有关自动称重配料系统的中英文翻译说课讲解
- 格式:doc
- 大小:53.50 KB
- 文档页数:11

WeighfeederOperation Manual定量给料机LCXK-Ⅲ操作手册承德承信自动化工程有限公司目录一概述讲述皮带秤操作原理及具体情况,如“出料点供料。
什么是INTECONT PLUS ..................2 定义....................................2 计量原理...............................2 控制....................................2 输入和输出.............................3二技术数据和字符....................3 本章简要介绍INTECONT所用全部数据和所有可能发生的情况。
技术数据................................4 接口....................................5 对话语言、单位..........................5 显示、指示灯期..........................5 程序设置、标定..........................6三程序设置..........................7 程序设置功能便于以少量的运算完成秤体计量要求。
功能分配...............................7 标定功能...............................8 皮带环形LB ...........................8除皮TW...............................9置零..................................9 砝码检查CW...........................9模拟方式...............................10 时间设置...............................11四服务值............................11 服务值信号适用于外部线缆、输入、输出转换和负荷传感器负载等检查。

lcs配料称标准概述说明以及解释1. 引言1.1 概述本文旨在介绍和解释LCS配料称标准,该标准是用于确定和规范化LCS(Low Carbon Steel)配料称重过程中所需的各种要求和规定。
通过遵守这一标准,可以有效确保钢铁行业中的配料称重过程的准确性、一致性和可靠性。
1.2 文章结构本文将分为五个部分进行论述。
首先,我们将在第一节中介绍本文的概述,阐明文章主题并概括介绍LCS配料称标准。
然后,在第二节中详细描述LCS配料称标准的定义、背景和相关信息。
接下来,在第三节中我们将阐述该标准的具体要点,包括成分比例、质量控制要求以及标签和包装规定。
在第四节中,我们将探讨实施LCS配料称标准所带来的好处以及可能面临的挑战,并提供相应解决方案。
最后,在第五节中得出结论并对整篇文章进行总结。
1.3 目的本文旨在使读者更好地了解LCS配料称标准,并提供对这一标准重要内容和意义的深入理解。
通过深入分析配料称标准的要点和应用,读者将能够清楚地了解该标准对于钢铁行业的重要性和影响。
此外,本文还将介绍实施这一标准可能面临的挑战,并提供解决方案以帮助读者更好地应对这些挑战。
以上是“1. 引言”部分的详细内容。
如有其他需要,请随时告知。
2. LCS配料称标准2.1 定义和背景LCS配料称标准是指在食品生产和加工过程中,对于食品配料称重过程中所使用的称量设备进行评估和规范的标准。
这一标准旨在确保食品生产过程中的称量结果准确可靠,从而达到产品质量的稳定与控制。
在食品生产领域,不同的配料需要按特定比例进行搭配,以确保最终产品的口感、营养价值和质地符合消费者的期望。
因此,在称重过程中,准确地控制每种配料的重量至关重要。
LCS配料称标准的出现恰好满足了这一需求,并且得到了广泛应用。
2.2 标准说明LCS配料称标准包括了多个方面的内容。
首先是对于称重设备本身的要求。
这些要求涉及到设备精度、稳定性、线性度等性能指标。
只有通过了相应检测并符合标准规定要求的设备才能用于食品生产环境下的称量工作。

全自动称重配料系统(广州南创内部培训资料整理编辑:冯工)全自动称重配料系统系统描述自动称重配料系统是完全自主研发,用于专业生产对粉状,散粒状物料(如粮食,面粉,饲料,PVC粉体,PP颗粒等)进行连续输送,精确计量,自动配料的称重系统。
广州南创中国“称重控制系统”行业领导者、称重系统专家!中国进口传感器、仪器仪表、工业备件十大供应商;系统由上位机-工业电脑,下位机-PLC可编程序控制器,粉体配料,液体配料,微量加料及控制系统等部分组成。
它是以真空上料,加料螺杆定量加料,称重料斗自动称重配料,同时进行累加称重的一种自动称重系统。
适合于物料的精确计量和生产过程中的自动配料作业。
1.全自动称重配料系统:a)AT-WS系列全自动称重配料系统;b)SAT-WS半自动称重配料系统;c)M-WS人工称重配料系统。
2.全范围的中央和独立的加料系统:a)NP -FDS负压加料系统;b)SC-FDS螺旋加料系统;3.弹簧上料器:a)SP-FD100型弹簧上料器;b)SP-FD300型弹簧上料器;c)SP-FD700型弹簧上料器4.真空上料器:a)VF-P型粉末真空上料器;b)VF-G型颗粒真空上料器5.抽屉式磁力架:a)HP-MS高强力磁力架;b)DR-MS抽屉式磁力架一,c)AT-WS系列全自动称重配料系统;SAT-WS半自动称重配料系统;M-WS人工称重配料系统:计量范围:500g;5Kg;10Kg;30kg;50kg─2000kg计量精度:±0.05%;±0.1%;±0.2%;±0.5%可按用户要求,加工特殊规格。
二,全范围的中央和独立的加料系统中央上料系统可以说是规模化塑料加工生产线中使用最普遍的辅助设备,它可节省原料搬运的人力与时间以及生产现场原料堆放所占的空间。
产品系列:1,NP-FDS负压加料系统我司NP-FDS负压加料系统采用负压高速低浓度输送方式,该方式是利用真空泵产生足够的真空吸引力,再调整原料与空气之间的比例来达到输送的方式,其具有操作控制简便,输送速度快,生产安全稳定,生产现场清洁,成本低的特点。

System of Automobile Weighing 称重微机管理系统——说明书—— Specifications操作手册Operation Manual(8 . 0 版)(8.0 Version)June, 2010前言Preface本《称重微机管理系统8.0版——说明书》(以下简称《说明书》)主要介绍“称重管理系统V8.0”的软硬件要求、安装方法、参数设置和日常操作维护等。
This 8.0 version of Specifications for System of Automobile Weighing (hereinafter referred to as the Specifications) mainly describes hardware & software requirements, installation method, parameter setting and daily operation and maintenance for the weighing management system V8.0.该管理系统的使用人员设定为:系统管理员、操作人员。
要求系统管理员熟悉Windows操作系统,了解Client\Server结构且具有SQL Server(或MSDE2000A)数据库管理经验;要求操作人员能够熟悉Windows基本操作。
The use of this management system is set and limited to the system administrator and the operator. The system administer is required to get familiar with the Windows operating system, understand Client\Server structure and have SQL Server (or MSDE2000A) database management experience. The operator is required to get familiar with basic operations of the Windows.本《说明书》是为系统管理员、操作人员的工作而编写的。

徐州三原自动化皮带秤中英文调试大纲The outline of debugging一.The install preparation before test调试前准备1.在输送机框架上安装好皮带秤Install the belt scale on thestatic test frame.2.调整称重传感器拉杆,使框架平面处于相同水平位置Adjust the load cells’ pulling pole, to ensure the scale frameand test frame are in the same level.3.打开电源对传感器进行预热30分钟Turn on the instrumentpower, the load cells are on power for about 30 minutes.预热30分钟4.测量传感器输出值,如果不同,则调整拉杆,使其输出相同Test the load cells output, if they are different, the pullingpole should be adjusted. To ensure they output is the same.二.Adjust the contents调试内容1.ZERO accumulative total零点累计值: 皮带空荷运行整数圈后,零点指示器的累计示值应不大于这段时间内,在最大流量下所应累计负荷的百分比:0.05%Empty in leather belt movement integral an empress, the zero orders the total amount of the indicator shows value should not very in this time inside, a percentage forshould total amount carrying under the biggest discharge:0.05%2.STATIC STATE RESOLUTION在皮带秤上放置链码,皮带运转整数圈,记录累计示值,照此共做5次,五次检测结果中的最大值与最小值之差,与五次称量累计示值平均值之比,应符合0.25%的要求。

转子计量秤使用说明书承德承信自动化工程有限公司第一部分机械部分一.概述:ZZC系列转子计量秤是我公司新研制的动态计量设备,该设备是一种可广泛应用于建材、冶金、化工、电力等行业,对各种无粘性粉料进行动态计量的理想设备。
以水泥生产工艺为例,可用于:1.散装水泥的定量计量。
2.机立窑预加水成球工艺过程的煤粉、生料粉的计量及配料。
3.回转窑工艺中的配料计量。
4.回转窑工艺中的入窖煤粉的配料计量。
二.产品型号规格及基本参数该计量设备核心由转子计量秤秤体、称重控制器两大部分组成(电气部分安装于集中控制柜上)。
产品基本参数见表型号规格如下:注:流量范围—这里容重按1t/㎡计算,若物料容量变动,流量范围也相应变动。
三.使用环境条件1.电源电压:三相五线制(L1、L2、L3、N、接地线)2.环境温度:称重显示控制器:0~+40℃;秤体:-10~+50℃3.环境相对湿度:相对湿度不大于90%4.物料:粉状无粘性,粒径小于2㎜四.工作原理及主要特点1.工作原理该产品采用测力和测速相结合的原理设计。
秤体轴圆盘、转子、传动机构、支点、称重传感器、测速传感器、秤架、进出料口等组成。
一对支点设置在圆盘的中心线上,称重传感器设置在两支点联线的垂直平直分线上,测速传感器安装在托动电机轴的尾端,支点如同天平刀口,未下料时,调节平衡装置,使圆盘相对于支点处于平衡状态,转子由一系列叶片组成,叶片与圆盘壁围成一格一格的旋转空间,当下料时,物料从进料口进入这些空间,并随着转子的转动到达出料口排出。
此时,相对与支点,圆盘里一半有物料,一半没有物料,使圆盘的两个半圆相对于支点失去平衡,称重传感器受力,这个力与圆盘内物料的重量成正比。
设物料均匀分布,圆盘内的料重为P(㎏),称重传感器受力为F(㎏),则F=C1P (1)(式中C1P为比例常数,它的大小只与P和F关于支点的力臂有关)很明显,当转子均匀送料时,转子每旋转一周所输送的物料正为2P,又设此时测速传感器所检测到的转子的转速信号为n(周/分),则物料的流量Q(t/h)为:Q=2P/100(nx60)=0.12/C1Fn=K1Fn (2)由(2)式得知,通过转子秤物料的流量,取决于称重传感器受力F和测速传感器转速n 的乘积,由此,可求得T(小时)通过转子秤的物料累计量W(吨)。

附录:英文技术资料翻译Journal of Jiaozuo Institute of Technology (Nstursl Science),Vol.20,No.4,Jul.2001英文原文:The development of portable digital balanceGUO San-ming' Z H ENG J un-zhong(Dept,of Electri.Eng .of JIT,Jiaozuo 454000,China)Abstract: More attention has been paid on the development of the portable digital balance with commercial worth since the usual measurers have been unpopular such as pole balance spring balance and some others .The scheme of the portable digital balance with high performance and low cost is put forward. The ideas for the signal process circuit is introduced and the specie hardware chart is made. The key parts of the weigh sensor elastomer are specified. Moreover the problems to deal with the current and the improvement on the accuration have been solved.Key words: digital balance; elastomer; power amplifier; measurement range conversion; electric resourceCLC; TH 715.1 +93 Document Code: A literature number 1007 -7332 (2001) 04-0269-040 IntroductionDevelopment of science and technology, the weighing technology put forward higher requirements, especially micro-processing technology and sensor technology, tremendous progress has greatly accelerated this process. Currently, electronic scales used in commercial sales have been quite common, but all kinds of electronic scales are widely used in the market, there are significant limitations. These electronic scales large volume, high cost, need for frequency AC power supply, and can not carry. Popular portableelectronic weighing scales on the market, or they use a rod to the spring compression, tensile deformation of the spring balance to achieve, such as metering, measurement error is large, more than once spring elastic limit, it will generate a lot of errors, as well as damage to the rod type scales are currently going out of the metering equipment, therefore, a miniaturized, can be replaced in the future development of universal rod scales electronic scales by the people attach great importance to design a lightweight, easy to carry, accurate measurement, intuitive readings civilian electronic scales imminent.This product is fully electronic circuit design, fully taking into account the advantages of various types of electronic scales, and small and portable, measurement error is small (1%), reliable / low prices on the civilian market has good prospects for use.1 System PrinciplesPortable electronic scale system shown( Figure 1), which consists of sensors, amplifiers, range conversion circuit, A / D converter and a display / power supply circuit and the like.Strain gauge sensor element consisting of a resistor, the weighing weak signal, the precision of the differential amplifier, two stages (0~2Kg, 2~10Kg) automatic conversion range, the A/D converter, said amplified re-converted into an analog signal to a digital liquid crystal display (LCD) display, the processing circuit power supply voltage into the battery power supply voltage level required for the type of each unit circuit.2 load cell selection and designIn the electronic scale system , the sensor is the most critical component is also part of the design of electronic scales difficult to deal with , its performance directlydetermines the accuracy of electronic scales . Small -scale load cell structure , type and more categories . In order to make the load cell has good linearity , strong input sensitivity and strong resistance to lateral load force , we have adopted a two-hole parallel beam load cell [1] ( Figure 2 ),as the use of domestic hard aluminum alloy LY12 elastomer material, the elastic hysteresis and creep is small, the small -scale load cell, the storage of this material is larger than W, elastic modulus is small (about 1 / 3 of steel), the manufacture of small the load cell weighing scale , and the ideal material.Working principle of the sensor is : When the sensor is subjected to external loads prole of the upper and lower beams parallel elastomer elastic deformation / paste in a parallel beam of four strain gauges R1~ R4 consists of bridge output voltage is generated with linearized external load increment p , p can know the size of the external load.Size of the sensor according to the maximum range of the elastic element may be primarily determined detection point ( peak stress ) section thickness h1,, to determine the form and size of the opening , the sensor sensitivity is generally require (1.5 ~ 2) mV / V range, the full-bridge The output voltage U 0.As 0CC U S U ε=,Where: S-strain gauge sensitivity factor;U C C - -for the bridge voltageε-Detection Point (strain gauge affixed at) strain,S U U CC /)/(0=εAlso 1/P M E W ε= ,Where: Mp-detection point bending moment;E -modulus of elasticity of the material;W1-detection point flexural modulus; .)6/(211bh l W =Beacuse ),2/(:)2/(:max L l M M P = (Similar triangles);So ,4/)4/)(/(pl pL L l M P -=Where: b -elastic element width;h1-sectional thickness detection point ;Mmax = pL/4- maximum bending moments at both ends of the elastic element ; p-Maximum weight;l-double hole center distance;L-length of elastomersCan push 164pl h Ebε= Open hole diameter 12h φα=-,2()/2h L l φ=--The stiffness ratio αL h h K 312)(= . This value can be used as calibration values estimated elastic stiffness is adequate. Size elastomer determined according to the above principles, its processing byconventional technology standards, through the heat out of the library , the opening line cutting , grinding and other processes required by conventional patch3 amplifier circuit design processing several problems(1) Power : This e- weighed 2 on the 5th ordinary zinc-manganese batteries (3V) or rechargeable battery (2.4V) power supply. For each level of the supply voltage circuit for this is not enough , so the choice of switching to Boost Regulator Manifold TL499A for power conversion ( Figure 3 ).The output voltage of the regulator TL499A range of up to 2.9 ~ 30V, output current of 100mA, the required input voltage range of 1.1 ~ 10V. TL499A the battery voltage up to 15V, 7.5V and then get a symmetrical voltage output through the op amp. (2) Reduce the influence of the equivalent offset voltage measurement accuracy ; bridge output signal is superimposed on a high voltage DC supply mold weak signal , you should first ensure that the power bridge to get a high degree of stability , constant current bridge uses circuitry as shown in ( 4 ) below.By the A1, R5, R6, R1 constitute a constant current source circuit for providing a high degree of stability bridge power circuit . R1-R4 constituting the detection resistance strain gauge bridge force due to the action of the force to deform the elastic body , leaving a corresponding change in strain gauge resistance , thereby weak bridge output voltage signal proportional to the force by the elastic body , Rp is zero potentiometer to adjust the bridge output to zero. A2-A5 and peripheral components of the differential amplifier . The circuit has an input impedance (300-500mΏ) high , high common mode rejection ratio (110DB). Input offset voltage (20uv) and offset voltage drift (0.25-10uv / ℃) small features, ideal for the bridge amplifier circuit form . Circuit is divided into two , the first stage consists of A2, A3 , thereby to improve the input impedance of the amplifier circuit , the second stage by the A4, A5 constitute a differential amplifier , seeking an exact match to A4 external resistor , while lower gain circuit has guaranteed small offset voltage , Rw number tune the gain of the amplifier.(3) Achieve scale transformation , the electronic scale range is divided into two ranges , the first range 0-2Kg, second range 2-10Kg, automatic conversion range fromthe circuit ( Figure 5 ).A/D conversion and the reality circuit ICL7106 completed by the manifold, range conversion by changing the reference voltage VREF 7106 implementation. Weighing comparator circuit compares the output signal of the differential amplifier composed by A6 , when the weighing scale at 0 - 1999g range, the signal is small , the comparator does not move from Rp1 adjusted reference voltage through analog switches SW1, plus to VREF end 7106 ; when weighing more than 1999g, comparator A6 flip RP2 obtained by the reference voltage signal via the analog switch SW2 to 7106 ; simultaneously output A6 control the position of the decimal point is lit LCD display.4 Test ResultsBy actual measurement , the electronic scale technical indicators are as follows : Accuracy degree level : 3 Maximum weighing : 10kgMinimum scale value : Range :0 - 1999g time error : ≤1%Range :1.999-10kg when drift : <0.1% / ℃Weight : ≤400g volume: about 110mmx80mmx35mm5 ConclusionsRenamed some of the performance characteristics of some failings , one of which is the high price , after accounting cost about 120 yuan ; Furthermore high linearity error ; function is still lacking, such as tare function , computing functions. These need to be addressed in a future circuit improvements . As electronic scales small, easy to carry , such as to further reduce costs in the civilian market will have good prospects for use A/D conversion and the reality circuit ICL7106 completed by the manifold , range conversion by changing the reference voltage VREF 7106 implementation. Weighing comparator circuit compares the output signal of the differential amplifiercomposed by A6 , when the weighing scale at 0 - 1999g range, the signal is small , the comparator does not move from Rp1 adjusted reference voltage through analog switches SW1, plus to VREF end 7106 ; when weighing more than 1999g, comparator A6 flip RP2 obtained by the reference voltage signal via the analog switch SW2 to 7106 ; Simultaneously output A6 control the position of the decimal point is lit LCD display.焦作工学院(自然科学版),第20卷,第四期,2001年7月中文译文:便携式电子秤的研制郭三明,郑均忠(焦作工学院电气工程系,河南焦作454000)摘要:目前,市场上常见的杆式秤和弹簧秤等计量器具已逐步被淘汰。


称重计量与配料系统设备工艺原理随着工业化的快速发展,工厂对于生产效率和质量要求越来越高。
如今,许多工厂都采用称重计量与配料系统设备来帮助提高生产效率和产品质量。
本文将介绍称重计量与配料系统设备的工艺原理及其应用。
称重计量与配料系统设备的概述称重计量与配料系统设备(Weight Measurement and Batching System Equipment)是一种用于工厂生产的先进技术设备。
其主要作用是通过自动称重和计量,将不同种类的原材料按照预定配比混合、拌和和加工。
它能够高效地完成大规模、高精度的制造任务,同时大大提高产品品质、降低人工错误率。
称重计量与配料系统设备主要由下列零部件组成:•称重传感器•控制系统•进料系统•混合系统•输送系统称重计量与配料系统设备的工作原理称重计量与配料系统设备的工作原理主要基于重量计算原理,即将物质重量转换为数值,为产品的制造、包装提供精确、稳定的重量数据。
当原材料首先进入下料机构时,称重传感器会自动检测原材料的重量,并把数据传输给控制系统。
控制系统将根据重量数据和预设的配料配比计算出所需量的原材料,并向下料机构发出指令,从而控制进料系统将粉末、颗粒状或液态原材料按照不同比例投放到混合机中。
然后,通过混合设备快速搅拌、混合,将各种原材料混合均匀。
最后,通过输送系统将混合好的成品物料运往包装机进行包装或直接输送至下一道工序。
整个过程使用控制系统实现自动化控制,保证生产的稳定性和准确度。
称重计量与配料系统设备的优势和应用称重计量与配料系统设备具有以下的优势:•高效性:自动化、高速混配和输送系统,提高生产效率。
•精确性:准确计量和重复性可以精确控制成品品质。
•经济性:减少了人工成本、产品废料、备件和物料成本。
•安全性:自动化系统可以减少操作人员接触到危险材料的机会。
在各种工业领域,称重计量与配料系统设备已广泛应用,如以下几个示例:•化工:应用于制药和色彩化学行业,对复杂的混合物进行配料和混合。

配料系统Liquid Preparation SystemAs for the concentrated solution tanks and diluted solution tanks, they are adopted reasonable design, advanced crafts and automatic control system, which are according to GMP standard. Vertical double layers: With the structure of vertical double layers, with the interior polish Ra 0.45, with the mirror plate or grinding plate for heat preservation, the tanks are well proportioned. Jacket: The helical band in the jacket, which is filled heat preserved material, is heated by steam or cooled by cooling water. The parts are adopted SS316L, which are passed through liquid, the rest parts are adopted SS304. Capped end:the capped end at the bottom of the tank is adopted concave-convex type.With the axis leaning nozzle, sterilizing nozzle, sprall ball, manhole, 0.22m vent filter with hydrophobicity and agitator, outlet, drainage, sample point, temperature sensor, level transmitter etc.It is adopted level indicator and controller with alarm.It can be customized to add N2 or PH meter, according to customer’s requirem ents. The clean pipeline system is very important for the quality of medicine. The main pipeline system: pure water distributionsystem, WFI distribution system, liquid distribution system etc.We have one professional team especially for the installation pipeline system, who had advanced welding techniques.The welding quality is satisfied with the GMP standard.Surface is treated with mechanical or electro-chemical polish.We adopted advanced full automatic inert gases shield orbit welding to connect thinner pipes, which is regulated andcontrolled ach welding parameters (e.g.: voltage, pressure,speed), quality and flow of inert gases. The welding orbit is verysmooth.We needn’t adopt acid cleaning and passivation.We adopted endoscope to inspect the welding quality of pipes.We made one complete systems engineering guaranteeing system, which is strictly according to the GMP/FDAstandard. From selecting material to inspect equipment, we always strictly according to our quality criterion.Liquid Preparation System。
附录:英文技术资料翻译Journal of Jiaozuo Institute of Technology (Nstursl Science),Vol.20,No.4,Jul.2001英文原文:The development of portable digital balanceGUO San-ming' Z H ENG J un-zhong(Dept,of Electri.Eng .of JIT,Jiaozuo 454000,China)Abstract: More attention has been paid on the development of the portable digital balance with commercial worth since the usual measurers have been unpopular such as pole balance spring balance and some others .The scheme of the portable digital balance with high performance and low cost is put forward. The ideas for the signal process circuit is introduced and the specie hardware chart is made. The key parts of the weigh sensor elastomer are specified. Moreover the problems to deal with the current and the improvement on the accuration have been solved.Key words: digital balance; elastomer; power amplifier; measurement range conversion; electric resourceCLC; TH 715.1 +93 Document Code: A literature number 1007 -7332 (2001) 04-0269-040 IntroductionDevelopment of science and technology, the weighing technology put forward higher requirements, especially micro-processing technology and sensor technology, tremendous progress has greatly accelerated this process. Currently, electronic scales used in commercial sales have been quite common, but all kinds of electronic scales are widely used in the market, there are significant limitations. These electronic scales large volume, high cost, need for frequency AC power supply, and can not carry. Popular portableelectronic weighing scales on the market, or they use a rod to the spring compression, tensile deformation of the spring balance to achieve, such as metering, measurement error is large, more than once spring elastic limit, it will generate a lot of errors, as well as damage to the rod type scales are currently going out of the metering equipment, therefore, a miniaturized, can be replaced in the future development of universal rod scales electronic scales by the people attach great importance to design a lightweight, easy to carry, accurate measurement, intuitive readings civilian electronic scales imminent.This product is fully electronic circuit design, fully taking into account the advantages of various types of electronic scales, and small and portable, measurement error is small (1%), reliable / low prices on the civilian market has good prospects for use.1 System PrinciplesPortable electronic scale system shown( Figure 1), which consists of sensors, amplifiers, range conversion circuit, A / D converter and a display / power supply circuit and the like.Strain gauge sensor element consisting of a resistor, the weighing weak signal, the precision of the differential amplifier, two stages (0~2Kg, 2~10Kg) automatic conversion range, the A/D converter, said amplified re-converted into an analog signal to a digital liquid crystal display (LCD) display, the processing circuit power supply voltage into the battery power supply voltage level required for the type of each unit circuit.2 load cell selection and designIn the electronic scale system , the sensor is the most critical component is also part of the design of electronic scales difficult to deal with , its performance directlydetermines the accuracy of electronic scales . Small -scale load cell structure , type and more categories . In order to make the load cell has good linearity , strong input sensitivity and strong resistance to lateral load force , we have adopted a two-hole parallel beam load cell [1] ( Figure 2 ),as the use of domestic hard aluminum alloy LY12 elastomer material, the elastic hysteresis and creep is small, the small -scale load cell, the storage of this material is larger than W, elastic modulus is small (about 1 / 3 of steel), the manufacture of small the load cell weighing scale , and the ideal material.Working principle of the sensor is : When the sensor is subjected to external loads prole of the upper and lower beams parallel elastomer elastic deformation / paste in a parallel beam of four strain gauges R1~ R4 consists of bridge output voltage is generated with linearized external load increment p , p can know the size of the external load.Size of the sensor according to the maximum range of the elastic element may be primarily determined detection point ( peak stress ) section thickness h1,, to determine the form and size of the opening , the sensor sensitivity is generally require (1.5 ~ 2) mV / V range, the full-bridge The output voltage U 0.As 0CC U S U ε=,Where: S-strain gauge sensitivity factor;U C C - -for the bridge voltageε-Detection Point (strain gauge affixed at) strain,S U U CC /)/(0=εAlso 1/P M E W ε= ,Where: Mp-detection point bending moment;E -modulus of elasticity of the material;W1-detection point flexural modulus; .)6/(211bh l W =Beacuse ),2/(:)2/(:max L l M M P = (Similar triangles);So ,4/)4/)(/(pl pL L l M P -=Where: b -elastic element width;h1-sectional thickness detection point ;Mmax = pL/4- maximum bending moments at both ends of the elastic element ; p-Maximum weight;l-double hole center distance;L-length of elastomersCan push 164pl h Ebε= Open hole diameter 12h φα=-,2()/2h L l φ=--The stiffness ratio αL h h K 312)(= . This value can be used as calibration values estimated elastic stiffness is adequate. Size elastomer determined according to the above principles, its processing byconventional technology standards, through the heat out of the library , the opening line cutting , grinding and other processes required by conventional patch3 amplifier circuit design processing several problems(1) Power : This e- weighed 2 on the 5th ordinary zinc-manganese batteries (3V) or rechargeable battery (2.4V) power supply. For each level of the supply voltage circuit for this is not enough , so the choice of switching to Boost Regulator Manifold TL499A for power conversion ( Figure 3 ).The output voltage of the regulator TL499A range of up to 2.9 ~ 30V, output current of 100mA, the required input voltage range of 1.1 ~ 10V. TL499A the battery voltage up to 15V, 7.5V and then get a symmetrical voltage output through the op amp. (2) Reduce the influence of the equivalent offset voltage measurement accuracy ; bridge output signal is superimposed on a high voltage DC supply mold weak signal , you should first ensure that the power bridge to get a high degree of stability , constant current bridge uses circuitry as shown in ( 4 ) below.By the A1, R5, R6, R1 constitute a constant current source circuit for providing a high degree of stability bridge power circuit . R1-R4 constituting the detection resistance strain gauge bridge force due to the action of the force to deform the elastic body , leaving a corresponding change in strain gauge resistance , thereby weak bridge output voltage signal proportional to the force by the elastic body , Rp is zero potentiometer to adjust the bridge output to zero. A2-A5 and peripheral components of the differential amplifier . The circuit has an input impedance (300-500mΏ) high , high common mode rejection ratio (110DB). Input offset voltage (20uv) and offset voltage drift (0.25-10uv / ℃) small features, ideal for the bridge amplifier circuit form . Circuit is divided into two , the first stage consists of A2, A3 , thereby to improve the input impedance of the amplifier circuit , the second stage by the A4, A5 constitute a differential amplifier , seeking an exact match to A4 external resistor , while lower gain circuit has guaranteed small offset voltage , Rw number tune the gain of the amplifier.(3) Achieve scale transformation , the electronic scale range is divided into two ranges , the first range 0-2Kg, second range 2-10Kg, automatic conversion range fromthe circuit ( Figure 5 ).A/D conversion and the reality circuit ICL7106 completed by the manifold, range conversion by changing the reference voltage VREF 7106 implementation. Weighing comparator circuit compares the output signal of the differential amplifier composed by A6 , when the weighing scale at 0 - 1999g range, the signal is small , the comparator does not move from Rp1 adjusted reference voltage through analog switches SW1, plus to VREF end 7106 ; when weighing more than 1999g, comparator A6 flip RP2 obtained by the reference voltage signal via the analog switch SW2 to 7106 ; simultaneously output A6 control the position of the decimal point is lit LCD display.4 Test ResultsBy actual measurement , the electronic scale technical indicators are as follows : Accuracy degree level : 3 Maximum weighing : 10kgMinimum scale value : Range :0 - 1999g time error : ≤1%Range :1.999-10kg when drift : <0.1% / ℃Weight : ≤400g volume: about 110mmx80mmx35mm5 ConclusionsRenamed some of the performance characteristics of some failings , one of which is the high price , after accounting cost about 120 yuan ; Furthermore high linearity error ; function is still lacking, such as tare function , computing functions. These need to be addressed in a future circuit improvements . As electronic scales small, easy to carry , such as to further reduce costs in the civilian market will have good prospects for use A/D conversion and the reality circuit ICL7106 completed by the manifold , range conversion by changing the reference voltage VREF 7106 implementation. Weighing comparator circuit compares the output signal of the differential amplifiercomposed by A6 , when the weighing scale at 0 - 1999g range, the signal is small , the comparator does not move from Rp1 adjusted reference voltage through analog switches SW1, plus to VREF end 7106 ; when weighing more than 1999g, comparator A6 flip RP2 obtained by the reference voltage signal via the analog switch SW2 to 7106 ; Simultaneously output A6 control the position of the decimal point is lit LCD display.焦作工学院(自然科学版),第20卷,第四期,2001年7月中文译文:便携式电子秤的研制郭三明,郑均忠(焦作工学院电气工程系,河南焦作454000)摘要:目前,市场上常见的杆式秤和弹簧秤等计量器具已逐步被淘汰。
称重配料自动控制系统一、系统概述称重配料是一种用于石油、冶金、化工、食品、建材、粮油、饲料、塑料、农业等产品生产过程中的配料方式,主要以重量的方式进行按照配比进行配料,一般这种配料过程叫做称重配料。
而称重配料的方式根据工艺要求和原理可以分为很多种;有单一物料、多种物料(顺序配料)、减量法称重(累减配料)等重重配料方式。
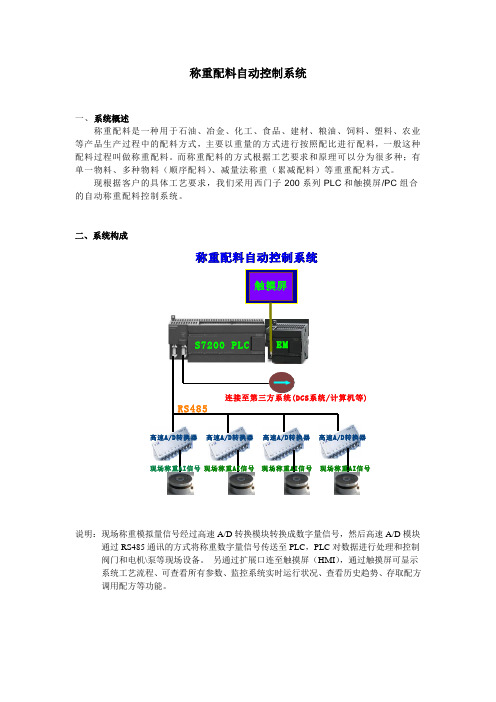
现根据客户的具体工艺要求,我们采用西门子200系列PLC和触摸屏/PC组合的自动称重配料控制系统。
二、系统构成EMS7200 PLC连接至第三方系统(DCSRS485高速A/D转换器高速A/D转换器高速A/D转换器高速A/D转换器现场称重AI信号现场称重AI信号现场称重AI信号现场称重AI信号说明:现场称重模拟量信号经过高速A/D转换模块转换成数字量信号,然后高速A/D模块通过RS485通讯的方式将称重数字量信号传送至PLC,PLC对数据进行处理和控制阀门和电机\泵等现场设备。
另通过扩展口连至触摸屏(HMI),通过触摸屏可显示系统工艺流程、可查看所有参数、监控系统实时运行状况、查看历史趋势、存取配方调用配方等功能。
三、系统功能1、操控功能操控功能可以选择系统操作模式(装卸联动、定量装料、定量卸料、手动操作、配方存取、配方选择等)。
2、监控功能监控功能能够实时反应系统运行状态的指示(正在装料、正在卸料、装料停止、卸料停止、配料完成、延时卸料等);设备状态的指示(欠载、超载、动态不稳定、通讯故障、设备启动故障等);系统数据的实时监控(所有重量参数、配方参数、运行状态、内部参数、现场设备运行状态等)。
3、现场和远程校准功能可通过现场触摸屏对系统进行校准,也可以通过连接至第三方系统或则计算机可以对系统校准操作。
工艺流程配方管理参数设置历史趋势报警管理用户登录用户注销模式选择称校准画面称校准画面空称标定毛重:砝码重xxxx.xKg加载标定确定当前是空称?确定取消毛重xxxx.xKg 毛重xxxx.xKg 按 确定 则标零按 取消 则返回确定称已加载xxxxKg 确定取消毛重xxxx.xKg按 确定 则标定按 取消 则返回4、联锁功能(根据工艺要求现场设备的联锁动作和保护)。

配料秤SYSTEM-6仪表使用手册江苏天秤计控设备有限责任公司目录一、概述二、显示和阐明三、端子和接线四、功能和设立五、皮带秤标定六、故障排除附图:1、端子阐明2、接线阐明第一章概述SYSTEM-6仪表是我公司自行研制开发现场总线型称重仪表,该仪表采用世界先进技术,性能可靠,功能强大。
SYSTEM-6仪表广泛应用于各种行业动态称重领域。
合用于皮带秤、螺旋秤、料斗秤、失重秤、计量秤、包装秤、钢坯秤、地中衡、钢卷秤等各种工业称重设备。
注:本手册合用于配料皮带秤。
一、重要技术指标1.静态计量精度级别:三级2.系统动态计量精度:0.25%3.控制精度:0.50%4.适当皮带宽度:500—1600mm5.皮带带速:0.05—2m/s6.合计脉冲传送距离:1500m7.瞬时流量传送距离:1500m8.周边空气温度:—25~+40℃9.空气相对湿度:45%~75%10.电源:AC,220V±10%,50±2%Hz二、重要功能1.具备PID功能,构成闭环控制系统,可独立运营或在中控系统控制下完毕配料功能。
有4~20mA控制电流输出。
(负载为500Ω)2.具备光电隔离485通讯接口,通讯合同可选用PROFIBUS DP或者MODBUS。
可作为PROFIBUS DP从站。
3.具备多点DC、AC输出输入功能;4-20mA流量输出;0-5V和4-20mA 给定值输入4.具备各种组合及回路控制方式;5.具备非线性修正功能;6.具备抗干扰数字滤波功能;7.具备断电保护功能;8.具备抗干扰自启动功能;9.具备日历功能;阐明:关于通讯内容,请参阅仪表通讯手册。
三、重要特点1.该产品按照当今流行集散系统设计思想设计,可以便地和DCS或PLC 控制系统相联接;具备强大通讯功能,可以便地接入工业控制网络。
通讯合同可选用PROFIBUS DP或者MODBUS(RTU)。
2.采用当前国际上先进EPLD技术,在超大规模集成电路芯片内设计电路,大量地减少了印刷电路板上焊点数,有效地提高了可靠性。

中英文对照翻译(文档含英文原文和中文翻译)温度控制简介和PID控制器过程控制系统自动过程控制系统是指将被控量为温度、压.力、流量、成份等类型的过程变量保持在理想的运行值的系统。
实际上过程是动态的。
变化总是会出现,此时如果不采取相应的措施,那些与安全、产品质量和生产率有关的重要变量就不能满足设计要求。
为了说明问题,计我们来看一下热交换器。
流体在这个过程中被压缩的过热蒸汽加热,如图1所示。
图1热交换器这一装置的主要目的是将流体由入口温度Ti(t).加热到某一期望的出口温度T (t)。
如前所述,加热介质是压缩的过热蒸汽。
只要周围没有热损耗,过程流体获得的热量就等于蒸汽释放的热量,即热交换器和管道问的隔热性很好。
很多变量在这个过程中会发生变化,继而导致出日温度偏离期望值。
如果出现这种情况,就该采取一些措施来校正偏差,其目的是保持出日温度为期望值。
实现该目的的一种方法是首先测量r(0),然后与期望值相比较,由比较结果决定如何校正偏差。
蒸汽的流量可用于偏差的校.正。
就是说,如果温度高于期望值,就关小蒸汽阀来减小进入换热器的蒸汽流量;:若温度低于期望值,就开大蒸汽阀,以增加进入换热器的蒸汽流量。
所有这些操作都可由操作员手工实现,操作很简单,不会出现什么问题。
但是,由于多数过程对象都有很多变量需要保持为某一期望值,就需要许多的操作员来进行校正。
因此,我们想自动完成这种控制。
就是说,我们想利用无需操作人员介入就可以控制变量的设备。
这就是所谓自动化的过程控制。
为达到上述日标,就需要设计并实现一个系统。
图2所示为一个可行的控制系统及其基本构件。
图2热交换器控制循环首先要做的是测量过程流体的出口温度,这一任务由传感器(热电偶、热电阻等)完成。
将传感器连接到变送器上,由变送器将传感器的输出信号转换为足够大的信号传送给控制器。
控制器接收与温度相关的信号并与期望值比较。
根据比较的结果,控制器确定保持温度为期望值的控制作用。
基于这一结果,控制器再发一信号给执行机构来控制蒸汽流量。

配料系统起机操作流程(中英文实用版)**Start-up Operation Procedure for the Ingredient System**The ingredient system is a critical component of any food processing plant, ensuring the precise measurement and mixing of ingredients to produce consistent, high-quality products.Below is a detailed start-up operation procedure for the ingredient system.**配料系统开机操作流程**配料系统是任何食品加工厂的关键组成部分,它确保准确地测量和混合原料,以生产一致的高质量产品。
以下是配料系统开机操作的详细流程。
**1.Pre-start Checklist**Before turning on the power, a thorough inspection should be conducted to ensure all components are in good condition.Check the following:- All conveyor belts are undamaged and properly aligned.- The mixer blades are sharp and undamaged.- The scales are calibrated and accurate.- All safety devices are in place and functioning correctly.**1.开机前检查清单**在开启电源之前,应进行彻底的检查,确保所有部件状况良好。

河北联合大学轻工学院QINGGONG COLLEGE, HEBEI UNITED UNIVERSITY中英文翻译设计(论文)题目:定量给料皮带秤控制器的软件设计学生姓名:罗建平学号:200815010102专业班级:08自动化1班学部:信息科学与技术部指导教师:王建民教授2012年05月20日原文 (1)译文 (8)定量给料皮带秤被广泛地应用于矿山、煤炭、化学工业和码头等行业.它是一种非常重要的动态测量系统和配料系统。
利用MCS-51单片机特点,在电子皮带秤原有机械结构的基础上加入了由单片机称重控制的自动控制系统,实现了电子皮带秤调节的自动化。
定量给料皮带秤是皮带输送机输送固体散状物料过程中对物料进行连续自动称重的一种计量设备,它可以在不中断物料流的情况下测量出皮带输送机上通过物料的瞬时流量和累积流量,同时它可以根据操作人员在数字键盘上所输入的给定值通过改变控制电机的速度达到相应的改变皮带的传输速度,从而能快速简便的实现工业控制中人们所需要的皮带速度。
称重技术自古以来就被人们所重视,作为一种计量手段,广泛应用于工农业、科研、交通、内外贸易等各个领域,与人民的生活紧密相连。
电子皮带秤是电子衡器中的一种,衡器是国家法定计量器具,是国计民生、国防建设、工农业生产、科学研究、内外贸易不可缺少的计量设备,衡器产品技术水平的高低,将直接影响各行各业的现代化水平和社会经济效益的提高。
称重装置不仅是提供重量数据的单体仪表,而且作为工业控制系统和商业管理系统的一个组成部分,推进了工业生产的自动化和管理的现代化,它起到了缩短作业时间、改善操作条件、降低能源和材料的消耗、提高产品质量以及加强企业管理、改善经营管理等多方面的作用。
称重装置的应用已遍及到国民经济各领域,取得了显著的经济效益。
因此,称重技术的研究和衡器工业的发展各国都非常重视。
50年代中期电子技术的渗入推动了衡器制造业的发展。
60年代初期出现机电结合式电子衡器以来,经过40多年的不断改进与完善,我国电子衡器从最初的机电结合型发展到现在的全电子型和数字智能型。
![梅特勒CK 检重秤培训资料[Compatibility Mode]](https://img.taocdn.com/s1/m/f4b78d740b1c59eef8c7b4b7.png)

PLC automatic batching and weighing systemdesignThere are many kinds of PLC definition. The international commission (IEC) is defined as of PLC programmable controller is a kind of digital computing operations, specially designed for the electronic system in industrial environment application and design. It USES programmable Qi, used in its internal storage to perform the logic operation, sequence control, timing, counting and arithmetic operation instruction, and through digital, analog input and outp ut, the control various types or production process. Programmable controller and related equipment, should press easy and industrial control system as a whole, easy to extend its function principle design. PLC with communication networking function, it makes PLC and PLC, between the PLC and the PC and other intelligent equipment to exchange information between, forming a unified whole, realize scattered centralized control. Most PLC has RS - 232 interface, and some built-in have to support their communi cation protocol interfaces. Ingredients workers receive daily production scheduling, will in turn for each feedstock. According to how much weighing ingredients, first calculated the weight of each component in various components, and then the material barrels material taking, to electronic says on the packaging weighingAlong with the development of science and technology, Automatic batching and weighing s ystem has been widely used in metallurgy, coal, chemicals, building material industry, etc. Automatic batching and weighing system can be set according to the input ratio and flow control of material flow, thereby achieve control of product quality and yield of the objective is to realize the automatic production process,and intelligent, enterprise's sci entific management, safe and stable production and energy consumption is the important technical means. Computer control system in the production of ingredients used not only can improve the yield and quality ingredients and greatly reduce the labor intensity, and post to improve production efficiency.The auto-dispensation system permanent flow control uses the PID adjustment,the current capacity measurement control is measures the deviation and the frequency conversion velocity modulation union. Introduces the flow-control mode and control process of the system based on the systems manufacturing process of the allocation. This essay also illustrates the hardware setting and software designing of PLC selection, frequency conversion control of allocation sys tem in detail.Ingredients worker receives daily production operations the table, it will turn for each raw material weighing。according to the number of ingredients, first calculate the weight of each ingredient, and then the drums in a variety of components in the reclaimer and sent e - said weighing on the final packaged。In this process, the heavy workload of the workers, the high error rate, weighing the weight of no monitoring, no records of production data can not guarantee the production process 。paper to PC, programming, programmable logic control device (PLC), field bus technology and other modern industrial control tec hnology, developed by PC, as the host computer to PLC as the next-bit machine's automatic batching system。throughout the production process, once the production plan worked out, the computer will follow plan for each weighing raw materials, eliminating th e need for manual intervention。In this process, the workers just to get material, by the computer that sent the electronic data checking weight, reduce the workload of workers to improve work efficiencyAutomatic batching and weighing system is a kind of integrating transportation, measuring, mixing in an online automatic weighingapparatus measured dynamic. This system consists of one or more ingredients belt scales, can show not only transient flow and total amount of conveyor belt, can also according to the value of the instantaneous flow deviation to adjust to the size of the feed to flow, constitute a closer setting control s ystem, and achieve constant flow of purpose. Along with the rapid development of industrial production, electronic belt scale inc reasing demand of burdening s ystem, was widely applied in a pan of metallurgy, power, chemical industry, food industry etc of process control. At the same time, along with the computer technology and the rapid development of the automatic control technology, the system application technology more advanced, more extensive, field can take the scheme is more agile diversity, and, due to the system often costly, users of the actual conditions are also different. Therefore, careful, choose a reasonable, perfect,economic solution appears especially importantAlong with the enterprise scale expansion and development, automatic batching control system has undergone considerable development Batching production system is a system in which a variety of raw materials according to a certain proportion are mixed together, for processing to produce a product of the process Among them, the ingredients are indispensable in the production of key ingredients, accurate product quality has important influence With the developmen t of information technology and the development of automatic control technology, a new generation of batching control system will towards information and intellectualization. In this paper a programmable controller (PLC) as the core of the automatic batch ing control system, complete with a higher cost, the application of automatic blending control system PLC because of its powerful, eas y to use, high reliability, is often used as the field data gathering and the equipment control. In this paper, automatic batching system development present situation, application prospects are discussed in this paper, thetraditional ingredients on the basis of the system, presents the overall design of the system and the basic structure of the system, and the related equipment, such as electronic proportioning scale structure and control principle, technical parameters were introduced Then the paper gives the batching control system electrical control part of the main composition and the use of PLC realize field batching e quipment dynamic coordinated control methods, thereby enabling the proportioning s ystem can work automatically according to the demand feeding, weighing, batching process, well presented batching control system part of the control process In the actual ope ration, to achieve the desired results, for other control system also has the very good reference value.The overall design philosophy of the Automatic batching and weighing system of the belt is: Before the belt is put into operation, the settlement value of the flow of the supplies is established on the keyboard by the to carry on the belt. After the system is put into normal running, loading signal of the belt that the one-chip computer samples and the speed signal leaves, walk belt speed signal and b elt instantaneous weight, unit of length is it can calculate out belt twinkling of an eye flow F of supplies to multiply (t) . The flow can be in charge of the number and show, offer the craft data to to consult in the twinkling of an eye. 8031 systems and then compare the actual value of the flow instead of the establishing value, calculate out controlling amount vi after PID regulates operation, and then change into the electric current and output the signal, and then enlarged and controlled leading the o pen angle of silicon controlled rectifier, realize regulating the function of the electricity electromechanical magnetism clutch excitation electric current of slippery difference, thus regulate the rotational speed of the slippery difference electrical ma chinery of executive body, enable transporting the flow of supplies on belts to stabilize in the adjacent place of settlement value as much as possible,have a good static index and dynamic performance.The main functions are monitoring software, according to the production of formula and yield target weighing process of automatic control, statistic data management and weighing achieve print. System software has a variety of on-site control mode and the input, a formula of adapting to different engineering requirements, users can set alarm print time parameters, use the menu interface, eas y to use, users can through the mouse or keyboard operate on the ingredients, control and management system.Through comparative analysis control systems and computer control system is on its own features, and establish a system based on the overall design control system of thought, to focus on control and decentralized administration for guiding principles and use the computer and PLC make up the form of a structure to ac hieve the goal. control systems. Second on a hardware system, including the old machine of choice, sensors and weigh the choice of that instrument. the upper in the economy and meet the requirements of the practical principle, by comparing IP and brand per sonal computers and decided to use the computer, the famous brand in the production is largel y complete control of, through comparative anal ysis selection of german siemens s7 -200 series of the PLC . PLC high reliability can meet the demands of control. t he sensor selection of the resistance strain in weigh the choice of sensor, the main consideration of the quantum and precision to two items, the algorithms and control of the PLC control. this scheme of control efficiency and accuracy of relativel y high, with all sectors of the ingredients produced a very good and guiding role of the application.PLC自动配料称重系统的设计PLC的定义有许多种。
Automatic batching and weighing system system Now, along with the development of science and technology, Automatic batching and weighing system has been widely used in metallurgy, coal, chemicals, building material industry, etc. Automatic batching and weighing system can be set according to the input ratio and flow control of material flow, thereby achieve control of product quality and yield of the objective is to realize the automatic production process, and intelligent, enterprise's scientific management, safe and stable production and energy consumption is the important technical means. Computer control system in the production of ingredients used not only can improve the yield and quality ingredients and greatly reduce the labor intensity, and post to improve production efficiency.Belt batching system is a continuous totalizing automatic weighing instrument. It has played a critical role in coal, chemical industry, metallurgy, building materials, food and other sectors that are crucial to national economy and people's livelihood. The cumulative control of some mixed materials batching is realized by batching scale. This accurate cumulative control can cut down the cost of manufacture, improve the quality of the product and enhance the efficiency of labor.Automatic batching and weighing system is a kind of integrating transportation, measuring, mixing in an online automatic weighing apparatus measured dynamic. This system consists of one or more ingredients belt scales, can show not only transient flow and total amount of conveyor belt, can also according to the value of the instantaneous flow deviation to adjust to the size of the feed to flow, constitute a closer setting control system, and achieve constant flow of purpose. Along with the rapid development of industrial production, electronic belt scale increasing demand of burdening system, was widely applied in a pan of metallurgy, power, chemical industry, food industry etc of process control. At the same time, along with the computer technology and the rapid development of the automatic control technology, the system application technology more advanced, more extensive, field can take the scheme is moreagile diversity, and, due to the system often costly, users of the actual conditions are also different. Therefore, careful, choose a reasonable, perfect, economic solution appears especially importantThe structures of the belt scales ingredients consists mainly of transmission mountings, weighing transducer speed sensor, scale, active roller, driven roller, conveyor belt conveyors, drag, adjusting devices, equipment etc. When the scattered in conveyor belt scale body through the material on the weighing scale body, the speed sensor and sensor signal and the weight of millivolt belt speed pulse signal through the junction box to strap balance meter.The overall design philosophy of the Automatic batching and weighing system of the belt is: Before the belt conveyer is put into operation, the settlement value of the flow of the supplies is established on the keyboard by the attenbant to carry on the belt. After the system is put into normal running, loading signal of the belt that the one-chip computer samples and the speed signal leaves, walk belt speed signal and belt instantaneous weight, unit of length is it can calculate out belt twinkling of an eye flow F of supplies to multiply (t) . The flow can be in charge of the number and show, offer the craft data to attenbant to consult in the twinkling of an eye. 8031 systems and then compare the actual value of the flow instead of the establishing value, calculate out controlling amount vi after PID regulates operation, and then change into the electric current and output the signal, and then enlarged and controlled leading the open angle of silicon controlled rectifier, realize regulating the function of the electricity electromechanical magnetism clutch excitation electric current of slippery difference, thus regulate the rotational speed of the slippery difference electrical machinery of executive body, enable transporting the flow of supplies on belts to stabilize in the adjacent place of settlement value as much as possible, have a good static index and dynamic performance.Automatic batching and weighing system is widely applied in industrial and agricultural production and social life in all areas. Especially the metallurgy, coal,chemicals, cement industries, often need to spread in the dynamic process of belt conveyor, and continuous weigh on conveying the flow adjustment and control, accurate ratio.The quality control of ingredients directly relates to the enterprise can produce smoothly. If the quality of compound reach requirements, causing a waste of energy, raw materials, while influence the quality of the products and productivity, and some of the important position of the ingredients for the production of mistakes even a accident. Therefore, the high precision and ingredients ingredients and how quickly the whole manufacturing restricts the product quality and yield response, so the quality and yield of compounding process control give enough attention. Electronic says automatic batching system can be set according to the input ratio and flow control of material flow, thereby achieve control of product quality and yield of the objective is to realize the automatic production process, and intelligent, enterprise's scientific management, safe and stable production and energy consumption is the important technical means. Computer control system in the production of ingredients used not only can improve the yield and quality ingredients and greatly reduce the labor intensity, and post to improve production efficiency.Because the system of production lines, with the same ingredients and composed of daytime belt says system for example. This system mainly consists of ingredients, instrument, electronic control frequency, industrial control computer cabinet, and monitoring and management software.1) ingredients electronic saidIngredients of electronic belt says the bulk materials through belt of automatic weighing and continuous accumulated, transportation and measuring two functions. Weighing part adopts resistance strain working principle, structure, roller leveraged practical work, belt constant velocity measurement called by feeding speed regulating superior to change the material flow, this type of enterprises with more than say for production process control.2) meter controllerInstrumentation control including daytime belt says, each instrument meter from receiving belt says the weight of the weighing transducer speed sensor signal and the changes of the belt speed pulse signal, calculate flow and accumulation. And will flow signals in 4-20 ma simulation current form, work-managing machine will flow for industrial computer signals and machine after comparison, according to a certain value of output control rule 4-20 ma adjusting control signal, feeder, forming a single speed closed-loop control certain material flow, achieve the goal.3) inverter arkArk of the converter, the dynamic control switch from higher feeding motor control signalsThe rev. Stop, simultaneously also accept four ^ from polymerizing-kettle - 20 ma adjustment, to change the output signalPower supply of frequency, and control site 7 feeder speed. If the inverter power,To configure the cooling fan, to ensure the converter can work normally.4) industrial control computer and softwareHuaShuo use polymerizing-kettle IPC - 610 # 14 industrial PC chassis frame 6179L length, configuration PCA - 512M memory and CPU card, with 80G hard disk, a PCL - 746 + 4 ports RS232 \ \ 485 communication interface card 422, 2-4 1720U type PCI simulation output channel segregation, work-managing machine as PC, through two-way communication interface RS485 with belt says, through RS232 instrument online communication interface with dynamic two-way the PLC control, analog output online control signal control feeding machine to flow, which constitute a complete system of the ingredients. Other vital industrial computer interface RS485 two-way communication, to prepare for and plant upper polymerizing-kettle communication.The main functions are monitoring software, according to the production offormula and yield target weighing process of automatic control, statistic data management and weighing achieve print. System software has a variety of on-site control mode and the input, a formula of adapting to different engineering requirements, users can set alarm print time parameters, use the menu interface, easy to use, users can through the mouse or keyboard operate on the ingredients, control and management system.The main components of the control system are belt scales, programmable controller, communication system design and monitoring software modules etc, electronic belt says the structure and working principle of below a specific instructions are not here, programmable controller using OMROM company CQM1H type module type programmable controller, configuration CQM1H - CPU21 - E type CPU module, PA203 CQM1 - power module, four CQM1-212 type 16 points I/O input module, 2-16 points OC222 CQM1 type of I/O output module, the system module points total 112. Each electronic belt says about the input signal is PLC belt running deviation switch alarm signal, belt skid alarm input, alarm, main belt running and site operation dish central/site selection, on-site control control feeding machine and belt conveyor start/stop, central control feeding machine and belt conveyor and stop signal, each electronic belt says about PLC output signal a belt running deviation indicator lights, startup, belt skid feeder, start signal of belt conveyor.Communication system design choices as PC software platform VB6.0 by use Basic6.0 Visual, with its friendly interface, easy to use, develop strong practicability etc, are widely used in both at home and abroad.Monitoring software module of the software is based on Windows 2000, operating system, and Basic6.0 Visual programming language, make Access2000 database management. Mainly used for system operation module which enter or exit site control condition, operating, establish initialization, a new production tasks, keep the ingredients of the project, the next after each parameter can be automatically boot, enter the project, in order to prevent general people literally,set up the start-up system login] function. Statements management module function is the first enter inquires, the operator can pages of all channels of historical data and browse ingredients, inquires according to the passage, when the date and time, divisions, data ingredients generate reports and print.On-site control module mainly used for setting engineering parameters, monitor and control field ingredients.Setting module for setting the initialization parameter ingredients and engineering. Namely, the time, the production of Numbers, initial placement, automatic reset manually/cumulative class, single/completion and other parameters said belt.The structures of the belt scales ingredients consists mainly of transmission mountings, weighing transducer speed sensor, scale, active roller, driven roller, conveyor belt conveyors, drag, adjusting devices, equipment etc. When the scattered in conveyor belt scale body through the material on the weighing scale body, the speed sensor and sensor signal and the weight of millivolt belt speed pulse signal through the junction box to strap balance meter [3]By feeding equipment materials to electronic belt scales, says the speed sensor weighing sensors and weighing and speed signal sent to weigh instrument meter, weighing the instantaneous flow conveying materials, accumulation, at the same time, the data such as measuring the measured value and value deviation, through the inverter to adjust the speed of the motor drive belt scales, make accurate to user setting to flow, material flow to a constant.For electronic belt scales, can choose just qualitative s-type weighing transducer. The connection mode using joint bearings, tensile condition in the lateral force, the ability, can be installed on the seal, compact structure, within the beam.The system is composed of a platform characteristic of a machine to control the multiple feeder, in order to achieve certain proportion between each feeder, the work is connected, and give a quantitative as current ratio, so itsmodified control structure is more complex.自动称重配料系统目前,随着科学技术的不断发展,自动称重配料系统已经广泛应用于冶金、煤炭、化工、建材等行业中[1]。