产品首件鉴定(First Article Inspection)报告
- 格式:doc
- 大小:128.50 KB
- 文档页数:3
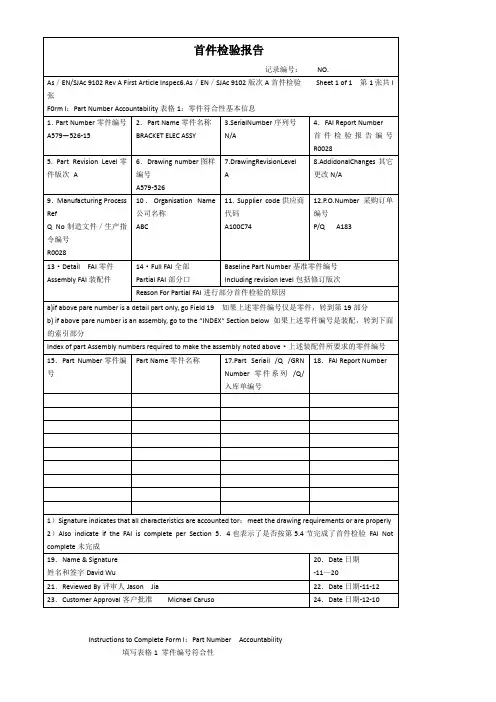
Instructions to Complete Form l:Part Number Accountability 填写表格1 零件编号符合性This form is used to identify the part that is being first—article inspected(FAI part)and associated subassemblies or detail parts.本表格用于说明进行了首件检验(FAM)的零件,和有关部装件或零件。
NOTE注意:1.The ABC Daycode and the Total Sheets Contained in this Report to be at the top of the QADl61 sheet.ABC公司的日期代码和在本报告中的总张数置于QADl61表的顶端.2.Fields 1-4 are repeated on all forms for convenience and traceability.为便于可追溯性,第1-4部分在所有表格上都予以重复。
1) (R) Part Number:Number of the part(FM part).零件编号:零件的编号(用于首件检验的零件)。
2) (R) Part Name:Name of the part as shown on the drawing.零件名称:图样上所示的零件的名称。
3) (CR) Serial number:Serial number of the part.系列编号:零件的系列编号。
4) (R) FAI Report Number:Reference number that identifies the FAI.For ABC this will be Q Number for Subcontractors theirWork Numbers.首件检验报告编号:用于明确首件检验的引用编号。

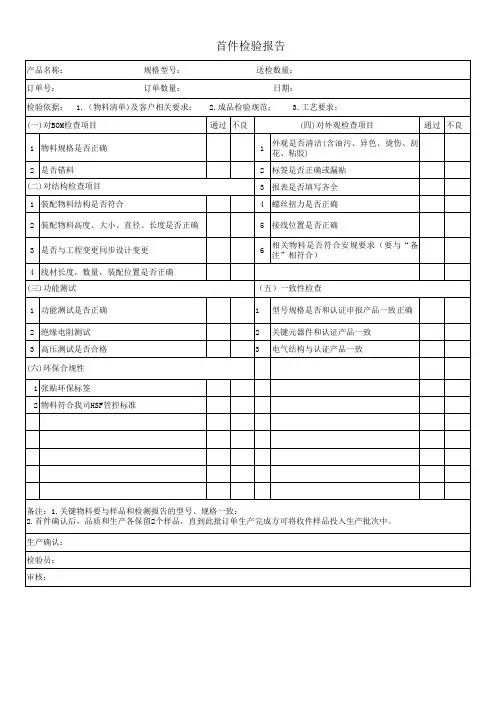
Item 序号Quality 数量A 5B 5C 5D 5E 0F1A Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6B Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6C Method 方法1Measure 2Measure 3Measure4D Method 方法1Visual 2Visual 3Measure4E Method 方法1Test 2Test 3Test4F Method 方法1Visual 2Test 3Visual 4Visual 5Visual61. 2.3.4.1. 2.3. 4.1. 2.3.First Article Inspection Report首件样品检测报告Customer Name :客户Customer Part Number :客户零件编号Customer Part Name:客户零件名称Supplier Name 供应商Supplier Part Number :供方零件编号File No.文件编号Prepared By 制作Check 审核Date:日期Evaluation 评估Total quatity 总样品数量Inspection Standard 检验标准PassPROJECT/EVALUATION TEAM 评估成员Department 部门Name 姓名Evaluation 评估Comments 意见Project Manager Machanical Engineer Quality EngineerEVALUATION SUMMARY 评估总览APRV:approve or acceptable REJ: reject DEV :accept on deviation .Category 分类:Result 判定Remarks 备注Part Struction 结构Appearance and Cosmetics 外观Dimensions Measurement 尺寸Assembly - Mechanical 组装Reliability 可靠性Packaging 包装EVALUATION DETAILS 评估详情Part Struction 结构Result 判定Defects description 不良描述Structure match design 结构Draft angle type match design 拔模角度Texture or polish as request 晒纹/抛光Material as requestion 材料Surface finish as design(Paint,Print…) 表面处理Other 其他Appearance and Cosmetics 外观Result 判定Defects description 不良描述Appearance cleanliness inspection. 表面清洁度Surface check no flash,knife line,color spot,broken… 表面缺陷Part color as request 颜色Surface finish (Painting,Pringt location, color, texture). 表面处理Overall inspection of final assembly. 组件整体外观Other 其他Dimensions Measurement 尺寸Result 判定Defects description 不良描述Criticial dimentions per drawings 关键尺寸Reference dimensions per drawings 参考尺寸Final assmbly dimension. 装配尺寸Other 其他Assembly - Mechanical 组装Result 判定Defects description 不良描述Assembly process viable 外观检查No loose or interference 间隙/干涉Assembly part match drawings 匹配图纸Other 其他Reliability 可靠性Result 判定Defects description 不良描述Reliability testings 可靠性测试Air impermeability testing 气密性测试Regular features performance 常规功能测试Product packaging bag (Material, dimensions, appearance). 包装袋Box label (location, content, material). 箱标签Other 其他Packaging 包装Result 判定Defects description 不良描述Product box(Material,printing,dimensions,appearance) 包装箱Overall Evaluation Results综合判定SOLUTIONS&PLAN 解决方案和计划ADDITIONAL NOTES & COMMENTS 评论及建议Product qulity correct ,remainder box have marked 品质标识Other 其他DEFECTS ANALYSIS 不良问题分析Pacckging reliability: Protecting product. 包装可靠性APRV REJ DEV Rigid 严格Normal 一般Lax 宽松APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEVPAGE 1 OF 1 PAGE。
Instructions to Complete Form l:Part Number Accountability 填写表格1 零件编号符合性This form is used to identify the part that is being first—article inspected(FAI part)and associated subassemblies or detail parts.本表格用于说明进行了首件检验(FAM)的零件,和有关部装件或零件。
NOTE注意:1.The ABC Daycode and the Total Sheets Contained in this Report to be at the top of the QADl61 sheet.ABC公司的日期代码和在本报告中的总张数置于QADl61表的顶端.2.Fields 1-4 are repeated on all forms for convenience and traceability.为便于可追溯性,第1-4部分在所有表格上都予以重复。
1) (R) Part Number:Number of the part(FM part).零件编号:零件的编号(用于首件检验的零件)。
2) (R) Part Name:Name of the part as shown on the drawing.零件名称:图样上所示的零件的名称。
3) (CR) Serial number:Serial number of the part.系列编号:零件的系列编号。
4) (R) FAI Report Number:Reference number that identifies the FAI.For ABC this will be Q Number for Subcontractors theirWork Numbers.首件检验报告编号:用于明确首件检验的引用编号。
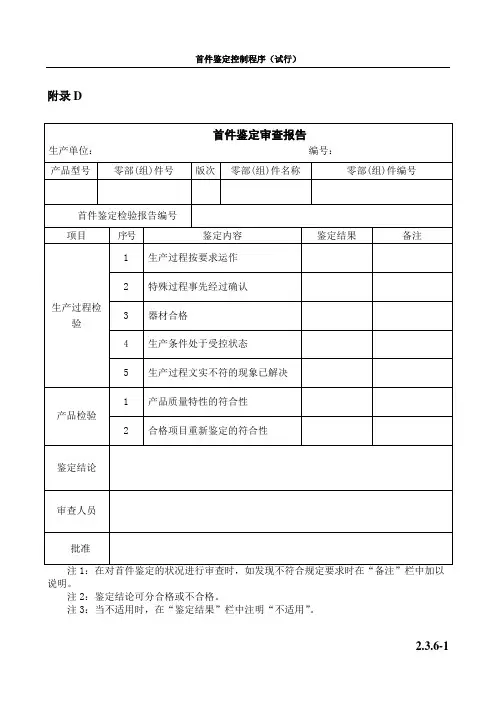

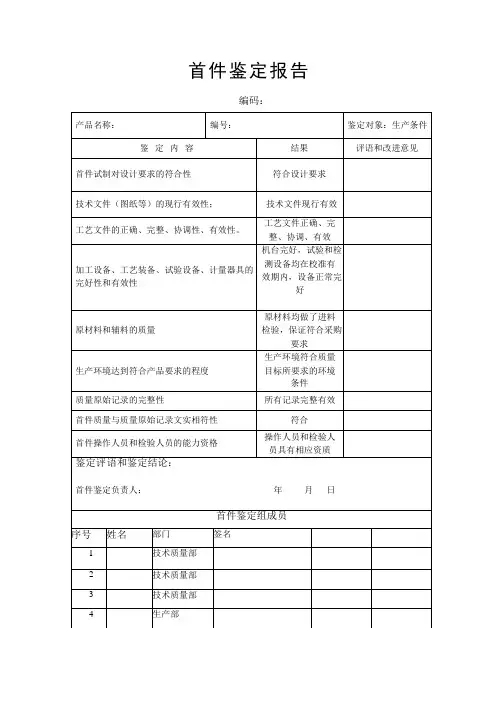
首件鉴定报告
HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
编号:
首件鉴定证书
零部(组)件图号:
零部(组)件名称:
生产单位:
鉴定日期:年月日
一、首件鉴定的目的和依据:
1、目的:根据质量体系管理的要求,为验证生产过程是否具备生
产的条件,并通过首件鉴定这一管理形式来检查、发现产品生
产过程中存在的问题,加以改进,避免发生批次性质量问题。
2、依据:根据GJB908及GJB9001B。
3、首件鉴定的概念:按照设计图样、工艺文件等技术文件的要求
对首件产品进行全面的工序和成品检查、考核,以确定生产工
艺和设备能否生产出符合设计要求的产品。
二、首件鉴定的主要内容:
1、首件的技术文件应完整、正确;
2、首件应符合设计要求;
3、选用的加工设备、工艺装备、计量器具应符合规定的要求;
4、首件质量与其原始质量记录应文实相符。
三、首件鉴定的组织
组长:
组员:
首件鉴定合格证。
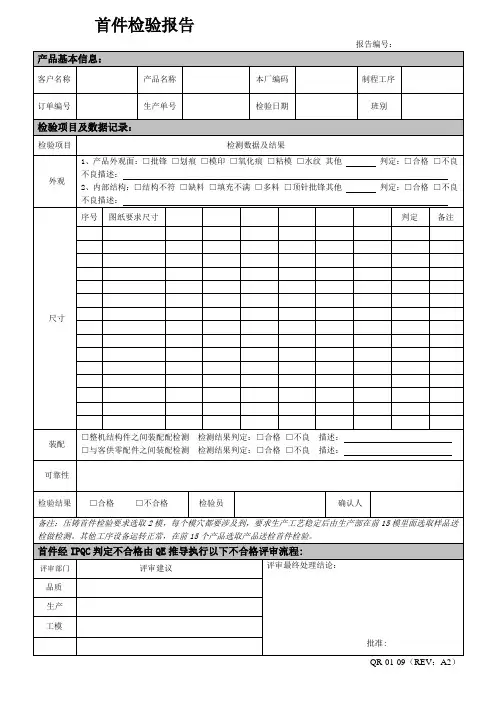
五金产品首件检验报告1. 检验目的本次首件检验目的为验证五金产品的外观、尺寸、性能等相关指标是否符合设计要求和客户需求,以确保产品质量和用户满意度。
2. 检验对象本次检验对象为一批五金产品,包括螺丝、螺母、螺栓等。
3. 检验方法本次检验采用以下方法:- 外观检验:检查产品表面是否有明显划痕、凹陷、氧化等缺陷。
- 尺寸检验:使用测量工具对产品尺寸进行精确测量,与设计图纸进行比对。
- 功能性能检验:根据产品设计要求,进行相应的功能性能测试。
4. 检验过程和结果4.1 外观检验在外观检验过程中,对每个五金产品进行了详细的检查。
经过检验,所有产品的表面均未发现任何划痕、凹陷和氧化现象,外观符合设计要求。
4.2 尺寸检验对五金产品的尺寸进行了精确测量。
通过与设计图纸进行比对,发现所有产品的尺寸均在设计范围内,符合要求。
具体的尺寸测量结果如下表所示:产品尺寸(mm)设计要求(mm)偏差(mm)- - -螺丝8 x 30 8 x 30 无螺母M8 M8 无螺栓8 x 40 8 x 40 无4.3 功能性能检验根据产品的设计要求和功能性能测试流程,对五金产品的功能性进行了检验。
经过测试,所有产品的功能正常,能够满足设计要求和客户需求。
具体的功能性能检验结果如下:- 螺丝:经过拧紧测试,螺丝固定力达到设计要求,没有出现松动现象。
- 螺母:经过螺丝固定测试,螺母能够正确的与螺丝配合使用,固定力适中。
- 螺栓:经过拧紧和固定力测试,螺栓能够承受设计负荷,无松动现象。
5. 检验结论本次五金产品首件检验结果如下:- 外观检验:所有产品外观符合设计要求,无明显缺陷。
- 尺寸检验:产品尺寸符合设计要求,未发现明显偏差。
- 功能性能检验:产品功能正常,能够满足设计要求和客户需求。
综上所述,本批五金产品的质量通过了首件检验,符合要求,可以进行下一阶段的生产。
同时,根据检验结果,还能对制造过程进行优化,提高产品质量和客户满意度。
6. 检验建议根据本次检验结果,建议在制造过程中进一步优化以下方面:- 优化产品外观的加工工艺,以减少可能的划痕、凹陷等缺陷的出现。
编号:
首件鉴定证书
零部(组)件图号:
零部(组)件名称:
生产单位:
鉴定日期:年月日
一、首件鉴定的目的和依据:
1、目的:根据质量体系管理的要求,为验证生产过程是否具备生产的
条件,并通过首件鉴定这一管理形式来检查、发现产品生产过程中
存在的问题,加以改进,避免发生批次性质量问题。
2、依据:根据GJB908及GJB9001B。
3、首件鉴定的概念:按照设计图样、工艺文件等技术文件的要求对首
件产品进行全面的工序和成品检查、考核,以确定生产工艺和设备
能否生产出符合设计要求的产品。
二、首件鉴定的主要内容:
1、首件的技术文件应完整、正确;
2、首件应符合设计要求;
3、选用的加工设备、工艺装备、计量器具应符合规定的要求;
4、首件质量与其原始质量记录应文实相符。
三、首件鉴定的组织
组长:
组员:
首件鉴定合格证。
首件鉴定总结范文小伙伴们!今天咱们来唠唠这个首件鉴定的事儿。
一、鉴定对象。
咱这次首件鉴定的对象啊,那可是个挺特别的玩意儿。
就像是一个新出炉的小宝贝,在正式走向大众之前,得先来个全面的“体检”。
这个产品是咱们团队费了好大劲儿才捣鼓出来的,大家都寄予了厚望呢。
二、鉴定过程。
# (一)外观检查。
首先就是外观这一关。
我就像个挑剔的顾客,眼睛瞪得像铜铃似的。
从上到下,从左到右,仔仔细细地打量着这个首件产品。
表面有没有划痕呀?颜色是不是均匀呢?尺寸看起来有没有那种不协调的感觉?这就好比看一个人的脸,哪怕有个小痘痘,咱也得发现。
不过呢,好在这个产品的外观基本没让我挑出啥大毛病,就像一个精心打扮过的小帅哥或者小美女,站在那儿让人看着还挺顺眼的。
# (二)功能测试。
外观过了,就到了功能测试这个重头戏了。
这就像是给这个产品出难题,看它到底有没有真本事。
我按照事先准备好的测试流程,一项一项地来。
就像让运动员参加各种比赛项目一样,每个功能都得发挥得稳稳当当才行。
刚开始的时候,还真有点小紧张呢,心里想着可别出啥岔子。
不过这个产品也算争气,大部分功能都顺利通过了测试。
但是呢,就像人无完人一样,还是发现了一两个小功能有点小脾气,不是那么听话。
比如说有个小按钮,按下去的时候反应有点慢,就像个刚睡醒的小懒虫,还得再催催它。
# (三)材料与工艺检查。
再说说材料和工艺这块儿。
这就像是看一个东西的内在品质。
材料是不是符合标准呢?工艺有没有偷工减料的地方?我拿着各种工具,又是量又是测的。
感觉自己就像个侦探,寻找着任何可能存在的蛛丝马迹。
好在经过一番侦查,材料是货真价实的,工艺方面也基本没啥大问题,就像盖房子,根基打得还是很牢的。
三、鉴定结果。
# (一)优点。
1. 整体设计合理。
这个产品的设计思路那是相当清晰的,各个部分之间就像配合默契的小伙伴,彼此之间的联系很自然。
就像一个设计精良的机器,每个零件都在它该在的位置,各司其职,协同工作,给人一种很舒服的感觉。