BEIJING-FANUC_0i-D_简明联机调试资料-V1.0
- 格式:pdf
- 大小:6.42 MB
- 文档页数:194

BEIJING-FANUC 0i-C BEIJING-FANUC 0i Mate-C维修说明书B-64115C/01BEIJING-FANUCBEIJING-FANUC 0i-C BEIJING-FANUC 0i Mate-C维修说明书B-64115C/01・本说明书中任何部分不得以任何形式复制。
・因改进,本系统的规格及设计有可能会变更,公司不另行通知。
・本说明书尽最大努力将各种内容叙述出来,但是由于篇幅有限,不能对所有不必做或不能做的事件进行说明。
因此,本说明书中没有特别指明为可能的事件即可视为不可能。
所有出口的本产品都经过当地政府的许可。
本手册中包括的有关属于某个注册商标程序名或设备名或其他部件名,在主体中这些名称没有加上或标记。
1为了更好地维护装有CNC装置的机床(下称机床),本说明书描述了有关CNC装置安全使用方面的注意事项。
CNC装置的维修作业中,涉及到各种危险,所以维修要由受过正规培训的专业人员进行。
根据使用的CNC装置不同,有些功能没有,所以不适应的注意事项可以跳过不读。
有关机床安全方面的注意事项,请参照机床厂家发行的说明书。
此外,维修、检查机床运转情况时,要在充分理解机床厂家和FANUC公司提供的说明书基础上进行。
目录1.警告、注意、注释………………………………………………………………… S-22.与维修有关的警告………………………………………………………… S-33.与更换有关的警告……………………………………………………… S-54.与参数有关的警告………………………………………………………… S-65.与日常维护有关的警告及注释……………………………………………… S-7警告、注意、注释的定义B-64115C/01 安全为了维修人员(此处指用户)的安全,为了防止机床受损,本说明书讲述了安全注意事项,并用「警告」和「注意」表示。
此外,补充说明用「注释」表示。
在使用机床之前要逐读警告、注意、注释中叙述的内容。

FANUC伺服系统一般调整BEIJING-FANUC FANUC伺服系统一般调整BEIJING-FANUC停止中的振动抑制BEIJING-FANUC 停止中的振动抑制BEIJING-FANUC停止中的振动抑制停止中的振动抑制停止中的振动抑制停止中的振动抑制积压进给(爬行)的抑制BEIJING-FANUC 积压进给(爬行)的抑制BEIJING-FANUCSERVO GUIDE 测量图形过冲的抑制BEIJING-FANUC 过冲的抑制BEIJING-FANUC高速高精度伺服调整BEIJING-FANUC 高速高精度伺服调整BEIJING-FANUC高速高精度调整概述BEIJING-FANUC 高速高精度调整概述BEIJING-FANUC高速高精度调整概述BEIJING-FANUC 高速高精度调整概述BEIJING-FANUCHRV控制设定BEIJING-FANUC HRV控制设定BEIJING-FANUC滤波器调整BEIJING-FANUC 滤波器调整BEIJING-FANUC速度增益调整BEIJING-FANUC 速度增益调整BEIJING-FANUC位置增益调整BEIJING-FANUC 位置增益调整BEIJING-FANUC前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUC前馈0%前馈100%前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUC前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUCY轴需加VFFY500大了前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUCY:好结果圆弧半径减速BEIJING-FANUC 圆弧半径减速BEIJING-FANUC10μm/div 拐角钳制速度F2000/R5拐角减速BEIJING-FANUC 拐角减速BEIJING-FANUCA B C速度差减速功能速度差减速功能BEIJING-FANUC速度差减速功能小结小结小结小结小结•双位置反馈功能(选择功能)•只要半闭环不出现震动,全闭环就可以消除震动。

FANUC_0i-D_数控系统基本连接实验三 FANUC OiD数控系统基本连接一、实验目得1、了解数控系统得各基本单元。
2、了解数控系统得硬件连接。
二、实验内容1、FANUC 0i MateD数控系统基本组成与连接。
2、电气图形符号、部件功能。
3、电气控制原理与对应得操作过程。
三、实验设备1、FANUC 0i MateTD数控车床。
2、万用表、十字/一字螺丝刀(中、小型各一套)四、实验要点1、数控车系统组成、电气关系。
2、数控车床伺服控制系统得组成与连接。
3、机床各电气控制部件实体与电气图形符号对应关系等。
五、实验具体要求1、在进行实物识别时,最好不要给机床及数控系统上电。
只有在需要验证控制过程及各控制部件得响应状态时,才给机床与系统上电,并告知小组其她同学,此时不要触碰任何电气控制部件,避免意外触电。
2、对机床进行基本操作,观察与验证各控制部件得工作过程与状态。
六、相关知识与技能FANUC OiD系统可控制4个进给轴与一个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机等。
FANUC 0i MateD系统可控制3个进给轴与1个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机与外置I/O模块。
1、FANUC 0i Mate TD数控车实训电控柜2、FANUC 0i D/0i Mate D 控制单元接口图上图为0iMD系统控制单元背板连接布置图,各连接器接口作用见下表:3、FANUC Oi/0i MateD整个系统间得部件连接4、FANUC I/O LINK连接(1)0i Mate 用I/0 单元(2)0i 用I/0 单元5、系统电源得接通顺序按如下顺序接通各单元得电源或全部同时接通。
(1)机床得电源(200VAC)。
(2)伺服放大器得控制电源(200VAC)。
(3)I/O设备;显示器得电源;CNC控制单元得电源(24VDC)。
6、系统电源得关断顺序按如下顺序关断各单元得电源或全部同时关断。
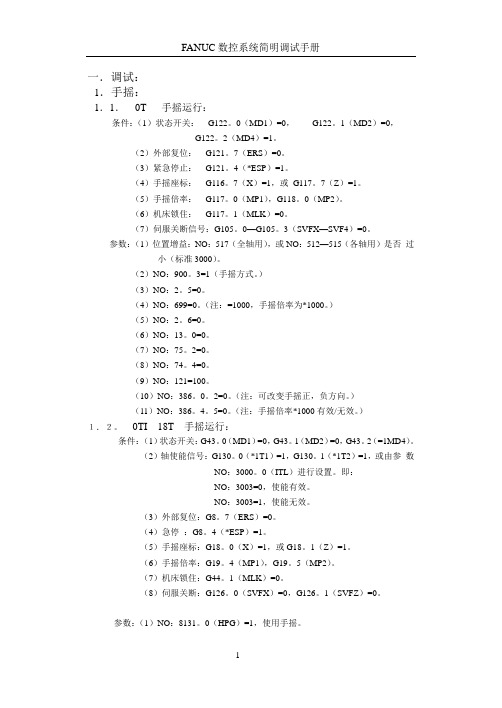
一.调试:1.手摇:1.1.0T 手摇运行:条件:(1)状态开关:G122。
0(MD1)=0,G122。
1(MD2)=0,G122。
2(MD4)=1。
(2)外部复位:G121。
7(ERS)=0。
(3)紧急停止:G121。
4(*ESP)=1。
(4)手摇座标:G116。
7(X)=1,或G117。
7(Z)=1。
(5)手摇倍率:G117。
0(MP1),G118。
0(MP2)。
(6)机床锁住:G117。
1(MLK)=0。
(7)伺服关断信号:G105。
0—G105。
3(SVFX—SVF4)=0。
参数:(1)位置增益:NO:517(全轴用),或NO:512—515(各轴用)是否过小(标准3000)。
(2)NO:900。
3=1(手摇方式。
)(3)NO:2。
5=0。
(4)NO:699=0。
(注:=1000,手摇倍率为*1000。
)(5)NO:2。
6=0。
(6)NO:13。
0=0。
(7)NO:75。
2=0。
(8)NO:74。
4=0。
(9)NO:121=100。
(10)NO:386。
0。
2=0。
(注:可改变手摇正,负方向。
)(11)NO:386。
4。
5=0。
(注:手摇倍率*1000有效/无效。
)1.2。
0TI 18T 手摇运行:条件:(1)状态开关:G43。
0(MD1)=0,G43。
1(MD2)=0,G43。
2(=1MD4)。
(2)轴使能信号:G130。
0(*1T1)=1,G130。
1(*1T2)=1,或由参数NO:3000。
0(ITL)进行设置。
即:NO:3003=0,使能有效。
NO:3003=1,使能无效。
(3)外部复位:G8。
7(ERS)=0。
(4)急停:G8。
4(*ESP)=1。
(5)手摇座标:G18。
0(X)=1,或G18。
1(Z)=1。
(6)手摇倍率:G19。
4(MP1),G19。
5(MP2)。
(7)机床锁住:G44。
1(MLK)=0。
(8)伺服关断:G126。
0(SVFX)=0,G126。
1(SVFZ)=0。
实验三 FANUC Oi-D数控系统基本连接一.实验目的1.了解数控系统的各基本单元。
2.了解数控系统的硬件连接。
二.实验内容1.FANUC 0i MateD数控系统基本组成与连接。
2.电气图形符号、部件功能。
3.电气控制原理与对应的操作过程。
三.实验设备1.FANUC 0i Mate-TD数控车床。
2.万用表、十字/一字螺丝刀(中、小型各一套)四.实验要点1.数控车系统组成、电气关系。
2.数控车床伺服控制系统的组成与连接。
3.机床各电气控制部件实体与电气图形符号对应关系等。
五.实验具体要求1.在进行实物识别时,最好不要给机床及数控系统上电。
只有在需要验证控制过程及各控制部件的响应状态时,才给机床和系统上电,并告知小组其他同学,此时不要触碰任何电气控制部件,避免意外触电。
2.对机床进行基本操作,观察与验证各控制部件的工作过程与状态。
六.相关知识与技能FANUC Oi-D系统可控制4个进给轴和一个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机等。
FANUC 0i Mate-D系统可控制3个进给轴和1个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机和外置I/O模块。
1.FANUC 0i Mate TD数控车实训电控柜2.FANUC 0i D/0i Mate D 控制单元接口图上图为0i-MD系统控制单元背板连接布置图,各连接器接口作用见下表:3.FANUC Oi/0i MateD整个系统间的部件连接4.FANUC I/O LINK连接(1) 0i Mate 用I/0 单元(2) 0i 用I/0 单元5.系统电源的接通顺序按如下顺序接通各单元的电源或全部同时接通。
(1)机床的电源(200VAC)。
(2)伺服放大器的控制电源(200VAC)。
(3)I/O设备;显示器的电源;CNC控制单元的电源(24VDC)。
6.系统电源的关断顺序按如下顺序关断各单元的电源或全部同时关断。
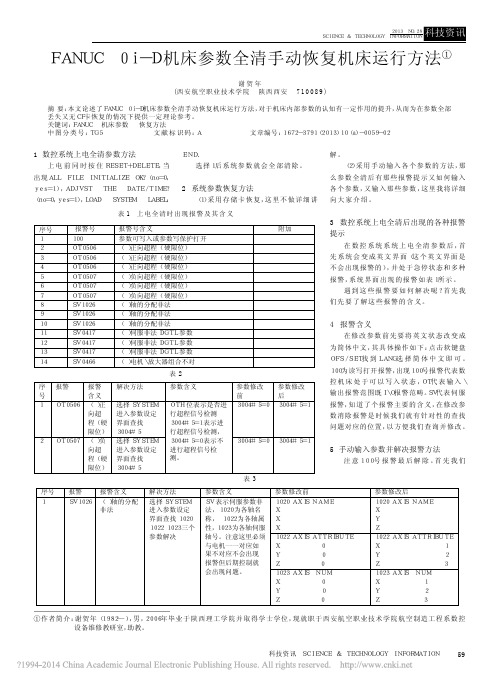
FANUC 0I-MD系统机床调试及验收A机床调试一.主机上电初设1.伺服初始化(1)准备:a:按下急停,设PWE = 1,参数3111#0=1,在SET画面按扩展,选择语言为简体中文。
在参数8130中设置轴数。
b:按「SYSTEM」→「△」→「伺服设定」出现伺服设定屏幕。
(2)设初始化设定位为:00000000(3)电机代码:根据不同的电机型号进行设定。
电机型号:A8/3000i A12/3000i A22/3000i A30/3000i电机代码:177 193 197 203电机型号:A40/3000i AC8/2000i AC12/2000i AC22/2000i电机代码:207 176 191 196 (4)AMR:00000000(5)CMR:2(6)Feed Gear(N/M):根据机床实际情况设定。
直线轴:(不带光栅尺,丝杠和电机直连)螺距10mm 12mm 16mm 20mmN/M 1/100 3/250 2/125 1/50旋转轴:(不带光栅尺)转台齿轮比:1/60 1/90 1/180 1/120N/M 3/500 1/250 1/500 3/1000(7)Driection Set:111 或–111(根据机床实际情况设定)(8)Velocity pulse No. :8192 (不带光栅)(9)Position pulse No. :12500(10)Ref. Counter:根据不同的螺距进行设定螺距:10mm 12mm 16mm 20mm参考计数器10000 12000 16000 20000 (11)设定完毕,切断总电源。
(12)然后再通电,初始化设定位自动变成:00000010(13)旋转轴设定:1006.0=1,旋转轴设定(14)1008.0=1,旋转轴循环功能有效(15)1008.2=1,以转动一周的移动量舍入(16)1260=360000旋转轴转动一周的移动量(17)牙盘分度时8132=1使用分度转台功能5501.0=0分度转台功能有效5512=1最小分度数2.FSSB 设定(1)参数No.1902 设为00000000(2)参数No.1020:X:88Y:89Z:90B:66参数No.1022:X:1Y:2Z:3B:0参数No.1023:X:1Y:2Z:3B:4(按照实际顺序设置)(3)按功能键「SYSTEM」,按数次扩展键「△」,直至出现「FSSB」.(4)按软键「AMP」,出现放大器设定画面,给连接到放大器的轴设定一个顺序号,按照连接放大器的顺序设定号码。
.实验三FANUC Oi-D数控系统基本连接一.实验目的1.了解数控系统的各基本单元。
2.了解数控系统的硬件连接。
二.实验内容1.FANUC 0i MateD数控系统基本组成与连接。
2.电气图形符号、部件功能。
3.电气控制原理与对应的操作过程。
三.实验设备1.FANUC 0i Mate-TD数控车床。
2.万用表、十字/一字螺丝刀(中、小型各一套)四.实验要点1.数控车系统组成、电气关系。
2.数控车床伺服控制系统的组成与连接。
3.机床各电气控制部件实体与电气图形符号对应关系等。
五.实验具体要求1.在进行实物识别时,最好不要给机床及数控系统上电。
只有在需要验证控制过程及各控制部件的响应状态时,才给机床和系统上电,并告知小组其他同学,此时不要触碰任何电气控制部件,避免意外触电。
2.对机床进行基本操作,观察与验证各控制部件的工作过程与状态。
六.相关知识与技能FANUC Oi-D系统可控制4个进给轴和一个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机等。
FANUC 0i Mate-D系统可控制3个进给轴和1个伺服主轴(或变频主..轴)。
它包括基本控制单元、伺服放大器、伺服电机和外置I/O模块。
1.FANUC 0i Mate TD数控车实训电控柜2.FANUC 0i D/0i Mate D 控制单元接口图上图为0i-MD系统控制单元背板连接布置图,各连接器接口作..用见下表:连接器号用途伺服放大器COP10A (FSSB)MDIJA21 端串行JD36A 口RS-232-C2 端口串JD36B RS-232-C 行DI 轴模拟JA40 主/高速I/O Link JA51AJA41 编码器置/主串行轴位DC24V-IN CP1JGA 板后面接口号接口信视CA79A CA88APCMCICA122CA121CD38A网个整3.FANUC Oi/0i MateD系件部的间统连接....4.FANUC I/O LINK连接(1) 0i Mate 用I/0 单元(2) 0i 用I/0 单元..5.系统电源的接通顺序按如下顺序接通各单元的电源或全部同时接通。