铝基板制作指示
- 格式:doc
- 大小:6.04 MB
- 文档页数:17

基板制作要求
1、铝基板尺寸:578mm*5mm (长*宽) 公差范围±0.2mm板厚度1mm公差范围:
±0.1mm;
2、导热系数要求>2.0,热阻值要求<0.175Ω;
3、阻焊颜色为白色,字符颜色为黑色,表面工艺为抗氧化,覆铜厚度2oz—6oz;
4、铝基覆铜板采用高散热铝基覆铜板,绝缘层由高导热的环氧树脂或其它树脂
构成;
5、铝基印制板温度冲击要求:从30℃加热至260℃,尺寸变化小于2.5~3.0%,
耐高温要求:300℃2分钟不起层不起泡;
6、冲外形后,铝基印制板边缘要求十分平整,无任何毛刺且板子翘曲度应小于
0.5%。
;
7、外观要求:铝基板绝缘层必须保持干净、干燥,保护膜需贴平整,不能有空
隙、气泡;
8、整个生产流程不许碰伤、触及铝基面以免擦花铝基面;
9、高压测试要求:DC1500V/10s ,100%印制板作测试,板面上脏物、孔和铝基边
缘毛刺、线路锯齿、碰伤任何一丁点绝缘层都会导致耐高压测试起火、漏电、击穿。
耐压测试板子分层、起泡,均不合格。

铝基板铝基板制作规范制作规范1.0福斯莱特铝基板制作规范前言随着电子技术的发展和进步,电子产品逐渐向轻、薄、小、个性化、高可靠性、多功能化已成为必然趋势。
福斯莱特铝基板顺应此趋势而诞生,该产品以优异的散热性,机械加工性,尺寸稳定性及电气性能在混合集成电路、汽车、办公自动化、大功率电气设备、电源设备等领域近年得到了广泛应用。
铝基覆铜板1969年由日本三洋公司首先发明,我国于1988年开始研制和生产,福斯莱特公司从2005年开始研发并小批量生产,为了适应量产化稳质生产,提升生产效率,并作为员工操作的依据,特拟制此份制作规范,此份文件同时也是本岗位新进员工培训之教材。
2.0福斯莱特铝基板制作规范适用范围本作业规范适用于铝基覆铜板的制作全过程。
3.0福斯莱特铝基板制作规范部门职责3.1.生产部负责本操作规范的执行,有疑问及时反馈到工艺等部门。
3.2.工艺、研发部负责本规范的制定和修订,并协助解决生产遇到的问题。
3.3.品质部负责对本规范的监控以及品质保证。
4.0福斯莱特铝基板制作规范工艺流程4.1喷锡或沉金板开料→一次钻孔→线路→蚀刻→蚀检→阻焊(二次阻焊)→文字→喷锡或沉金→二次钻孔→锣板或冲板→测试(包括开短路测试和耐压测试)→终检→包装→出货。
4.2沉银、沉锡或OSP板开料→一次钻孔→线路→蚀刻→蚀检→阻焊(二次阻焊)→文字→二次钻孔→锣板或冲板→测试(包括开短路测试和高压测试)→终检1→沉银、沉锡或OSP→终检2→包装→出货。
4.3杯孔或杯孔镀银工艺板开料→一次钻孔→线路→蚀刻→蚀检→阻焊(二次阻焊)→文字→喷锡或沉金→杯孔板:二次钻孔→铣杯→锣板或冲板→测试(包括开短路测试和高压测试)→终检→包装→出货。
杯孔镀银板:印蓝胶→杯孔镀亮银→二次钻孔→锣板或冲板→测试(包括开短路测试和高压测试)→终检→包装→出货。
4.4具体的工艺流程依据MI要求为准。
5.0福斯莱特铝基板制作规范注意事项5.1福斯莱特铝基板料昂贵,生产过程中应特别注意操作的规范性,杜绝因不规范操作而导致报废现象的产生。

单面铝基板临时制造工艺经工艺部对单面铝基板多次跟踪和试验,现已能做出合格的单面铝基板其流程和参数如下:1.开料:从铜面开始剪,铝基面的保护膜不可撕。
2.一次钻孔:铜面向上,第2象限,钻孔参数同FR-4。
3.外光成像:3.1磨板:磨板时只磨铜面。
3.2贴膜:磨板后急时贴膜,不要停留太长时间。
3.3爆光:使用负片底片。
3.4检查:铝面保护膜不允许有破损,如有需用单面透明胶贴。
工艺边3.2mm孔需双面掩膜。
4.蚀刻:最好一次性蚀刻干净,如有蚀刻不净不可修刮铜面,以防绝缘层破损,保证铝面保护膜完好。
5.阻焊:5.1磨板:磨板时只磨铜面,保证铝面保护膜完好。
5.2预烘:单面预烘72℃55min。
5.3爆光:曝光能量10级以上(21级光尺)。
5.4显影:按黑面正常显影速度,要防止过显。
5.5固化:110℃30min、150℃60min。
6.字符:按正常参数印刷。
7.二次钻孔:铜面向上,第二象限,钻孔参数与FR-4一样。
8.铝钝化:撕保护膜——磨板时只磨铝面——直接上挂具(或经过铝表面处理后上挂具)——碱液浸蚀(3﹪~5﹪NaOH,温度40~50℃,时间1~3min)——水洗(DI水)——光亮处理(10﹪~20﹪H2SO4或5%HNO3)——水洗(DI水)——水洗(DI水)——下槽电解——出槽——水洗(DI水)——水洗(DI水)——封孔(DI水在95~100℃下浸泡20~30min)——烘干。
注:1.经氧化后的挂具用5%NaOH液温40℃~50℃下浸泡10~20S。
2.浸泡后挂具用5%H2SO4中和除去残余碱液。
3.工艺配方:H2SO4:10%~13%温度13℃~26℃时间:30~60min(根据氧化膜厚度而定)阳极电流密度0.8~2.5A/d㎡直流电压:12V~24V9.余下按流程卡上的正常步骤流转.。
【精品文档】铝基板作业指导书-精选word文档
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!
== 本文为word格式,下载后可方便编辑和修改! ==
铝基板作业指导书
篇一:铝基板生产作业指导书
篇二:铝基板制作操作指导书
文件編號: MTL-EI-028 制訂日期: 201X-12-7 版本:頁碼:
A.0 - 1 -
文件名稱
文件編號: MTL-EI-028 制訂日期: 201X-12-7 版本:頁碼:
A.0 - 2 -
文件名稱
文件編號: MTL-EI-028 制訂日期: 201X-12-7 版本:頁碼:
A.0 - 3 -
文件名稱
文件編號: MTL-EI-028 制訂日期: 201X-12-7 版本:頁碼:
A.0 - 4 -
文件名稱
篇三:制程作业指导书
LED巡检作业指导书
LED灯制程巡检指导书
一目的:。
XX电路技术有限公司
制程工艺控制单
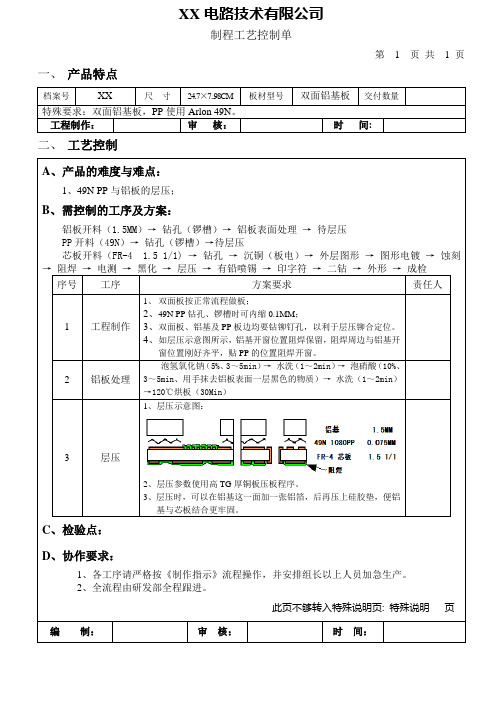
第__1__页共__1_页一、产品特点
档案号XX 尺寸24.7×7..98CM 板材型号双面铝基板交付数量
特殊要求:双面铝基板,PP使用Arlon 49N。
工程制作:审核:时间:
二、工艺控制
A、产品的难度与难点:
1、49N PP与铝板的层压;
B、需控制的工序及方案:
铝板开料(1.5MM)→钻孔(锣槽)→铝板表面处理→待层压
PP开料(49N)→钻孔(锣槽)→待层压
芯板开料(FR-4 1.5 1/1) →钻孔→沉铜(板电)→外层图形→图形电镀→蚀刻→阻焊→电测→黑化→层压→有铅喷锡→印字符→二钻→外形→成检
序号工序方案要求责任人
1 工程制作1、双面板按正常流程做板;
2、49N PP钻孔、锣槽时可内缩0.1MM;
3、双面板、铝基及PP板边均要钻铆钉孔,以利于层压铆合定位。
4、如层压示意图所示,铝基开窗位置阻焊保留,阻焊周边与铝基开
窗位置刚好齐平,贴PP的位置阻焊开窗。
2 铝板处理
泡氢氧化钠(5%、3~5min)→水洗(1~2min)→泡硝酸(10%、3~5min、用手抹去铝板表面一层黑色的物质)→水洗(1~2min)→120℃烘板(30Min)
3 层压
1、层压示意图:
2、层压参数使用高TG厚铜板压板程序。
3、层压时,可以在铝基这一面加一张铝箔,后再压上硅胶垫,便铝
基与芯板结合更牢固。
C、检验点:
D、协作要求:
1、各工序请严格按《制作指示》流程操作,并安排组长以上人员加急生产。
2、全流程由研发部全程跟进。
此页不够转入特殊说明页: 特殊说明页编制:审核:时间:。
1、前言:鋁基板製作規範隨著電子技術的發展和進步,電子產品向輕、小、個體化、高可靠性、多功能化已成為必然趨勢。
鋁基板順應此趨勢應運而生,該產品以優異的散熱性、機械加工性、尺寸穩定性及電氣性能在混合積體電路、汽車、辦公自動化、大功率電氣設備、電源設備等領域近年更得到LED載板廣泛的應用。
鋁基覆銅板1969 年由日本三洋公司首先發明,中國於1988 年開始研製和生產,為了適應量產化穩定生產,各公司制定製作規範。
2、範圍:本製作規範針對鋁基覆銅板的製作全過程進行介紹和說明,以保證順利生產。
3、工藝流程:開料鑽孔圖形轉移(D/F)檢板蝕刻蝕檢綠油字元包裝綠檢出貨噴錫鋁基面處理沖板終檢4、注意事項:4.1 鋁基板料昂貴,生產過程中應特別注意操作的規範性,杜絕因不規範操作而導致報廢現象的產生。
4.2 生工序操作人員操作時必須輕拿輕放,以免板面及鋁基面擦花。
4.3 各工序操作人員,應儘量避免用手接觸鋁基板的有效面積內,噴錫及以後工序持板時只准持板邊,嚴禁以手指觸鋁基板內。
4.4 鋁基板屬特種板,其生產應引起各工序高度重視,各工序必須保證此板的順利生產,板到各工序必須由領班或主管級以上人員操作。
5、具體工藝流程及特殊製作參數:第1 頁共5 頁5.1 開料鋁基板製作規範5.1.1 加強來料檢查(必須使用鋁面有保護膜的板料)。
5.1.2 開料後無需烤板。
5.1.3 輕拿輕放,注意鋁基面(保護膜)的保護。
5.2 鑽孔5.2.1 鑽孔參數與FR-4 板材鑽孔參數相同。
5.2.2 孔徑公差特嚴,1OZ 含以上CU 注意控制披峰的產生。
5.2.3 銅皮朝上進行鑽孔。
5.3 乾膜5.3.1 來料檢查:磨板前須對鋁基面保護膜進行檢查,若有破損,必須用藍膠貼牢後再進行前處理。
5.3.2 磨板:僅對銅面進行處理。
5.3.3 貼膜:銅面、鋁基面均需貼膜,控制磨板與貼膜間隔時間不超過 1 分鐘,確保貼膜溫度穩定。
5.3.4 拍板:注意拍板精度。
铝基板生产流程步骤铝基板作为电子行业重要原材料之一,在当今的LED照明行业中起到的作用越来越大.主要是因为铝基板具备良好的性能,下面诚之益电路小编就具体给大家说说铝基板的生产过程都经历那些工序,以便可以更清楚的了解到铝基板性能特点。
一、开料1、开料的流程领料——剪切2、开料的目的将大尺寸的来料剪切成生产所需要的尺寸3、开料注意事项①开料首件核对首件尺寸②注意铝面刮花和铜面搜索刮花③注意板边分层和披锋二、钻孔1、钻孔的流程打销钉——钻孔——检板2、钻孔的目的对板材进行定位钻孔对后续制作流程和客户组装提供辅助3、钻孔的注意事项① 核对钻孔的数量、孔的大小① 避免板料的刮花① 检查铝面的披锋,孔位偏差① 及时检查和更换钻咀① 钻孔分两阶段,一钻:开料后钻孔为外围工具孔二钻:阻焊后单元内工具孔三、干/湿膜成像1、干/湿膜成像流程磨板——贴膜——曝光——显影2、干/湿膜成像目的在板料上呈现出制作线路所需要的部分3、干/湿膜成像注意事项① 检查显影后线路是否有开路① 显影对位是否有偏差,防止干膜碎的产生① 注意板面擦花造成的线路不良①曝光时不能有空气残留防止曝光不良① 曝光后要静止15分钟以上再做显影四、酸性/碱性蚀刻1、酸性/碱性蚀刻流程蚀刻——退膜——烘干——检板2、酸性/碱性蚀刻目的将干/湿膜成像后保留需要的线路部分,除去线路以外多余的部分,酸性蚀刻时应注意蚀刻药水对铝基材的腐蚀;3、酸性/碱性蚀刻注意事项① 注意蚀刻不净,蚀刻过度① 注意线宽和线细① 铜面不允许有氧化,刮花现象① 退干膜要退干净五、丝印阻焊、字符1、丝印阻焊、字符流程丝印——预烤——曝光——显影——字符2、丝印阻焊、字符的目的① 防焊:保护不需要做焊锡的线路,阻止锡进入造成短路① 字符:起到标示作用3、丝印阻焊、字符的注意事项① 要检查板面是否存在垃圾或异物① 检查网板的清洁度① 丝印后要预烤30分钟以上,以避免线路见产生气泡① 注意丝印的厚度和均匀度① 预烤后板要完全冷却,避免沾菲林或破坏油墨表面光泽度① 显影时油墨面向下放置六、V-CUT,锣板1、V-CUT,锣板的流程V-CUT——锣板——撕保护膜——除披锋2、V-CUT,锣板的目的① V-CUT:将单PCS线路与整PNL的板材切割留有少部分相连方便包装与取出使用① 锣板:将线路板中多余的部分除去3、V-CUT,锣板的注意事项① V-CUT过程中要注意V的尺寸,边缘的残缺、毛刺① 锣板时注意造成毛刺,锣刀偏斜,及时的检查和更换锣刀① 最后在除披锋时要避免板面划伤。
目录1、目的-----------------------------------------------------------------------------------------------------------------------------22、适用范围-----------------------------------------------------------------------------------------------------------------------23、名词定义-----------------------------------------------------------------------------------------------------------------------24、典型的IM PCB结构---------------------------------------------------------------------------------------------------------25、流程-----------------------------------------------------------------------------------------------------------------------------2-36、单面铝基板的各个流程制作指示------------------------------------------------------------------------------------------3-87、双面或四层铝基板的各个流程制作指示----------------------------------------------------------------------------------8-108、T-Lam. IMPCB压板工序的图文指示--------------------------------------------------------------------------------------10-15 9。
T-Lam IM PCB包装工序的图文指示---------------------------------------------------------------------------------------15-161、目的为铝基板的制作提供一份明确的指示2、适用范围Thermagon’s T-preg是BNI公司首选的IM PCB制作用材料,本指示是在长期开发铝基板的试验基础上修订形成,本指示适用于所有应用Ther magon’s T-preg材料下制作的铝基板的加工制作.3、名词定义IM PCB-Insulated Metal PCB(金属绝缘性线路板),贯称”铝基板”;T-preg-为美国Thermagon公司的注册商标, 具备良好的电绝缘及热导性能, 为BNI首选的制作IM PCB的材料; Aluminum Base-铝板4、典型的IM PCB结构:单面板双面板四层板5、流程5.1、单面铝基板(Cu箔厚度为4OZ及以下的HAL板)材料准备(准备T-preg, 钢板, 铜箔,以及经过酒精清洁,机械打磨过的铝板)→排/压板→压板后的QC检查→矫平(横竖各一次)→修整板边→图形转移:D/F(负片线路,双面贴膜,双面曝光,显影)→QC检查→蚀刻→褪膜→QC检查→第一次钻孔:CCD打靶钻板边孔→第二次钻孔:钻单元内孔→磨板→QC检查→绿油→QC检查→V-Cut→洗板→HASL→QC检查→磨板(啤房)→分板或成型→QC检查及打磨修理尺寸超标的板→DI水洗→电测试→高压测试(选择性) →FQC→FQA→包装→TQM5.2、单面铝基板(Cu箔厚度为5OZ及以上的HAL板)材料准备(准备T-preg, 钢板, 铜箔,以及经过酒精清洁,机械打磨过的铝板)→排/压板→压板后的QC检查→矫平(横竖各一次)→修整板边→第一次图形转移:D/F(正片线路, 双面贴膜,双面曝光,显影)→QC检查→对铜面电镀锡→褪膜→第二次图形转移:D/F(无线路, 对铝面进行单面贴膜,曝光)→板边贴胶纸保护→蚀刻→褪膜→褪锡→QC检查→第一次钻孔:CCD打靶钻板边孔→第二次钻孔:钻单元内孔→磨板→QC检查→绿油→QC检查→V-Cut→洗板→HASL→QC检查→磨板(啤房)→分板或成型→QC检查及打磨修理尺寸超标的板→DI水洗→电测试→高压测试(选择性) →FQC→FQA→包装→TQM5.3、双面及四层铝基板(Cu箔厚度为4OZ及以下的HAL板)FR-4或T-preg压制的双面或四层板准备: FR4/T-preg开料→钻孔(钻盲孔)→磨批锋→PTH→Panel plate→D/F →QC检查→蚀刻→QC1→黑化→下工序材料准备(准备T-preg, 钢板, 以及经过酒精清洁,机械打磨过的铝板) →排/压板→压板后的QC检查→矫平(横竖各一次)→退黑膜→铝基面贴保护膜→修整板边→图形转移:D/F(负片线路,双面贴膜,双面曝光,显影)→QC检查→蚀刻→褪膜→QC检查→第一次钻孔:CCD打靶钻板边孔→第二次钻孔:钻单元内孔→磨板→QC检查→绿油→QC检查→V-Cut→洗板→HASL→QC检查→磨板(啤房)→分板或成型→QC检查及打磨修理尺寸超标的板→DI水洗→电测试→高压测试(选择性) →FQC→FQA→包装→TQM5.4、双面及四层铝基板(Cu箔厚度为5OZ及以上的HAL板)FR-4或T-preg压制的双面或四层板的准备: FR4/T-preg开料→钻孔(钻盲孔)→磨批锋→PTH→Panel plate→D/F →QC检查→蚀刻→QC1→黑化→下工序材料准备(准备T-preg, 钢板, 以及经过酒精清洁,机械打磨过的铝板)→排/压板→压板后的QC检查→矫平(横竖各一次)→退黑膜→铝基面贴保护膜→修整板边→第一次图形转移:D/F(正片线路, 双面贴膜,双面曝光,显影)→QC检查→对铜面电镀锡→褪膜→第二次图形转移:D/F(无线路, 对铝面进行单面贴膜,曝光)→板边贴胶纸保护→蚀刻→褪膜→褪锡→QC检查→第一次钻孔:CCD打靶钻板边孔→第二次钻孔:钻单元内孔→磨板→QC检查→绿油→QC检查→V-Cut→洗板→HASL→QC检查→磨板(啤房)→分板或成型→QC检查及打磨修理尺寸超标的板→DI水洗→电测试→高压测试(选择性) →FQC→FQA→包装→TQM5.5 铝基板工艺流程(沉镍金板)沉镍金(铝基)板外层蚀刻→退膜→退锡→QC检查→绿油→铝面贴542聚酯保护胶纸→沉Ni/Au→打靶→钻孔→字符→下工序5.6 铝基板工艺流程(厚金板)上工序→外层D/F(正片且用湿膜两面丝印)→图形镀镍金→外层二次D/F(正片且用干膜两面贴膜)→板边包红胶→镀厚金(软金)→褪膜→外层三次D/F(贴铝面干膜) →板边包红胶→外层蚀刻→褪膜→下工序5.7 铝面贴542聚酯保护胶纸流程:用碎布和酒精擦洗清洁铝面→用干碎布擦干铝面→在贴蓝胶机上上好542聚酯保护胶纸(胶纸宽比板尺寸大2”)→将边缘预大1”的胶纸折贴到另一面,以保护铝面不予曝露→用刀片切除进入单元内的胶纸毛边→横竖各过2次贴蓝胶机→沉Ni/Au5.8 铝基板板边预留要求(PE的菲林设计):沉镍金板单边预留0.8”(min);其它工艺板:单边预留0.5”(min);5.9 铝基板介质厚度设计:所有铝板介质厚度设计均在客户要求的介质厚度基础上增加2mil ,以补偿压合过程中的胶流失及胶填充;5.10 其它要求:1) 普通FR-4 P片与铝基材压制的铝板,需先HAL后V-CUT;2) 普通FR-4 P片与铝基压制铝板时,其铝基表面处理方式须根据APQP决定(针式磨板或拉丝);3)T-Preg与铝基压制的铝板不需要拉丝;--由于蚀刻工艺的局限性, 在以下的流程中必须根据底铜的不同厚度设计不同的流程;--以下的剩余流程指示适合于任何厚度的铜箔:--此后的流程完全与普通单面铝基板的流程相同, 同时需要注意L1层的铜厚度引起的流程不同问题(详细见第4页至第7页的制作指示);8.T-Lam IM PCB 铝基材的制作工序图文指示8.1 定义:名称:T-Lam.IM PCB 铝基材(铝基材专指使用T-Preg压制成单面铝基板的半成品)标准的编号及代表的意义:1KA××—AL×—×××—××—××××T-preg厚度(mil) 铝基类型铝基厚度(mil) 铜箔(oz) 外形尺寸(inch)--T-preg厚度(mil):04代表1KA04;06代表1KA06;08代表1KA08;10代表1KA10;12代表1KA12--铝基类型:5代表:5052-H34的铝材;6代表:6061-T6的铝材--铝基厚度(mil):031代表0.8mm;040代表1.0mm;062代表1.6mm;080代表2.0mm;093代表2.4mm;--铜箔(oz):01代表1oz; 02代表2oz; 03代表3oz;依此类推…--外形尺寸(inch): 1824代表18”x24”;1618代表16”x18”;1218代表12”x18”,等等…8.2 流程:打磨好的铝基板→焗板→排板→压合→修边→贴胶膜(保护铝基面)→矫平(横竖各一次)→切板(切成标准尺寸)8.3操作的图文指示8.3.1材料及工具准备如:铝基板、T-preg、保护铜箔、铜箔、钢板/钢盘/牛油纸/记录纸等;8.3.2 取保护铜箔平铺在待排钢板上(铜箔糙面靠钢板)8.3.3 将铝板排放在指定位置8.3.4 使用胶纸轻轻撕掉T-preg 纤维面(标签面)的保护膜8.3.5 将T-preg纤维面靠向铝面的粗糙面排板8.3.8 排钢板8.3.9 压合及记录下压板的条件8.3.10 修边后,送切板切为标准的尺寸8.3.10.1 不允许有切板爆边8.3.10.2 不允许铜面有指印或氧化8.3.10.3 不允许铜面压伤8.4 其它注意事项 8.4.1 铝板插架必须良好;不良: 间隔重叠,不利于分隔板 良好: 间隔均匀,无叠板8.4.2 排板必须在无尘房内执行操作, 无尘房的环境要求:白光照明、温度20±2℃、相对湿度50±10%;8.4.3 做好排板及压合生产记录, 以追溯产品的流程;8.4.4 操作员必须合理着装,并配戴干净的外胶手套及口罩;不良: 着装散开,未配戴口罩 良好: 口罩配戴严密,着装整齐 8.4.5 拿取铝板及铜箔,需要双手,严禁将手指等接触铝板的压合面;不良: 未配戴合适的手套,手指接触进铝面内; 良好: 靠手掌夹持板边,并配戴外胶手套 8.4.6 排好的板在运输时,需要双人推行,避免由于单人推行,撞盘产生的滑移钢板;9. T-Lam IM PCB铝基材的包装工序图文指示9.1 材料及工具的准备: 如包装箱、加强龙骨、珍珠棉、防潮袋、隔板纸等9.2 先铺一张隔板纸,然后铝面朝下(包装箱的外向),放置第一块铝基材9.3 再在铝基材上放置隔离用的珍珠棉9.4 依上述方法,将其余的9块铝基材叠加如右图所示9.5 再将叠加好的10块铝基材外包防潮袋9.6 装入在箱的三边内填充了加强龙骨的规定纸箱9.7 在入箱口加第四个加强龙骨,然后封边9.8 注意事项:--操作员必须戴干净的手套取放铝基材,决定禁止手指印上铝面或铜面; --双手取放铝板,避免撞伤及擦花铝板;。