压动力滑台的控制线路3.主体电气图第五章、深孔加工的冷却与排屑总结参考文献第一章、钻床概述1.钻床概述钻床系指主要用钻头在工件上加工孔的机床。
通常钻头旋转为主运动,钻头轴向移动为进给运动。
钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工。

目录摘要 (1)前言 (2)第一章.超声和深孔加工技术的发展趋势 (4)1.1 超声振动加工技术发展趋势 (4)1.2 深孔加工发展状况 (5)第二章.机床主要参数的确定 (6)2.1 电机功率的确定 (6)2.2 主运动参数的确定 (6)2.3 标准公比 值和标准转速数列 (7)第三章.确定结构式和绘制转速图 (9)3.1 求级数z (9)3.2 确定结构式 (9)3.3 绘制转速图 (10)第四章.确定各级传动副齿轮的齿数 (12)4.1 确定齿轮的齿数 (12)4.2 验算传动比 (13)4.3 各轴及齿轮的计算转速的确定 (14)第五章.传动零件的初步计算 (16)5.1 传动轴直径初定 (16)5.2 主轴主要结构参数的确定 (16)5.3 齿轮模数计算和齿轮中心距的计算 (17)5.4 皮带的相关计算 (18)第六章.主要零件的验算 (21)6.1 齿轮的强度验算 (21)6.2 主轴的验算 (22)6.3 花键的验算 (26)致谢 (28)参考文献 (29)英文文献 (30)摘要该设计是设计一超声深孔钻床,利用超声震动加工深孔。
振动钻削,即在钻头(或工件)正常工作进给的同时,对钻头(或工件)施加某种有规律的振动,使钻头在振动中切削,形成脉冲式的切削力波形,使切削用量按某种规律变化,以达到改善切削效能的目的。
根据实际加工的需要,适当选择振动参数(频率v,振幅A以及频率v与工件转速n的比例关系),可以控制切屑的大小和形状,得到满意的切屑,避免切屑堵塞。
可提高生产效率几倍到十几倍,提高加工精度1—2级,且加工表面质量也有较大改善。
超声振动深孔加工钻床是利用超声振动系统对钻头施加振动,使钻头在振动中切削,使切削用两按规律变化,从而达到改善切削效能的目的。
关键词:超声振动,深孔加工,枪钻车床。
AbstractThis design is designs a supersonic deep hole drilling machine, the use supersonic vibration processes the deep hole. The vibration drills truncates, namely while the drill bit (or work piece) normal work to feed, (or work piece) exerts some kind of orderly vibration to the drill bit, causes the drill bit to cut in the vibration, forms the pulse -like cutting force profile, causes the cutting specifications according to some kind of rule change, achieves the improvement cutting potency the goal。

目录摘要 (1)前言 (2)第一章.超声和深孔加工技术的发展趋势 (4)1.1 超声振动加工技术发展趋势 (4)1.2 深孔加工发展状况 (5)第二章.机床主要参数的确定 (6)2.1 电机功率的确定 (6)2.2 主运动参数的确定 (6)2.3 标准公比 值和标准转速数列 (7)第三章.确定结构式和绘制转速图 (9)3.1 求级数z (9)3.2 确定结构式 (9)3.3 绘制转速图 (10)第四章.确定各级传动副齿轮的齿数 (12)4.1 确定齿轮的齿数 (12)4.2 验算传动比 (13)4.3 各轴及齿轮的计算转速的确定 (14)第五章.传动零件的初步计算 (16)5.1 传动轴直径初定 (16)5.2 主轴主要结构参数的确定 (16)5.3 齿轮模数计算和齿轮中心距的计算 (17)5.4 皮带的相关计算 (18)第六章.主要零件的验算 (21)6.1 齿轮的强度验算 (21)6.2 主轴的验算 (22)6.3 花键的验算 (26)致谢 (28)参考文献 (29)英文文献............................................... 错误!未定义书签。
摘要该设计是设计一超声深孔钻床,利用超声震动加工深孔。
振动钻削,即在钻头(或工件)正常工作进给的同时,对钻头(或工件)施加某种有规律的振动,使钻头在振动中切削,形成脉冲式的切削力波形,使切削用量按某种规律变化,以达到改善切削效能的目的。
根据实际加工的需要,适当选择振动参数(频率v,振幅A以及频率v与工件转速n的比例关系),可以控制切屑的大小和形状,得到满意的切屑,避免切屑堵塞。
可提高生产效率几倍到十几倍,提高加工精度1—2级,且加工表面质量也有较大改善。
超声振动深孔加工钻床是利用超声振动系统对钻头施加振动,使钻头在振动中切削,使切削用两按规律变化,从而达到改善切削效能的目的。
关键词:超声振动,深孔加工,枪钻车床。
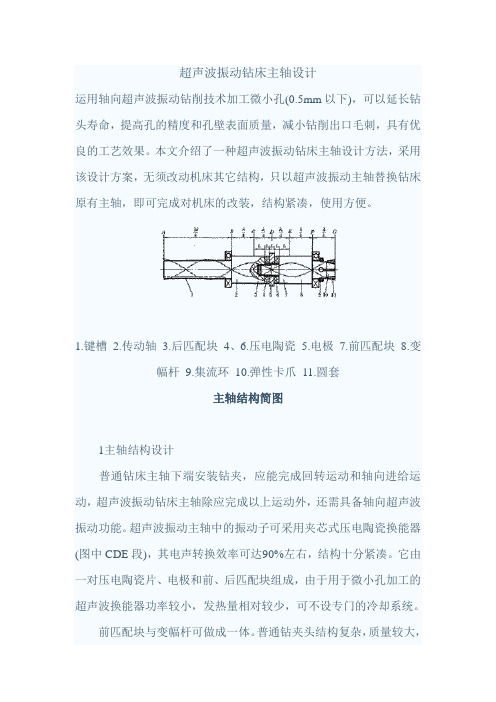
超声波振动钻床主轴设计运用轴向超声波振动钻削技术加工微小孔(0.5mm以下),可以延长钻头寿命,提高孔的精度和孔壁表面质量,减小钻削出口毛刺,具有优良的工艺效果。
本文介绍了一种超声波振动钻床主轴设计方法,采用该设计方案,无须改动机床其它结构,只以超声波振动主轴替换钻床原有主轴,即可完成对机床的改装,结构紧凑,使用方便。
1.键槽2.传动轴3.后匹配块4、6.压电陶瓷5.电极7.前匹配块8.变幅杆9.集流环10.弹性卡爪11.圆套主轴结构简图1主轴结构设计普通钻床主轴下端安装钻夹,应能完成回转运动和轴向进给运动,超声波振动钻床主轴除应完成以上运动外,还需具备轴向超声波振动功能。
超声波振动主轴中的振动子可采用夹芯式压电陶瓷换能器(图中CDE段),其电声转换效率可达90%左右,结构十分紧凑。
它由一对压电陶瓷片、电极和前、后匹配块组成,由于用于微小孔加工的超声波换能器功率较小,发热量相对较少,可不设专门的冷却系统。
前匹配块与变幅杆可做成一体。
普通钻夹头结构复杂,质量较大,容易破坏主轴系统谐振状态,导致钻头振幅大幅度减小。
所以在变幅杆末端设计结构简单的弹性夹头,弹性夹头带有四个弹性卡爪,用于装夹钻头。
在变幅杆小端上装有集流环,用于传送换能器工作所需的电流。
后匹配块与阶梯传动轴作成一体,传动轴小端开有键槽,与钻床皮带轮作滑动配合,以便带动主轴系统回转。
在变幅杆小端和传动轴小端分别装有一个向心球轴承,用于支承安装主轴,轴承外圈与钻床主轴套筒过渡配合,带有齿槽的套筒可带动主轴进行轴向进给。
2换能器及变幅杆设计原理把超声频变化的电压加在压电陶瓷的两极上,其厚度将随电压的变化而变化,于是产生了纵向超声波振动,该纵向振动波将向前后两个方向传播。
当传播波的介质改变时,在界面上将发生波的折射和反射,反射量的比率取决于两种介质的密度比。
密度比越大,反射量越多。
由于钢与空气的密度比非常大,可以认为传播到主轴两端的波全部被反射回来。

摘要众所周知,在现代机械制造业中,企业对专用机床有着广泛的需求。
一般钻床劳动强度大,专用性能低,生产率不高且不能保证精度;而多轴专用钻床操纵方便、省力、容易掌握,不易发生操作错误和故障,不仅能减少工人的疲劳,保证工人和钻床的安全,还能提高钻床的生产率。
随着科学技术的不断发展,专用钻床广泛应用于制造业。
换句话说,专业化越强,企业越能保证其产品质量。
因此,专用机床的使用,对企业的竞争力有着十分重要的作用。
本文针对一般钻床上述种种缺点及加工对象的具体情况设计一台专用多轴钻床,包括总体设计,导轨的设计,动力部件的设计和液压的设计,力求达到满足性能要求,经济效益和人机关系等技术经济指标,以满足厂方的使用要求。
关键词:多轴钻床,导轨,生产率,设计ABSTRACTAs we all know, in modern machinery manufacturing industry, companies have a wide range of tools for special needs. General Drilling labor-intensive, low-exclusive performance, productivity is not high and can not guarantee the accuracy; dedicated multi-axis drilling and easy to manipulate, effort, easy to grasp, less prone to operator error and failure, not only can reduce worker fatigue, ensure that workers and drilling of security, but also improve drilling productivity. With the continuous development of science and technology, widely used in manufacturing special drilling. In other words, specialization is stronger, more companies can guarantee the quality of its products. Therefore, the use of special tools for the competitiveness of enterprises have a very important role.This design of a dedicated multi-axis drilling drilling for specific situations in general all these shortcomings and processing objects, including design, dynamic components of the overall design, the design of the rail and hydraulic design, and strive to achieve to meet the performance requirements, economic and human relations and other technical and economic indicators to meet the requirements of the factory.Keywords:multi-axis drilling, rails, productivity, design目录1.绪论 (1)1.1现今机床发展趋势 (1)1.2组合机床技术装备现状与发展趋势 (1)1.3国内钻床概述 (2)1.4当今钻床的设计特点 (2)2.专用钻孔机床的总体方案设计 (4)2.1总体方案设计 (4)2.2主运动系统的设计 (4)2.3进给系统的设计 (4)2.4机床联系图 (4)3.主运动传动系统的设计 (5)3.1切削参数设计计算 (5)3.2电动机选择 (7)3.3带传动的设计计算 (7)3.4齿轮的设计计算 (9)3.5轴的的结构设计 (16)4.液压系统的设计 (21)4.1概述 (21)4.2工况分析 (21)4.3确定液压缸参数 (23)5.专用钻孔机床的部件设计 (25)5.1主轴箱设计 (25)5.2导轨立柱的设计 (26)6.校核计算 (29)6.1轴校核 (29)6.2轴承寿命核算 (31)6.3键校核 (31)7. 结论 (33)参考文献 (34)致谢 (35)1.绪论1.1现今机床发展趋势近年来随着机械加工业的不断发展,对诸多机床的要求也有了明显的变化。
摘要该设计是设计一超声深孔钻床,利用超声震动加工深孔。
振动切削与普通切削相比,在降低切削力和切削热方面有明显的效果,尤其在难加工材料的加工和精密加工中,振动切削具有普通切削无法比拟的工艺效果。
因此,作为精密机械加工和难加工材料加工的一种新技术,振动切削已经逐步渗透到多种机械加工领域,振动钻削就是比较成功的应用实例。
振动钻削,即在钻头(或工件)正常工作进给的同时,对钻头(或工件)施加某种有规律的振动,使钻头在振动中切削,形成脉冲式的切削力波形,使切削用量按某种规律变化,以达到改善切削效能的目的。
根据实际加工的需要,适当选择振动参数(频率v,振幅A以及频率v与工件转速n的比例关系),可以控制切屑的大小和形状,得到满意的切屑,避免切屑堵塞。
可提高生产效率几倍到十几倍,提高加工精度1—2级,且加工表面质量也有较大改善。
超声振动深孔加工钻床是利用超声振动系统对钻头施加振动,使钻头在振动中切削,使切削用两按规律变化,从而达到改善切削效能的目的。
关键词:超声振动,深孔加工,枪钻车床。
AbstractThis design is designs a supersonic deep hole drilling machine, the use supersonic vibration processes the deep hole. The vibration cutting and the ordinary cutting compares, in reduces the cutting force and cuts the hot aspect to have the tangible effect, difficult to be processing the material especially in the processing and the precise processing, the vibration cutting has the craft effect which the ordinary cutting is unable to compare. Therefore, took the precision machinery processing and difficult to process the material processing one kind of new technology, the vibration cutting already gradually seeps to many kinds of machine-finishing domain, the vibration drills truncates compares the successful application example.The vibration drills truncates, namely while the drill bit (or work piece) normal work to feed, (or work piece) exerts some kind of orderly vibration to the drill bit, causes the drill bit to cut in the vibration, forms the pulse -like cutting force profile, causes the cutting specifications according to some kind of rule change, achieves the improvement cutting potency the goal。
南 京 理 工 大 学毕业设计说明书(论文)作 者:王昌健 学 号: 054908221015 教学点:苏州市职业大学 专 业:机电一体化 题 目:小型超声波钻床设计指导者:(姓 名) (专业技术职务)评阅者:(姓 名) (专业技术职务)2010年 11 月陆春元 讲师 副教授 许海南京理工大学毕业设计(论文)评语学生姓名:王昌健班级、学号:054908221015题目:小型超声波钻床设计综合成绩:指导者评语:该生很好地完成了毕业设计任务书规定的工作,介绍了超声波的工作原理、河特点。
重点分析超声波钻床的机械结构特点,对超声波钻床的变幅杆、换能器、床身结构尺寸进行分析研究,确定了超声波钻床的设计方案,绘制了超声波钻床主要部件的零件图和装配图。
并通过试验验证了超声波钻床的加工特性和存在的设计缺陷。
毕业设计说明书、开题报告等文本内容写作规范,图纸表达基本符合工程图纸要求,整体来说符合毕业设计相关要求。
该生毕业设计整体来说完成的比较出色,但也有某些不足的地方,如在工程图纸表达上还存在尺寸标注不全、公差不合理等情况,这主要是因为平时缺乏相关工程项目开发的经验。
鉴于以上情况和该生毕业设计过程中良好表现,成绩评定为82分。
允许提交答辩。
指导者(签字):年月日毕业设计(论文)评语评阅者评语:对超声波加工的工作原理掌握透彻、超声波钻床的机械结构设计方案合理、结构尺寸分析计算准确,论文说明书、开题报告等文本内容写作规范,图纸表达基本符合工程图纸要求,整体来说符合毕业设计相关要求。
评阅者(签字):年月日答辩委员会(小组)评语:能准确介绍超声波加工的工作原理,对超声波钻床机械结构设计方案的介绍思路清晰,对超声波钻床的机械结构设计与强度分析计算原理运用准确,设计效果良好。
对答辩组提出的问题回答准确,达到毕业设计要求。
答辩委员会(小组)负责人(签字):年月日超声加工是利用超声振动工具在有磨料的液体介质中或干磨料中产生磨料的冲击、抛磨、液压冲击及由此产生的气蚀作用来去除材料,或给工具或工件沿一定方向施加超声频振动进行振动加工,或利用超声振动使工件相互结合的加工方法。
摘要该设计是设计一超声深孔钻床,利用超声震动加工深孔。
振动切削与普通切削相比,在降低切削力和切削热方面有明显的效果,尤其在难加工材料的加工和精密加工中,振动切削具有普通切削无法比拟的工艺效果。
因此,作为精密机械加工和难加工材料加工的一种新技术,振动切削已经逐步渗透到多种机械加工领域,振动钻削就是比较成功的应用实例。
振动钻削,即在钻头(或工件)正常工作进给的同时,对钻头(或工件)施加某种有规律的振动,使钻头在振动中切削,形成脉冲式的切削力波形,使切削用量按某种规律变化,以达到改善切削效能的目的。
根据实际加工的需要,适当选择振动参数(频率v,振幅A以及频率v与工件转速n的比例关系),可以控制切屑的大小和形状,得到满意的切屑,避免切屑堵塞。
可提高生产效率几倍到十几倍,提高加工精度1—2级,且加工表面质量也有较大改善。
超声振动深孔加工钻床是利用超声振动系统对钻头施加振动,使钻头在振动中切削,使切削用两按规律变化,从而达到改善切削效能的目的。
关键词:超声振动,深孔加工,枪钻车床。
AbstractThis design is designs a supersonic deep hole drilling machine, the use supersonic vibration processes the deep hole. The vibration cutting and the ordinary cutting compares, in reduces the cutting force and cuts the hot aspect to have the tangible effect, difficult to be processing the material especially in the processing and the precise processing, the vibration cutting has the craft effect which the ordinary cutting is unable to compare. Therefore, took the precision machinery processing and difficult to process the material processing one kind of new technology, the vibration cutting already gradually seeps to many kinds of machine-finishing domain, the vibration drills truncates compares the successful application example.The vibration drills truncates, namely while the drill bit (or work piece) normal work to feed, (or work piece) exerts some kind of orderly vibration to the drill bit, causes the drill bit to cut in the vibration, forms the pulse -like cutting force profile, causes the cutting specifications according to some kind of rule change, achieves the improvement cutting potency the goal。
前言对于大四的的每一个学生来说,毕业实习是我们机械设计制造及其自动化专业知识结构中不可缺少的组成部分,其目的在于通过实习使学生获得基本生产的感性知识,理论联系实际,扩大知识面;同时专业实习又是锻炼和培养学生业务能力及素质的重要渠道,培养当代大学生具有吃苦耐劳的精神,也是学生接触社会、了解产业状况、了解国情的一个重要途径,逐步实现由学生到社会的转变,培养我们初步担任技术工作的能力、初步了解企业管理的基本方法和技能;体验企业工作的内容和方法,并且通过实习,对生产企业设备及各个生产环节建立全面、系统的知识。
这次的实习对我们的毕业设计来说非常重要,它为我们的毕业设计打下良好的基础。
本次的毕业设计的课题是深孔钻削镗床的设计。
深孔钻削镗床用来加工孔类箱体类的工件,具有良好的加工精度和加工质量,因此这种机床都是专用机床!为了更好地做好毕业设计,我们还进行了毕业实习!根据自己的课题我们选择了实习的工厂——焦作神华重型机械厂,在里面我们重点了解深孔钻削镗床的基本结构,基本工作原理和基本操作!公司简介焦作神华重型机械制造有限公司(原焦作重型机械制造有责任限公司)是集科技开发、生产经营、技术服务于一体,具有百年历史的国家二级企业,国家二级计量单位,省级文明单位,中国煤矿机械装备公司及河南省煤矿机械制造公司成员厂。
公司现有职工二千多人,其中各类专业技术人员300余人,中、高级专业技术职称人员50余人。
拥有固定资产5000万元,年产值7000万元,各种机加工设备300台(套),其中5m立车、5m滚齿机、大型数显落地镗铣床等精良设备50台(套)。
公司技术力量雄厚,下设机械加工、铆焊、铸造、热处理、检测及安装等分厂,有先进的理化实验、计量检测、产品检测、信息中心等。
本公司面向煤矿、建材、化工、冶金、电力、环保等行业,可承揽年产120万吨煤炭设备、30万吨水泥成套设备、15万千瓦电煤磨设备及20万吨纯碱成套设备、0.6—30万千瓦燃煤电厂环保设备制造及安装,产品远销全国二十六个省、市、自治区,曾多次为国家重点工程配套。
机械机床毕业设计85超声深孔钻床设计超声深孔钻床是一种用高频振动的超声波作为切削工具进行加工的机床。
它具有加工效率高、精度高、切削效果好等优点,在航天、航空、汽车、模具等行业具有广泛的应用。
本文将对机械机床毕业设计85超声深孔钻床进行设计与分析。
一、设计需求
1.加工工件要求:加工直径为85mm的深孔;
2.加工精度要求:钻孔直径公差在±0.05mm范围内;
3.设计深孔钻床结构:采用立式结构;
4.主要设计参数:工件最大直径、钻孔深度、主轴转速、钻孔速度、进给速度等。
二、设计方案
1.立式结构设计:选用立式结构的深孔钻床,便于工件装夹和加工操作,能够满足工件要求。
2.主轴系统设计:主轴系统是深孔钻床的核心部件,需要满足加工直径为85mm的工件要求。
根据工件要求,确定主轴转速为1000rpm,并根据锥度计算主轴座部分的设计尺寸。
3.进给系统设计:进给系统包括工作台和进给机构,需要满足加工深孔的要求。
根据工件要求,确定钻孔速度为0.1mm/s,进给速度为
0.05mm/s。
根据进给速度和加工深孔长度计算进给时间和行程。
4.冷却系统设计:深孔钻床在加工过程中会产生大量的热量,需要冷却系统进行冷却。
设计采用冷却液循环系统,保证工件和刀具的冷却。
5.安全系统设计:在深孔钻床设计过程中,需要考虑安全问题。
设计安装限位开关和急停开关,确保在紧急情况下能够及时停机。
三、设计分析
通过以上设计方案的分析,深孔钻床能够满足加工85mm直径深孔的要求。
主轴系统保证了主轴的稳定性和刚性,进给系统保证了钻孔的速度和进给的准确性,冷却系统保证了加工过程中的散热,安全系统保证了操作的安全性。
此外,还需要进行结构强度和刚度的分析,以确保深孔钻床在加工过程中不会发生变形和振动。
通过有限元分析和实验验证,可以对深孔钻床的结构进行优化,提高其加工精度和刚性。
四、总结
本文对机械机床毕业设计85超声深孔钻床进行了设计与分析。
通过立式结构、主轴系统、进给系统、冷却系统和安全系统的设计,确保深孔钻床能够满足加工85mm直径深孔的要求。
此外,还需要进行结构强度和刚度的分析,以进一步优化设计。
希望以上设计与分析对您的研究有所帮助。