ZJ17涂胶辊传动轴改进
- 格式:doc
- 大小:13.50 KB
- 文档页数:2
Instrumentation and Equipments 仪器与设备, 2019, 7(4), 246-250Published Online December 2019 in Hans. /journal/iaehttps:///10.12677/iae.2019.74033Improvement of Glue-Feeding System forZJ17Bin Lin, Shengping Chen, Hongcheng LiHongta Tobacco (Group) Co. Ltd., Yuxi YunnanReceived: Nov. 25th, 2019; accepted: Dec. 12th, 2019; published: Dec. 19th, 2019AbstractIn the production process of ZJ17, the glue-supplying system of the connecting machine fre-quently fails, resulting in the shutdown of the glue-feeding device due to the insufficient amount of glue on the water-pine paper. Through analysis, the glue supply system of ZJ17 coil equip-ment in our factory adopts pressure type glue supply, which requires the whole glue supply system to have good sealing property. However, the randomly matched rubber barrel has poor sealing performance, which results in insufficient pressure due to air leakage in the rubber barrel. Dry rubber layer is easy to form on the latex liquid level, rubber barrel sealing ring is easy to be damaged and fail, and the rotating cylinder that controls the supply and stop is easy to be damaged due to frequent movement, which leads to a high failure rate of the system. In view of the problems existing in the pressure feed system, we put forward pump feed system to replace the pressure feed system.KeywordsZJ17, Glue Supply System, Pressure Type, Rubber Pump TypeZJ17卷接机组接装机供胶系统改进林斌,陈生平,李泓呈红塔烟草集团有限责任公司,云南玉溪收稿日期:2019年11月25日;录用日期:2019年12月12日;发布日期:2019年12月19日摘要ZJ17卷接机组生产过程中接装机供胶系统故障频发,导致水松纸上胶装置胶量不足而停机。

ZJ17卷接机组封闭式自动供胶装置的改进研究ZJ17卷接机组为常德烟机生产的7000支卷烟生产设备,是国内卷烟生产企业的主力机型。
从2011年10月起,我公司陆续引进了12台ZJ17机组,成为卷包车间的主要卷接机型。
ZJ17卷接机组运行的稳定性将直接影响卷包车间的“产、质、耗”。
现ZJ17卷接机组的供胶,搭口胶采取重力式供胶方式,胶桶布置于SE卷接机上方,采用开放式人工注胶方式加胶。
接装胶采用泵送式供胶,位于MAX接嘴机后方。
均采用开放式人工注胶方式加胶。
ZJ17整个供胶系统在使用中存在维修频率高,换件费用大、保养难度高等问题。
①加胶工劳动强度高,存倾倒风险搭口胶采用重力式供胶,胶桶位置较高达到1.6米,加胶时需要人工扛起12.5KG的胶桶,往桶内注胶,跨度高,劳动强度大。
接嘴胶位于MAX接嘴机后方,虽采用泵送供胶,但桶身也高达1.4米,操作跨度也较高。
同时由于接嘴胶用量较大,加胶频次约为搭口胶的两倍。
在人工操作注胶过程中极容易将胶液倾倒到设备表面,造成设备脏污。
1.1 一天(四班)生产加胶频次、数量统计类别加胶频次(次·台/天)加胶量(台/天)搭口胶850KG接装胶8125KG合计16175KG从上表可以看出,单台设备一天的计加胶频次达16次,加胶量为175KG,车间12台设备加胶频次达192次,加胶量达2100KG,加胶工的的劳动强度较高。
②缺乏胶液实时监测,容易发生胶桶内无胶、少胶造成烟支质量缺陷搭口胶注胶过程中,胶液液位需通过人工确认,设备生产过程中,也需要人工时刻关注避免胶液干涸,进而造成烟支在生产过程中发生质量问题,造成烟支暴口的质量缺陷。
同样接嘴胶注胶过程,胶液液位也需要通过人工确认,由于接嘴胶位于设备后部,在使用过程中无法及时的观察胶液液位,存在胶液干涸时会造成胶缸中缺少胶液,水松纸无胶、少胶、造成烟支搓接不良、烟支漏气、掉头的安全隐患。
③胶液易风干、易受污染、影响设备正常运行搭口胶与接嘴胶胶桶均为非封闭式,清扫保养过程中,烟丝、烟末会飞入胶桶内部,污染胶液。
传动轴平衡片加工的工艺改进周永川许昌远东传动轴股份有限公司 (河南省 许昌市 461111)摘要 传动轴平衡片具有体积小、数量多的特点,在以前的加工过程中,由于加工工艺路线较长,设备及模具结果选用的不合理,使平衡片在生产加工过程中生产效率低、材料利用率低。
通过不断改进加工工艺,选用合适的设备和合理的模具结构,解决了传动轴平衡片在生产加工过程中生产效率低、材料利用率低的问题,使传动轴平衡片的加工由单工序向复合工序,由人力作业向设备自动送料作业的转变。
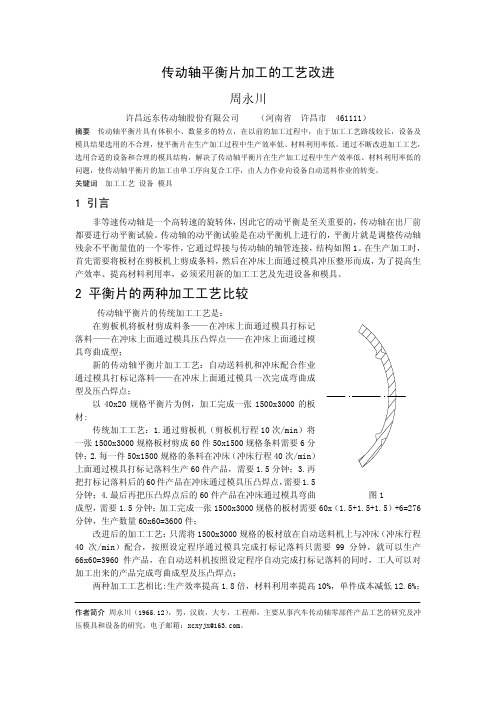
关键词加工工艺设备模具1 引言非等速传动轴是一个高转速的旋转体,因此它的动平衡是至关重要的,传动轴在出厂前都要进行动平衡试验。
传动轴的动平衡试验是在动平衡机上进行的,平衡片就是调整传动轴残余不平衡量值的一个零件,它通过焊接与传动轴的轴管连接,结构如图1。
在生产加工时,首先需要将板材在剪板机上剪成条料,然后在冲床上面通过模具冲压整形而成,为了提高生产效率、提高材料利用率,必须采用新的加工工艺及先进设备和模具。
2 平衡片的两种加工工艺比较传动轴平衡片的传统加工工艺是:在剪板机将板材剪成料条——在冲床上面通过模具打标记落料——在冲床上面通过模具压凸焊点——在冲床上面通过模具弯曲成型;新的传动轴平衡片加工工艺:自动送料机和冲床配合作业通过模具打标记落料——在冲床上面通过模具一次完成弯曲成型及压凸焊点;以40x20规格平衡片为例,加工完成一张1500x3000的板材:传统加工工艺:1.通过剪板机(剪板机行程10次/min)将一张1500x3000规格板材剪成60件50x1500规格条料需要6分钟;2.每一件50x1500规格的条料在冲床(冲床行程40次/min)上面通过模具打标记落料生产60件产品,需要1.5分钟;3.再把打标记落料后的60件产品在冲床通过模具压凸焊点,需要1.5分钟;4.最后再把压凸焊点后的60件产品在冲床通过模具弯曲 图1成型,需要1.5分钟;加工完成一张1500x3000规格的板材需要60x(1.5+1.5+1.5)+6=276分钟,生产数量60x60=3600件;改进后的加工工艺:只需将1500x3000规格的板材放在自动送料机上与冲床(冲床行程40次/min)配合,按照设定程序通过模具完成打标记落料只需要99分钟,就可以生产66x60=3960件产品,在自动送料机按照设定程序自动完成打标记落料的同时,工人可以对加工出来的产品完成弯曲成型及压凸焊点;两种加工工艺相比:生产效率提高1.8倍,材料利用率提高10%,单件成本减低12.6%;作者简介 周永川(1965.12),男,汉族,大专,工程师,主要从事汽车传动轴零部件产品工艺的研究及冲压模具和设备的研究,电子邮箱:xcxyjx@。

ZJ17卷接机组针辊电机控制系统交流伺服改造研究张海峰;朱超伦【摘要】我厂从1990年开始陆续引进ZJ17卷接机组,目前已拥有20台套,该机设计结构流畅,模块式安装,具有维修拆卸更换简单、运行稳定可靠的特点,但其伺服驱动全部采用直流调速系统,特别是针辊直流电机,在连续运行时,碳针易磨损、使用周期短、更换又不方便,电机常常因铜头磨损严重而不能使用,调速器是线路板式硬逻辑控制,故障率高,故障也不易查找,且直流电机和碳针价格较贵,基于上述原因,决定采用交流伺服控制系统替代原针辊直流调速系统,通过试验,此项技术改造具有推广前景.【期刊名称】《黑龙江科学》【年(卷),期】2018(009)016【总页数】3页(P6-8)【关键词】交流伺服控制器;交流伺服电机;ZJ17卷接机组;直流电机【作者】张海峰;朱超伦【作者单位】吉林烟草工业有限责任公司长春卷烟厂,长春 130000;吉林烟草工业有限责任公司长春卷烟厂,长春 130000【正文语种】中文【中图分类】TS43;TP273我厂从1990年陆续引进ZJ17卷接机组,到目前已拥有20台套,该机设计结构以人为本,模块式安装,具有拆卸更换简单、运行稳定可靠的特点,但其伺服驱动在二十多年的使用过程中,针辊电机断路器Q16不明原因跳闸,合上后又能正常开机,测速发电机磁体松动,测速不准,反馈波动。
碳针接触面凹凸不平、滑环没有亮光,新更换的碳针又很快磨短,电机维修时,滑环的相对同心度、接触面的吻合及沟槽下刻,国内的修理厂家保证不了工艺,电机主轴的同心度误差变化,造成碳针纵向跳动,很快报废,所以只能更换新电机。
由于针辊调速伺服器过载能力差,运行跳跃,产生竹节烟、空头烟,从而造成材料浪费。
而交流伺服调速系统,伺服器基本免维护,交流伺服电机没有碳针、换向器,测速电机使用寿命较长。
ZJ17卷接机组针辊调速系统的直流驱动器保护功能相对完美,但维护直流电机需要有很强的动手能力,稍有不慎,就会耽误生产,还会直接造成调速器损坏,其线路板式硬逻辑连接,故障不易查找,且每套价格上万元,订货周期很长。
提高轧机传动轴运行稳定性改造通过对轧机传动轴和轧辊的连接结构进行局部改进,提高传动轴联接套的使用寿命,改善设备工况,提高生产轧制板板质量。
标签:传动轴;稳定;改造引言华南某钢铁厂热轧1450生产线粗轧机传动轴轧辊联接套使用寿命短,在使用过程中,由于轧辊联接轴内孔磨损快,联接套与轧辊配合间隙变大,导致粗轧机传动轴产生晃动,存在严重的设备隐患,对轧制板形造成了严重影响。
经过和专业制造厂家沟通,传动轴联接套材料已进行了大幅改进,但使用效果仍不理想,需从现有设备结构进行改进,以提高联接套使用寿命,保证产品质量。
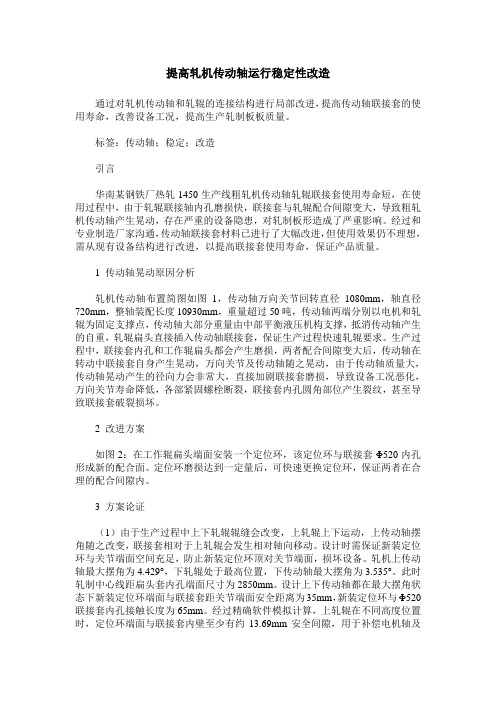
1 传动轴晃动原因分析轧机传动轴布置简图如图1,传动轴万向关节回转直径1080mm,轴直径720mm,整轴装配长度10930mm,重量超过50吨,传动轴两端分别以电机和轧辊为固定支撑点,传动轴大部分重量由中部平衡液压机构支撑,抵消传动轴产生的自重,轧辊扁头直接插入传动轴联接套,保证生产过程快速轧辊要求。
生产过程中,联接套内孔和工作辊扁头都会产生磨损,两者配合间隙变大后,传动轴在转动中联接套自身产生晃动,万向关节及传动轴随之晃动,由于传动轴质量大,传动轴晃动产生的径向力会非常大,直接加剧联接套磨损,导致设备工况恶化,万向关节寿命降低,各部紧固螺栓断裂,联接套内孔圆角部位产生裂纹,甚至导致联接套破裂损坏。
2 改进方案如图2:在工作辊扁头端面安装一个定位环,该定位环与联接套Φ520内孔形成新的配合面。
定位环磨损达到一定量后,可快速更换定位环,保证两者在合理的配合间隙内。
3 方案论证(1)由于生产过程中上下轧辊辊缝会改变,上轧辊上下运动,上传动轴摆角随之改变,联接套相对于上轧辊会发生相对轴向移动。
设计时需保证新装定位环与关节端面空间充足,防止新装定位环顶对关节端面,损坏设备。
轧机上传动轴最大摆角为4.429°,下轧辊处于最高位置,下传动轴最大摆角为3.535°。
此时轧制中心线距扁头套内孔端面尺寸为2850mm。

国产胶辊胶圈技术现状分析胶辊胶圈是关键的纺纱器材。
多年来,在全国纺织橡胶厂和纺织厂的共同努力下,国产胶辊胶圈的科技含量提高,适纺性增强,使用寿命延长。
但在应用中还存在不少问题,其性能与国外先进产品相比还存在一定的差距。
全国胶辊胶圈专业组对我国纺织橡胶厂的产品进行了广泛的调研,总结分析了国产胶辊胶圈存在的质量问题,以促进纺织橡胶厂有针对性、有目的地进行改进,进一步提高国产胶辊胶圈的性能。
1 国产丁胶辊存在的主要质量问题及改进建议1.1 国产丁腈胶辊存在的主要问题众所周知,理想的纺纱胶辊必须具有良好的弹性,较小的压缩变形,优良的耐磨性和导电性,良好的吸放湿性,稳定的硬度及抗臭氧耐老化性能等。
目前,国产丁腈胶辊存在的主要问题如下:(1)各纺织橡胶厂生产的丁腈胶管批与批之间存在着质量差异,表现在:①硬度变化较大。
如单层大套差胶辊上车不到六个月硬度增加邵尔A5°~8°;双层胶辊增加邵尔A2°~4°;铝衬套胶辊增加邵尔A1°~2°,其表面的整体弹性下降20%~40%,退壳后不能再用而增加了使用厂的生产成本。
国外产品使用3年后,其表面硬度上升邵尔A2°~3°,放置3年却只增加邵尔A1度,弹性下降10%左右,其表面无龟裂、颜色无变化;铝衬套胶辊退壳后还能继续使用;②胶辊厚薄不一,内孔圆整度较差,其中以单层胶管尤为突出。
(2)国产双层胶管材质存在着差别,各制造厂在生产中因工艺、设备及操作上存在着差异,致使内层骨架的厚度、硬度和内壁粗糙度存在着一定的差异,使其对成纱质量产生不利的影响。
(3)胶管的强力线材料存在着差异(伸缩率及强力达不到设计要求),降低了对轴承芯壳的抱合力,故在加压运行中部分产生脱壳。
由于在配方、工艺设计及操作中存在着问题,致使胶辊使用不久即表面产生早衰龟裂,有的表面产生气泡或小块的胶料脱落。
(4)细纱双层胶管内层骨架采用螺旋沟槽结构,其本意是想减少脱壳,但在实际运转中其表面的弹性与硬度易发生变化(特别是胶辊磨砺直径减小后),对成纱质量的改善有一定的影响,故弊多利少而不可取。
ZJ17型卷烟机MAX接装纸与供胶辊接触形式的改进摘要:由于ZJ17卷烟机 MAX接装机上接装纸与供胶辊的接触形式不太合理,工作时接装纸与供胶辊涂胶区的接触面积及包角较小,纸与供胶辊接触时不稳定,经常因涂胶面积不匀,导致烟支与滤嘴接装后漏气、翘边等问题,影响卷烟质量。
为此对纸与供胶辊的接触形式进行了改进,采用加装压纸导辊并使压纸导辊支架与抬纸杆连接、利用开机时抬纸杆下落,带动压纸导辊向下运动,下压接装纸,增加接装纸与供胶辊涂胶区的接触面积及包角,延长涂胶的区域,使接装纸与供胶辊的接触形式由线接触蘸胶变为弧型面接触涂胶的方式。
应用效果表明:ZJ17卷烟机 MAX接装机采用弧型面接触涂胶方式,基本上解决了因涂胶不匀造成的漏气、翘边等现象,提高了卷接质量的稳定性和可靠性。
关键词:接装纸涂胶区压纸导辊包角ZJ17卷烟机 MAX接装机上向接装纸的供胶装置是胶池结构,在胶池内由控胶辊控制胶膜形状和胶量,供胶辊和控胶辊在作纯滚动的过程中获得胶膜形状和厚度,供胶辊向接装纸提供所需乳胶,接装纸与供胶辊接触时进行纸面涂胶,结构紧凑简单。
但由于现在多数接装纸的表面设计多采用印刷卷烟品牌与装饰线相结合,造成纸盘的表面不平整,当与供胶辊涂胶区接触时,导致在接装纸涂胶面的两外侧边涂不匀,从而产生漏气、翘边等问题。
并且由于受供胶装置结构及位置所限制,滤嘴烟支在接装过程中控胶辊需要满足各种宽度规格的接装纸。
而供胶装置支架对控胶辊和供胶辊的相对位置及其它部件的配合位置无法重新定位,只有通过加大供胶量来保证接装效果,但是胶量过大又带来鼓轮粘胶、接装纸皱纹等现象,影响烟支外观,为此考虑加大接装纸的涂胶区域,以达到粘接牢固。
1 存在问题实际生产中由于不同厂家接装纸的定量、卷曲弹性等质量特性都有偏差,原纸的吸胶性能、储存环境及水分存在差异,造成接装纸易出现两边向上翻卷,特别是生产高档卷烟使用的烫金接装纸或镭射覆膜接装纸,表现更为明显,使接装纸因上胶不均匀产生翘边或粘接不牢,出现质量缺陷;供胶辊的直径为69mm,周长为216.76mm,接装纸在与供纸辊接触时,由于导纸块与供胶辊的角度所限,导致接装纸与供胶辊的接触面积较小近似于直线,接触区域弧长仅为20mm长(如图1所示),而20mm长接触面对供胶辊的包角较小只有33°(20/216.76×360°=33°),致使接装纸在涂胶时与供胶辊处于蘸胶状态,当使用的接装纸出现两边向上翻卷时,易出现两边涂不上胶,接装纸接口开边或翘边;当纸因薄厚不一致时,纸出现上下跳动,会造成接装纸瞬间无胶或胶涂不匀,造成漏气,为了保证产品的合格率,需通过烟支检测系统调定漏气门坎的电气参数值,加大剔除量的方法才能完成,由于加大了漏气门坎的电气参数值,增加了因烟支漏气的剔除量,不但产生了大量消耗,且仍存在质量缺陷。
ZJ17卷接机卷烟纸补偿伺服装置传动轴的校核作者:戴团结来源:《科学与财富》2016年第01期摘要:在ZJ17卷烟机卷烟纸补偿装置中,电动机传动轴是伺服装置的核心零件。
本文通过对传动轴进行强度和刚度校核,从而在机械方面保证了伺服装置工作的稳定可靠。
关键词:卷烟纸补偿伺服装置强度刚度由于ZJ17卷烟机原机设计的卷烟纸补偿装置存在故障率高、调节能力不足等问题,我司采用伺服控制技术对装置进行升级改进,以减少装置的机械故障,提高设备运行稳定性。
改进后的卷烟纸补偿伺服装置与电动机连接的传动轴工作时主要承受扭矩作用,而且启动时有一定冲击,综合考虑金属特性及装置工作要求,传动轴轴的材料选择45#钢。
传动轴零件图如图1所示。
传动轴的装配示意图如图2所示。
一、传动轴的强度校核改进后的传动轴是阶梯轴,而阶梯轴的轴肩是引起应力集中的危险部位,所以用有限元分析软件软件ANSYS对阶梯轴进行应力集中的有限元分析,以校核传动轴因应力集中导致疲劳破坏的可能。
在有限元分析软件中,ANSYS 软件最常为用户选用。
ANSYS公司于二十世纪七十年代成立,ANSYS 软件现在已经是融电磁学、声学、结构力学、热力学、流体学为一体的软件,广泛应用于机械、汽车、航空航天、石油化工、造船、医学等行业,目前几乎所有的CAE/CAD 软件均开发了与ANSYS的专用接口,实现数据的共享和交换。
ANSYS软件适用于Windows 和Linux操作系统,并同时有32位和64位两种版本。
校核步骤如下:1、在Pro/E中对传动轴进行建模,建立如图3的传动轴实体模型。
2、在ANSYS中定义传动轴的材料属性:45#钢,弹性模量E=2.06×105MPa,泊松比μ=0.34,密度为ρ=7.80×106g/m3。
3、如图4-4,采用八节点六面体单元solid185对传动轴进行有限元网格划分,共计50579个节点,划分20540个单元。
4、建立约束并施加载荷(见图5):轴承处径向位移约束;在输入端面轴向位移约束;取输入端面一点轴向位移约束;输入端及输出端施加等大反向的扭矩T=1.013Nm。
ZJ112卷接机组上胶辊驱动块装置的改进付保摘要:针对ZJ112卷接机组MAX上胶装置在使用过程中,上胶辊驱动块上的圆柱销经常磨损或折断,致使上胶辊有定位不准或停转现象,产生烟支的掉咀、漏气现象,严重影响产品质量。
根据键连接是通过键实现轴和轴上零件间的周向固定以传递运动和转矩的工作特点,提出了将上胶辊的驱动传动由圆柱销改进为凸缘联轴器联接,靠联轴器凸缘侧面挤压传递转矩,达到传递动力的目的。
经应用零部件磨损程度和故障现象大幅度降低,缩短设备维修时间,减少了卷烟物耗、保证了烟支搓接质量和生产正常进行。
关键词:圆柱销;磨损;凸缘联轴器1.存在的问题ZJ112卷接机组MAX上胶装置在设备运行过程中,上胶辊驱动块上的圆柱销(GB/T119.1-5m6×12)经常会磨损或折断,致使上胶辊出现停顿和停转现象。
此时,极易出现烟支的掉咀、漏气现象,严重影响产品质量;久而久之,因圆柱销的损坏,导致上胶辊支撑轴的磨损,严重时就要停车维修,增加了备件的维修费用和维修人员的劳动强度。
根据设备技术要求,上胶传动装置零部件安装紧凑,安装要求精度较高,因此,该部位发生故障后维修用时较长。
2.上胶辊传动装置结构分析上胶辊涂胶表面为全光滑圆柱面,下胶辊工作表面不是一个完整的平面,在与上胶辊之间作相向运动时,凸出的部分与上胶辊表面接触,凹下的部分与上胶辊表面不接触,此处的胶液不会被挤出,在其表面形成了厚度为0.025mm~0.03mm的一层胶膜,当水松纸在上胶辊的表面运行时,这一层胶膜就被均匀的涂敷在水松纸上,以便于进行烟支搓接。
图1 上胶辊结构系统示意图从(图1)上胶辊结构系统示意图中可以看出,圆柱销连接的驱动块通过螺纹与支撑轴连接,上胶辊装入支撑轴,上胶辊内端面的销孔插入与驱动块连接的圆柱销,锁紧上胶辊锁紧帽,完成安装。
在机械设计中,圆柱销的用途十分广泛。
分为普通圆柱销、内螺纹圆柱销、螺纹圆柱销、带孔销、弹性圆柱销等几种,多采用优质碳素结构钢为原材料制造。
传动轴设计优化与改进传动轴是汽车传动系统中的重要组成部分,主要用于传递发动机的动力至车轮,实现汽车的行驶。
传动轴的设计优化与改进对汽车性能的提升具有重要意义。
本文将从传动轴的优化设计、材料选择和制造工艺等方面进行探讨。
在传动轴的设计优化方面,可以采用多种方法来提升其性能。
一种常见的方式是通过减小传动轴的重量来降低传动系统的惯性。
较轻的传动轴可以减少转动惯量,提高车辆的加速性能和燃油经济性。
此外,还可以通过优化传动轴的结构和形状,提高其刚度和强度,从而减小传动轴在运动过程中的变形和振动,提升车辆的稳定性和操控性。
在传动轴的材料选择方面,应根据传动轴所承受的载荷和工作环境的要求,选择合适的材料来制造传动轴。
一般来说,传动轴要具备足够的强度、刚度和耐疲劳性能。
常用的传动轴材料有碳素钢、合金钢和铝合金等。
碳素钢具有较高的强度和韧性,适用于承受较大载荷的传动轴。
合金钢具有优异的耐疲劳性能和耐磨损性能,适用于高速运动的传动轴。
铝合金具有较低的密度和良好的导热性能,适用于减小传动轴重量的要求。
因此,在设计传动轴时,应根据具体情况选择合适的材料。
在传动轴的制造工艺方面,需要考虑生产成本、工艺复杂度和制造精度等因素。
传动轴通常采用冷挤压、热挤压、锻造和机加工等工艺进行制造。
冷挤压工艺适用于大批量生产,能够提高生产效率和降低成本。
热挤压工艺适用于制造复杂形状的传动轴,能够提高材料利用率和制造精度。
锻造工艺适用于制造大型传动轴,能够提高材料的强度和耐疲劳性能。
机加工工艺用于加工轴的精度要求较高的部位,能够提高传动轴的装配精度和运动平衡性。
因此,在传动轴的制造过程中,应根据具体要求选择合适的工艺。
传动轴的设计优化与改进对汽车的性能提升具有重要意义。
在设计优化方面,可以通过减小传动轴的重量、优化结构和形状等方式来提升其性能。
在材料选择方面,应根据传动轴的要求选择合适的材料,以满足其强度、刚度和耐疲劳性能等要求。
在制造工艺方面,需要考虑生产成本、工艺复杂度和制造精度等因素,选择适合的工艺来制造传动轴。
ZJ17涂胶辊传动轴改进
作者:李光
来源:《中国科技纵横》2018年第01期
摘要:ZJ17巻接机组水松纸涂胶系统中,涂胶辊由辊轴上的传动销传递扭矩,外端滚花手母锁紧。
生产过程中经常造成传动键、传动轴与涂胶辊配合孔异常磨损,影响涂胶质量。
涂胶辊轴如果磨损后更换工作量大。
为提高设备维修效率与操作便捷性,避免出现产品质量缺陷,通过对锁母、涂胶辊轴结构进行改进,延长设备相关部件使用寿命,提高产品质量保障能力。
关键词:扭矩;螺纹;差动;控胶辊;手母
中图分类号:TS43 文献标识码:A 文章编号:1671-2064(2018)01-0088-02
ZJ17巻接机组在生产过程中经常因涂胶辊传动销、传动轴与涂胶辊配合孔异常磨损磨损,出现掉头、漏气、水松纸泡皱等接装质量问题。
经观察和分析,涂胶辊锁紧手母锁紧扭矩不足,是造成涂胶辊传动键磨损,涂胶不均,造成产品质量问题的根本原因。
针对锁紧手母在锁紧扭矩不足,对锁紧手母进行改进,从根本上解决了因涂胶辊安装、拆卸不便造成的锁紧扭矩不足涂胶辊、轴、传动销异常磨损的问题。
同时对涂胶辊轴结构进行了快捷维修改进,缩短了因涂胶辊轴磨损所需的维修时间,延长了涂胶辊轴使用寿命。
1 存在问题和原因分析
涂胶辊是水松纸涂胶的关键零件,涂胶辊的传动精度直接影响水松纸对滤嘴和烟支接装质量。
所以传动精度要求高,胶辊轴与涂胶辊传动销经常出现较严重的磨损,严重影响涂胶质量。
涂胶辊、传动销属易损零件更换方便,所需维修时间5分钟,涂胶辊轴为关键传动部件,后部联接胶辊驱动电机、MAX胶辊传动齿轮和超越离合器,前段为水松纸涂胶驱动部件,结构复杂,更换涂胶辊轴需要3小时以上。
生产过程中,锁母松动无法通过观察发现,导致涂胶辊产生不应该出现的与涂胶辊轴的轴向相对运动。
根据设备使用需要,涂胶辊轴与涂胶辊内孔配合为间隙配合公差为H7/f6,长时间的轴向窜动和两零件接触面的滚压作用,造成涂胶辊轴与涂胶辊安装孔的配合面磨损、传动销磨损。
经长期观察,发现涂胶辊、轴磨损程度外端比内端严重,整个涂胶辊内孔磨损形内小外大的喇叭口状,配合最大间隙可达0.41mm。
设备运行时,涂胶辊轴线在下控胶辊向上压力的作用下,与辊轴轴线产生夹角,导致涂胶辊轴线与水松纸运行平面不平行,涂胶时水松纸涂胶区两侧压力不一致,导致涂胶辊轴线与水松纸平面间距小的一侧涂胶压力减小,易造成涂胶不均,行成质量隐患[1]。
2 锁紧手母、涂胶辊轴改进可行性、适应性、可靠性分析和实施
2.1 手母锁紧结构设计和工作原理
手母设计为闭环,采用消隙锁紧结构,圆柱面滚0.5mm×0.5mm横纹,与涂胶辊轴配合螺纹为间隙配合,手母平行圆柱面横切宽1.5mm深槽,外侧开M6螺纹孔。
手母工作原理如图1所示,M8螺纹孔向外端,内安装M8顶丝,轻微接触内片,当手母M14螺纹旋至手母内表面与涂胶辊轴外端接触并螺纹旋紧后,旋紧M8顶丝,消除M14螺纹间隙,同时将内侧片压向涂胶辊轴端面,起增大预紧力作用,防止M14螺纹松动[2]。
2.2 涂胶辊轴改进的原理
涂胶辊轴为涂胶系统关键传动零件,后端联接胶辊驱动电机、MAX胶辊传动齿轮和超越离合器,前端为水松纸涂胶驱动部件,结构复杂,更换需要3小时以上,为缩短维修时间进行改进。
改进设计图纸见图2、图3所示。
(1)加工与轴杆配合的轴套。
(2)轴杆与轴套配合公差H7/h6,以轴肩定位、
M26×1mm细牙螺纹锁紧。
加工32mm间距对称平面,方便使用扳手拆装。
(3)如发现涂胶辊轴与涂胶辊配合间隙增大,轴头磨损,可将轴套用32mm扳手拆下进行更换。
(4)涂胶辊轴改进利用拆下旧件,仅外端磨损旧件进行加工,轴套结构简单、加工方便,更换便捷。
改进后涂胶辊轴维修时间可由3小时以上缩短至5分钟以内,大大提高维修效率。
3 结语
改造后的涂胶辊轴、螺纹消隙锁紧装置,较改进前更便于安装拆卸、维修,延长了本身使用寿命外,还延长了涂胶辊、涂胶辊轴、涂胶辊传动销这几个相关零部件的使寿命,减少了维修时间。
将换下的涂胶辊轴进行加工改进,仅300元加工费的投入,缩短了涂胶辊轴的维修时间,降低了备件的消耗,为及时解决产品质量隐患提供了有效的保障。
参考文献
[1]林望国.关于ZJ17卷烟机冷却系统分析[J].科技创新与应用,2016,(15):110.
[2]陈光伟,花军,史铁槐.辊筒式单板涂胶机工作原理与结构[J].中国人造板,2015,(18):15-21.。