小五金螺丝部件加工成本计算
- 格式:xls
- 大小:30.50 KB
- 文档页数:4
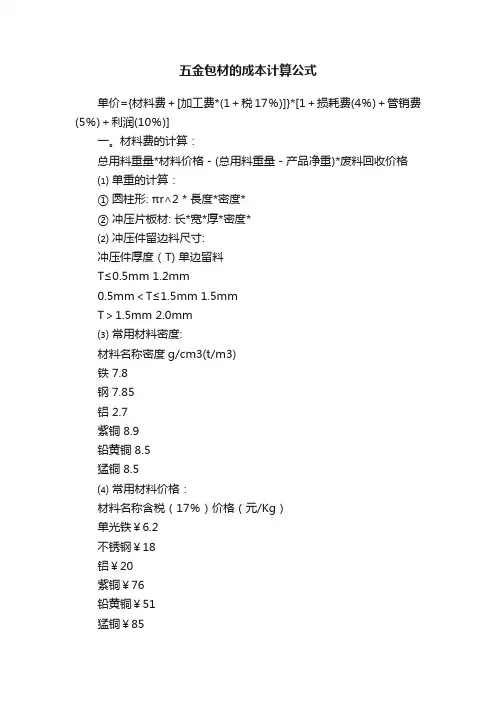
五金包材的成本计算公式单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴ 单重的计算:① 圆柱形: πr∧2 * 長度*密度*② 冲压片板材: 长*宽*厚*密度*⑵ 冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶ 常用材料密度:材料名称密度g/cm3(t/m3)铁 7.8钢 7.85铝 2.7紫铜 8.9铅黄铜 8.5猛铜 8.5⑷ 常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸ 废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050 三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100塑胶成本核算标准单价(VAT/17%)=材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(VAT/17%)。
小五金部件成本计算
一、小五金部件成本计算概述
二、小五金部件成本计算原则
1、根据小五金部件的设计图纸、工艺流程、技术参数,计算出每个
生产工序的消耗材料和所需加工时间,以此为基础计算出每个工序的成本。
2、小五金部件的每个生产工序都要求准确、细节,每个工序要求具
体计算出每一个加工时间和消耗材料的成本,并结合风险等因素做出评估
和分析。
3、具体到小五金部件成本计算,要求考虑材料的成本、加工时间的
成本,以及技术制造的复杂度,都要综合计算到成本当中,以精确推算出
小五金部件生产的成本。
三、小五金部件成本计算步骤
1、计算每个加工工艺的消耗材料
根据小五金部件的图纸和技术参数,精确推算出每个加工工艺所需要
的消耗材料,并对每个材料进行实际价格报价,计算出每个加工工艺的材
料成本。
2、计算每个加工工艺的加工时间
根据小五金部件的技术参数,工艺流程,精确推算出每个加工工艺的
加工时间,并计算出每个加工工艺的加工时间成本。
3、计算每个加工工艺的技术制造成本。
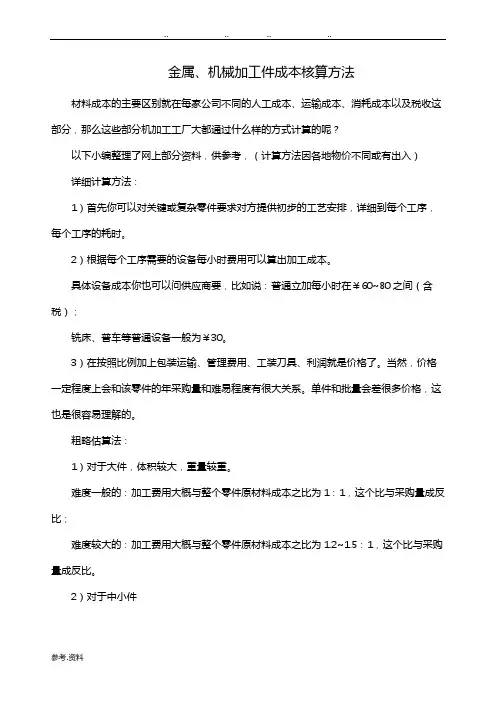
金属、机械加工件成本核算方法材料成本的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢?以下小编整理了网上部分资料,供参考,(计算方法因各地物价不同或有出入)详细计算方法:1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时。
2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说:普通立加每小时在¥ 60~80之间(含税);铣床、普车等普通设备一般为¥ 30。
3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了。
当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为 1.2~1.5 : 1,这个比与采购量成反比。
2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3 : 1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10 : 1,这个比与采购量成反比。
由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举。
小五金螺丝部件加工成本计算1.原材料成本首先,需要确定所需的原材料类型和数量。
原材料成本是加工成本的一个重要组成部分。
计算原材料成本时,需要考虑原材料的购买价格、运输费用以及其他相关费用,例如进口关税和检测费用等。
另外,如果需要特殊的原材料加工或处理,还需要考虑相应的额外费用。
2.加工费用加工费用是指将原材料通过各种加工工艺转变为最终产品的成本。
加工费用通常包括设备使用费、能源消耗费、工艺工人工资以及其他与加工过程相关的费用。
-设备使用费:需要考虑设备的购买或租赁费用、设备维护和修理费用等。
-能源消耗费:需要根据加工过程中所需的电力、水等能源的消耗量来计算费用。
-工人工资:根据加工过程中所需的工人数量和工作时间来计算。
这包括加工技术工人、操作工人等。
-其他费用:包括工艺改进费用、质量检验费用和其他辅助加工费用。
3.人工成本人工成本是指直接参与产品加工的人员的工资和社会福利费用。
这包括加工技术工人、操作工人以及管理人员等。
计算人工成本时,需要考虑工人数量、工作时间以及相关的社会福利费用,例如养老保险、医疗保险和住房公积金等。
另外,还需要考虑加班和加班工资等情况。
4.其他相关费用除了原材料成本、加工费用和人工成本外,还有其他与产品加工相关的费用需要考虑。
-运输费用:将加工好的产品运输到目的地或客户处的费用。
这包括运输车辆的费用、运输员工的工资以及其他与运输过程相关的费用。
-仓储费用:如果产品需要在仓库存储一段时间或需要使用物流设施,则需要考虑仓储费用。
这包括仓库租赁费用、仓库员工的工资以及其他与仓储过程相关的费用。
-管理费用:包括管理人员的工资、办公室租金、办公设备折旧和维护费用等。
5.总成本计算和加工价格确定将上述各项费用相加即可得到小五金螺丝部件的加工成本。
加工价格的确定需要考虑市场需求、竞争对手价格、产品质量和客户心理预期等多个因素。
在确定加工价格时,需要综合考虑成本和市场需求,以确保能够获得合理的盈利。
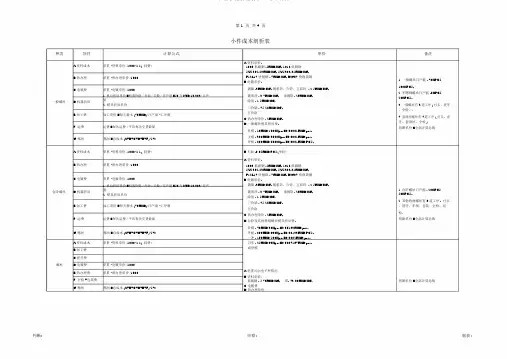
种类项目计算公式A.资料成本单重 *资料单价 /1000*1.1( 耗费)B.热办理单重 *热办理单价 /1000C.电镀费单重 *电镀单价 /1000一般螺丝 D.机器折旧1. 机台折旧单价 =机器价格 / 寿命 / 天数 / 日产量 =50万NTD/10/303/ 日产量2. 模具折旧单价E.加工费加工单价 =每天薪水 (70HKD)/日产量 *工序数F. 运费运费 =每次运费 / 平均每次交货数量G.利润利润 =总成本 (A+B+C+D+E+F)*5%A.资料成本单重 *资料单价 /1000*1.1( 耗费)B.热办理单重 *热办理单价 /1000C.电镀费单重 *电镀单价 /1000台阶螺丝 D.机器折旧1. 机台折旧单价 =机器价格 / 寿命 / 天数 / 日产量 =50万NTD/10/303/ 日产量2. 模具折旧单价E.加工费加工单价 =每天薪水 (70HKD)/日产量 *工序数F. 运费运费 =每次运费 / 平均每次交货数量G.利润利润 =总成本 (A+B+C+D+E+F)*5%A.资料成本单重 *资料单价 /1000*1.1( 耗费)B.加工费C.搓牙费螺柱 D.电镀费单重 *电镀单价 /1000E.热办理费单重 *热办理单价 /1000F. 全检 +包装费G.利润利润 =总成本 (A+B+C+D+E+F)*5% 小件成本剖析表单价备注A.资料单价:1006 低碳钢 :5HKD/KG; 1018低碳钢SUS302:23HKD/KG; SUS303:31HKD/KG;F12L14 快削钢 : 7HKD/KG; B3604 快削黄铜1. 一般螺丝日产能 : 70KPCS-B.电镀单价:100KPCS;镀镍 :3HKD/KG; 镀蓝锌、白锌、五彩锌 : 2.5HKD/KG;2. 不锈钢螺丝日产能 :8KPCS-镀黑锌 : 3.7HKD/KG; 滚镀铬 : 29HKD/KG;20KPCS;除氢 : 1.5HKD/KG;3. 一般螺丝有 3道工序 ( 打头、搓牙三价铬 : 45.28HKD/KG;、全检).五价铬4. 套滑丝螺丝有 4道工序 ( 打头、搓C.热办理单价 : 2HKD/KG;牙、套滑丝、全检 ).D.一般螺丝模具折旧费:判断单价 =全部计算总数针模 : 10HKD/1000Kpcs=0.00001HKD/pcs;主模 : 300HKD/3000Kpcs=0.0001HKD/pcs;牙板 : 800HKD/8000Kpcs=0.0001HKD/PCS;E.车面 :0.05HKD/PCS(华虹)A.资料单价:1006 低碳钢 :5HKD/KG; 1018低碳钢SUS302:23HKD/KG; SUS303:31HKD/KG;F12L14 快削钢 : 7HKD/KG; B3604 快削黄铜B.电镀单价:镀镍 :3HKD/KG; 镀蓝锌、白锌、五彩锌 : 2.5HKD/KG;1. 台阶螺丝日产能 : 20KPCS-镀黑锌 : 3.7HKD/KG; 滚镀铬 : 29HKD/KG;50KPCS;除氢 : 1.5HKD/KG;2. 其他特别螺丝有 6道工序 : 打头三价铬 : 45.28HKD/KG;、搓牙、车削、包装、全检、巡五价铬检.C.热办理单价 : 2HKD/KG;判断单价 =全部计算总数D.台阶及其他特别螺丝模具折旧费:针模 : 40HKD/30Kpcs=0.00133HKD/pcs;牙板 : 800HKD/600Kpcs=0.00133HKD/PCS;一冲 : 100HKD/500Kpcs=0.0002HKD/pcs;刀车 : 25HKD/60Kpcs=0.0004167HKD/pcs;成型模A.单重可由电子秤称出B.资料单价:低碳钢 : 5.78HKD/KG; 铝: 43.00HKD/KG; 判断单价 =全部计算总数C.电镀费D.热办理单价种类项目计算公式小件成本剖析表单价备注不锈钢柱 / 铜柱花齿螺母拉钉弹簧风扇网A.资料成本B.加工费C.搓牙费D.冲刷费E.电镀费F. 全检 +包装费G.利润A.资料成本B.加工费C.搓牙费D.电镀费E.热办理费F. 全检 +包装费G.利润A.资料成本B.机器折旧费C.人工成本D.运费E.利润A.资料成本B.人工成本C.机器折旧费D.热办理费E.运费F.利润A.资料成本B.加工费C.电镀费D.全检 +包装费E.模具成本F.运费G.利润单重 *资料单价 /1000*1.1( 耗费)单重 *冲刷单价 /1000单重 *电镀单价 /1000利润 =总成本 (A+B+C+D+E+F)*5%单重 *资料单价 /1000*1.1( 耗费)单重 *电镀单价 /1000单重 *热办理单价 /1000利润 =总成本 (A+B+C+D+E+F)*5%a. 头部 : 单重 *资料单价 (KG)/1000*1.05( 耗费)b. 拉杆 : 单重 *资料单价 (KG)/1000*1.05( 耗费)机器设备加工费 =(打头机 +组装机 )/ 机台寿命 / 工作天数 / 每天生产量每道工序加工费 =每天的薪水 / 每天生产量 =75RMB/300KPCS=0.00025RMB;人工加工费 =每道工序加工费 *5道工序批运费 / 批送数量利润 =总成本 (A+B+C+D)*5%线径价格 (KG价格 )/ 每KG生产量 (1000/ 单重 )*1.1( 耗费)日薪水 / 日产量 ( 分速 *60分钟 *20H)每PCS人工成本 =63RMB/每天生产量机器折旧费 =每台机器的价格 / 天数 *时间=100000NTD/4.2/303*20H=157RMB/每天生产量单重 *热办理单价 /1000每PCS运费利润 =总成本 (A+B+C+D+E)*5%单重 *资料单价 /1000*1.1( 耗费)表面积 *单价 (m㎡)*1.05( 不良率)表面积 =(环圈 +支架 ) 总长度 *3.14* 线径利润 =总成本 (A+B+C+D+E+F)*5%A.单重可由电子秤称出B.资料单价:判断单价 =全部计算总数不锈钢 : 48.00HKD/KG; B3604 快削铜 : 16.9HKD/KG;C.冲刷单价D.镀镍单价A.单重可由电子秤称出B.资料单价:低碳钢 : 5.78HKD/KG;不锈钢: 26.00HKD/KG;判断单价=全部计算总数C.电镀费D.热办理单价A.资料单价:1006ACHQ铁线 : 5.8HKD/KG;判断单价 =全部计算总数A5010 铝线B.机器设备加工费:(28 万NTD+10万NTD)/10年/303 天各样弹簧平均分钟产量:A.资料单价: 1) 标准弹簧 : 60-180pcs/ 分钟;SUS304 DIA0.65MM:36HKD/KG 2) 标准弹簧 : 60-100pcs/ 分钟 ??SUS304 DIA0.50MM: 47HKD/KG 3) 扭簧 :5-20pcs/ 分钟SUS304 DIA0.40MM:60HKD/KG 4) 标准拉簧 : 20-50pcs/ 分钟;B.其他线材价格见附件一5) 变型拉簧 :5-12pcs/ 分钟.C.热办理单价判断单价 =全部计算总数A.单重可由电子秤称出B.资料单价:低碳钢 M10-12: RMB4.00/KG;判断单价=全部计算总数C.电镀费㎡种类脚垫尼龙绑带线夹绝缘片金属铭牌小件成本剖析表项目计算公式单价A.资料成本单重 *资料单价( KG)/1000*1.05 (耗费) 1. 单重可由电子秤称出,模具尺寸及模穴、产能供应商供应B.背胶成本胶带费 =模具利用尺寸 c㎡*产品穴数㎡*1.05 (耗费) 2. 矽胶: Venodor信越 180NTD/KG 东芝 170NTD/KGC.加工费每天工站加工费的总和 / 每天的产能天然橡胶:55NTD/KG;:75NTD/KG;料: 180NTD/KGD.运费每批运费 / 每次采买平均数量 3. 支胶带长 50M*宽1M为10000NTD,即 10000NTD/(5000cm*100cm)4. 模具利用尺寸 =模具尺寸 - 模具耗费尺寸( 10cm)E.利润利润 =总成本( A+B+C+D)*5%5. 加工费包括:(配料加工费 200NTD;混料加工费 800NTD;切料加工费 200NTD;成型加工费 2000NTD;刷胶加工费 +背胶加工费 =600NTD;冲型加工费 800NTD;品检检验费600NTD;包装费 300NTD)A.资料费 A.资料成本 =单重 *资料单价( KG)/1000*1.1 (耗费)B.机台折旧费机台折旧费 =机台价格 / 使用年限 / 每年使用的天数 / 日产能 =55000/10年/303 天/日产能资料单价: N66:90NTD/KG(原产地:美国)C.加工费 C.加工费 =日均人工费 / 日产能 *工站道多天产能 *5道D.运费运费 =每批运费 / 采买单总数量E.利润利润 =总成本( A+B+C+D)*5%A.资料费A.资料成本 =单重 *资料单价( KG)/1000*1.1 (耗费)的资料单价: 90NTD/KG(原产美国); PC的资料单价: 100NTD(原产美国)B.背胶成本 =背胶尺寸 *背胶单价 *.1.1 (耗费)B.机台折旧费机台折旧费 =机台价格 / 使用年限 / 每年使用的天数 / 日产能2. 背胶单价: 3M467 HKD32/㎡, 3M4687 HKD44/㎡=55000/10年/303天/日产能C.加工费 C.加工费 =日均人工费 / 日产能 *工站道多天产能 *6道D.运费运费 =每批运费 / 采买单总数量E.利润利润 =总成本( A+B+C+D)*5%资料单价: GK17 610MM*3500NTD/ROLLA.资料成本资料成本 =单位面积 *资料单价( KG)/1000*1.1 (耗费)GK10 610MM*608MM 6300NTD/ROLLF1700 914MM*198M 34000NTD/ROLLB.加工成本加工成本 =机台功费率 /3600* 单位加工时间分条成本冲压成本 =36HKD/3600*2SC.人工成本人工成本 =250NTD/日产量D.模具成本模具成本 =模具开支 / 产品总需求量模具成本 =3500NTD/总需求量E.运费每PCS运费 =每次运费 / 采买总单数量F. 利润利润 =总成本( A+B+C+D)*5%A.资料成本金属资料成本 =单位面积 *资料单价 *耗费( 10%)资料单价: SU$㎡保护膜成本 =单位面积 *资料单价 *耗费( 10%)㎡B.机器加工成本加工成本 =机台功费率 /3600* 单位加工时间冲压成本 =19HKD/3600*30SC.人工成本人工成本 =RMB63/日产量D.模具成本模具成本 =模具开支 / 产品总需求量模具成本 =16980NTD/总需求量E.运费每PCS运费 =每次运费 / 采买总单数量F. 利润利润 =总成本( A+B+C+D)*5%备注判断单价 =全部计算总数(A+B+C+D+E)判断单价 =全部计算总数(A+B+C+D+E)判断单价 =全部计算总数(A+B+C+D+E)判断单价 =全部计算总数(A+B+C+D+E+F)判断单价 =全部计算总数(A+B+C+D+E+F)种类铝挤型贴纸弹簧螺丝小件成本剖析表项目计算公式单价A.资料成本金属资料成本 =单位面积 *资料单价 *耗费( 10%)资料单价:B.机器加工成本加工成本 =机台功费率 /3600* 单位加工时间AL6061-76 20HKD/KGC.人工成本人工成本 =RMB63/日产量机台功费率:D.模具成本模具成本 =模具开支 / 产品总需求量线切割: 33HKD/H,铣床: 33HKD/H,冲床: 33HKD/HE.运费每PCS运费 =每次运费 / 采买总单数量模具成本 =3300NTD/总需求量F. 利润利润 =总成本( A+B+C+D)*5%资料单价:铜版纸: 5RMB/㎡; 3M467RMB/㎡a. 资料成本资料面积 *资料单价 *1.1 (耗费)3M468:50RMB/㎡; #25透明龙: 65RMB/㎡#25消(反)银龙: 50RMB/㎡b. 印刷费色数 *单价每色单价:色c. 利润利润 =总成本( a+b)*5%1. 资料成本单重可由电子秤称出A1.铝套资料单价:B1.铆套单重 *资料单价( KG)/1000*1.1 (耗费)铝:C1.弹簧不锈钢D1.螺杆E1.垫片2. 加工费A2.铝套加工费 =(A2-1+A2-2)电镀单价:A2-1 拉花 +两端热办理单价:及内孔车削A2-2 电着办理A2-3 制程耗费5%B2.铆套加工费B2-1 车削 +钻孔+倒角 +抛光5%B2-2 制程耗费C2.弹簧D2.螺杆加工费 =(D2-1+D2-2+D2-3)D2-1 打头 +车削+搓牙D2-2 热办理费单重 *热办理单价 /1000D2-3 电着办理D2-4 制程耗费5%E1.垫片加工费 =E2-1+E2-2E2-1 冲压 +抛光+冲刷E2-2 模具费3. 组装成本4. 模具费5. 全检 +包装费6. 利润利润 =总成本( 1+2+3+4+5)*5%备注判断单价 =全部计算总数(A+B+C+D+E+F)判断单价 =全部计算总数(A+B+C)判断单价 =全部计算总数(1+2+3+4+5+6)。
金属、机械加工件成本核算方法材料成本的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢?以下小编整理了网上部分资料,供参考,(计算方法因各地物价不同或有出入)详细计算方法:1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时。
2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说:普通立加每小时在¥60~80之间(含税);铣床、普车等普通设备一般为¥30。
3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了。
当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比。
2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比。
由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举。
如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
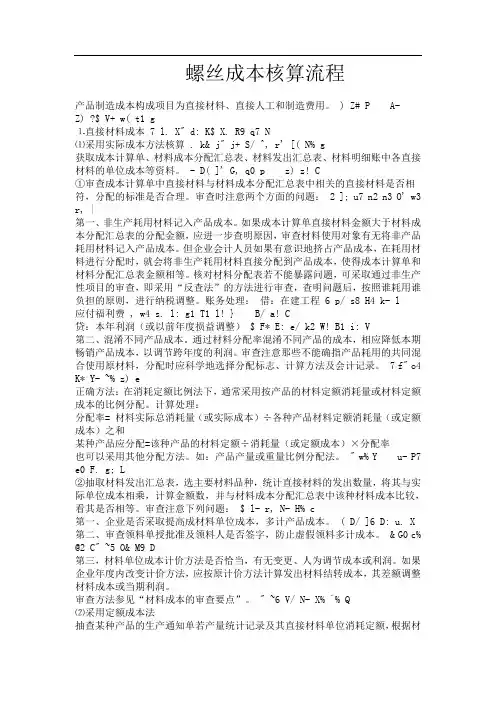
螺丝成本核算流程产品制造成本构成项目为直接材料、直接人工和制造费用。
) Z# P A-Z) ?$ V+ w( t1 g⒈直接材料成本 7 l. X" d: K$ X. R9 q7 N⑴采用实际成本方法核算 . k& j" j+ S/ ^, r' [( N% g获取成本计算单、材料成本分配汇总表、材料发出汇总表、材料明细账中各直接材料的单位成本等资料。
- D( ]' G, q0 p z) z! C①审查成本计算单中直接材料与材料成本分配汇总表中相关的直接材料是否相符,分配的标准是否合理。
审查时注意两个方面的问题: 2 ]; u7 n2 n3 O' w3 r, |第一、非生产耗用材料记入产品成本。
如果成本计算单直接材料金额大于材料成本分配汇总表的分配金额,应进一步查明原因,审查材料使用对象有无将非产品耗用材料记入产品成本。
但企业会计人员如果有意识地挤占产品成本,在耗用材料进行分配时,就会将非生产耗用材料直接分配到产品成本,使得成本计算单和材料分配汇总表金额相等。
核对材料分配表若不能暴露问题,可采取通过非生产性项目的审查,即采用“反查法”的方法进行审查,查明问题后,按照谁耗用谁负担的原则,进行纳税调整。
账务处理:借:在建工程 6 p/ s8 H4 k- l应付福利费 , w4 s. l: g1 T1 l! } B/ a! C贷:本年利润(或以前年度损益调整) $ F* E: e/ k2 W! B1 i: V第二、混淆不同产品成本。
通过材料分配率混淆不同产品的成本,相应降低本期畅销产品成本,以调节跨年度的利润。
审查注意那些不能确指产品耗用的共同混合使用原材料,分配时应科学地选择分配标志、计算方法及会计记录。
7 f" o4 K* Y- ~% z) e正确方法:在消耗定额比例法下,通常采用按产品的材料定额消耗量或材料定额成本的比例分配。
计算处理:分配率= 材料实际总消耗量(或实际成本)÷各种产品材料定额消耗量(或定额成本)之和某种产品应分配=该种产品的材料定额÷消耗量(或定额成本)×分配率也可以采用其他分配方法。
钣金件成本构成一般分为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润详见《成本核算格式》表。
一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=5.68元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=0.13-1.3元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=0.17元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=0.08-0.17元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=0.06元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
螺栓制作工艺流程和成本测算
螺栓是一种紧固元件,制作工艺流程和成本测算如下:
制作工艺流程
1. 材料采购:采购热轧或冷拔钢材作为螺栓的原材料。
2. 钢材预处理:将采购的钢材进行修边、酸洗、除锈等处理,使其表面清洁。
3. 坯料制备:根据螺栓的设计要求,将钢材锯切成长短坯料。
4. 冷镦加工:将坯料放入冷镦机中加工,利用压力和冷变形使钢材变形成具有螺纹的螺栓。
5. 热处理:将制成的螺栓进行高温热处理,提高其硬度和强度。
6. 表面处理:根据客户要求,对螺栓进行镀锌、镀铬、喷涂等表面处理。
7. 检验包装:对完成的螺栓进行检验、清洗,然后进行包装,准备出厂。
成本测算
1. 材料成本:原材料采购费用是制作螺栓成本的重要组成部分。
2. 人工成本:冷镦加工、热处理、表面处理等都需要人工操作,这些人力成本也是制作螺栓的重要组成部分。
3. 设备成本:需要购置冷镦机、热处理炉等设备,设备成本也是制作螺栓的重要组成部分。
4. 其他成本:如水、电、燃气、包装等费用都是制作螺栓的其他成本。
以上是螺栓制作工艺流程和成本测算的简要介绍,其中每个环节都需要专业的技术人员进行操作,以保证螺栓的质量和可靠性。
钣金件成本构成一般分为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润详见《成本核算格式》表。
一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=5.68元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=0.13-1.3元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=0.17元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=0.08-0.17元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=0.06元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
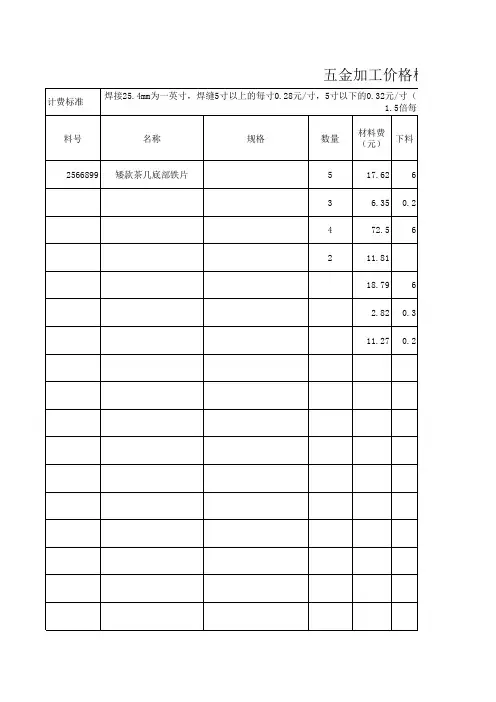
1、材料费:成品重量+废料重量,供应商一般会这么给你报价,把废料也算在里面,一般冲压板材,如果不是四四方方的料件,冲压时都会留有约2mm的边界余量,如果废料重量与成品重量的比重过大,那么废料就一定要考虑进去了,因为废料也是可以卖钱的,现市场价格约为3800元/吨,材料一般为SPCC(日本牌号,叫普通冷轧钢板),现市场价约为5600元/吨。
热轧钢板市场价比SPCC一般便宜500元/吨,焊接用钢管和冷轧带钢价格都比冷轧钢板便宜500到300每吨。
热轧钢板加工较为简单,但是钢板尺寸不精确,表面氧化严重,表面质量差。
2、工序费:小五金件生产工序一般为落料和成型,都是在冲床上完成,按零件大小,厚薄不同选用不同吨位的冲床(16-160T),一般各型吨位的冲床工作一次所需成本(电费,人工费等)有经验数据,如16T约为0.03元,40T的约为0.06元,60T的约为0.08元,80T的约为0.15元(这些数据的一个重要影响因素是班产量,这个非常重要,不同厂家数据不一样,8个小时做多少个,这个搞清楚了以后,算出来的数据才有说服力。
),所以你的任务就是搞清楚这个零件做出来用了总共几道工序,每道工序用的是什么设备,这样工序费就大概出来了。
焊接工艺常见的分为两个,碰焊(点焊)和烧焊,碰焊便宜一些,约0.03元,烧焊因为人工因素,价格较高,要具体分析。
(其实工序费也是可以计算得到的,但你要弄清楚冲床的功率,冲床的价格和一天8小时的产量大概是多少,这样就能核的七七八八了,比如我司40t冲床功率为4KW,63t 冲床功率为5.5KW,采购价格各为3.5万,5万,这样加上工人一天100块的工资,就能核算出加工费了)3、外包加工费:电镀,镀锌,滚镀方式约1.5元/KG计算。
4、模具费:模具材料常用的有Cr4MoV(约15元/KG,竣宝的模具材料),Cr12(约12元/KG,德成的模具材料),模具一般在零件尺寸的基础上加10mm,高约40mm,这样子就可以把上模和下模的大概体积算出来,再乘以钢材密度0.785.这是模具材料费。
钣金件成本构成一般分为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润详见《成本核算格式》表。
一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=5.68元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=0.13-1.3元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=0.17元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=0.08-0.17元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=0.06元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
金属、机械加工件成本核算方法材料成本的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢?以下小编整理了网上部分资料,供参考,(计算方法因各地物价不同或有出入)详细计算方法:1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时。
2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说:普通立加每小时在¥60~80之间(含税);铣床、普车等普通设备一般为¥30.3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了.当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的.粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概及整个零件原材料成本之比为1:1,这个比及采购量成反比;难度较大的:加工费用大概及整个零件原材料成本之比为1。
2~1。
5:1,这个比及采购量成反比。
2)对于中小件难度一般的:加工费用大概及整个零件原材料成本之比为2~3:1,这个比及采购量成反比;难度较大的:加工费用大概及整个零件原材料成本之比为5~10:1,这个比及采购量成反比。
由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10—20元/小时,钳工要少一点大概10-15/小时;其余不在例举。
如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
零件加工成本计算公式详细计算方法:1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时。
2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说:普通立加每小时在¥60~80之间(含税);铣床、普车等普通设备一般为¥30。
3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了。
当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比。
难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比。
难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比。
由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成一般按照工时如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有)。
最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举。
如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪。
青海六角头管片螺栓成本计算一、M27螺栓1、材料费用:螺母:1.2 /套垫片:2.0(两个镀好的垫片)/套螺杆:重量2.82kg。
料费=10.86/套电耗:0.4/套煤耗:0.03/套耐火材料消耗:0.01 /套模具损耗:0.087/套包装材料:0.08/套劳保杂料:0.08/套2、厂内加工费用:0.75/套。
包括:锯断、车头、六角头成型、去毛边、打磨、滚丝、弯曲成形、检验、打包、装车。
3、外协拔光费用:0.474、镀锌费用: 热浸: 4.5/套冷镀:5、运输费用:按照实际情况计算。
6、除运输费用外成本合计:2.4+2.0+10.86+0.4+0.03+0.01+0.087+0.08+0.08+0.75+0.47=20.467二、M22螺栓1、材料费用:螺母:1.0/套垫片:1.9(两个镀好的垫片)/套螺杆:重量1.81kg。
料费=6.97/套电耗:0.4/套煤耗:0.03/套耐火材料消耗:0.01 /套模具损耗:0.087/套包装材料:0.08/套劳保杂料:0.08/套2、厂内加工费用:075/套。
包括:锯断、车两头、滚双头丝、压弯、打包、检验、装车。
3、外协拔光费用:0.34、镀锌费用: 热浸: 4.5/套冷镀:5、运输费用:按照实际情况计算。
6、除运输费用外成本合计:1.56+1.9+6.97+0.4+0.03+0.01+0.087+0.08+0.08+0.75+0.3=16.107三、上述计算价格基础:钢材单价:3850/吨电:0.67/度煤:450/吨编织袋:0.6~0.7/只上述所有计算中,镀锌是使用的原广州的价格,因未做过双头的管片螺栓,故可能稍高,若锌价比前年上扬则不会稍高。
未计算冷镀的价格。
工费延用原工费,因双头管片螺栓无镦六角头、去毛边、打磨三道工序,多了车削一头螺纹毛坯和滚一头丝两道工序并造成压弯工序困难,抵消后工费稍高。
煤炭价格可能上扬较高,上述计算使用的是原来的价格。