三菱系统数控车床
- 格式:doc
- 大小:29.50 KB
- 文档页数:4
三菱系统机床原点设
置
------------------------------------------作者xxxx
------------------------------------------日期xxxx
密码:MPARA
【油冷机故障无法解决】:方法1
参数—按屏幕向右的箭头(调出bit选择)--按bit选择(找到参数6405原00101110改成00110110)关机重启
方法2
不改参数拆开油冷机找到线103和24v把两根线连一起
===================================================
【主轴准停角度】
参数3108
按键---驱动器监视—主轴模块-机械位置(取前5位输到3108参数)
=================================================
【机床零点设置】
按MAINTE选择维护
密码输入MPARA 按绝对位置
X轴把(绝对位置设定)改成1,移动x轴到0点位置,把基准点设为1,手摇轮慢慢移动x轴使状态变成结束
Y轴选择下一轴方法同上
参数2038设置“换刀点”离机床0点的距离。
三菱系统数控车床共享文档2018-06-29 3页5.0分用App免费查看三菱系统数控车床代码分组意义格式G00 01 快速进给、定位G00 X-- Z--G01 直线插补G01 X-- Z--G02 圆弧插补CW(顺时针)G03 圆弧插补CCW(逆时针)G04 暂停G04 X/U_;或G04 P_;单位:秒G20 英制指令G21 公制指令G28 0 回归参考点G28 X-- Z--G29 由参考点回归G29 X-- Z--G33 01 螺纹切削(等螺距)G33 Z/W…X/U…F… Q… (普通螺纹切削指令)F 为长轴方向螺距,Q螺纹开始的偏移角度,0.001~360.000°。
G33 Z…W…X/U…E… Q…(精密螺纹切削指令) E为长轴方向螺距,Q螺纹开始的偏移角度,0.001~360.000°。
G33 Z/W…X/U…E… Q…(英制螺纹切削) E为长轴方向1英寸相当于几个螺距个数,Q螺纹切削开始的偏移角度,0.001~360.000°。
G40 刀径补偿取消G40G41 左半径补偿G42 右半径补偿G52 局部坐标系设定G52 X-- Z--G54 12 选择工作坐标系1 GXXG55 选择工作坐标系2G56 选择工作坐标系3G57 选择工作坐标系4G58 选择工作坐标系5G59 选择工作坐标系6G70 精车削加工循环G70 A_ P_ Q_;G71 直线粗车循环G71 Ud Re G71 Aa Pp Qq Uu Ww Ff Ss Tt;d:切深量e:退刀量a: 加工路径的程式编号p:加工路径的开始顺序编号q:加工路径的终了顺序编号u:X轴方向的预留量w:Z轴方向的预留量f: 切削速度s: 主轴速度t: 刀具指令G72 端面粗车循环G72 Wd ReG72 Aa Pp Qq Uu Ww Ff Ss Tt;d:切深量e:退刀量a: 加工路径的程式编号p:加工路径的开始顺序编号q:加工路径的终了顺序编号u:X轴方向的预留量w:Z轴方向的预留量f: 切削速度s: 主轴速度t: 刀具指令G73 精加工循环切削G73 Ui Wk Rd;G73 Aa Pp Qq Ww Ff Ss Tt;Ui: X轴方向切削预留量Wk: Z 轴方向切削预留量Rd: 分割次数Aa:加工路径的程式编号Pp:加工路径的开始顺序编号Qq:加工路径的终了顺序编号Uu:X轴方向的预留量uWw: Z轴方向的预留量wFf: 切削速度Ss: 主轴速度Tt: 刀具选择G74 端面车削循环G74 Re;G74 X(U)_Z(W)_Pi Qk Rd Ff;e:退回量i:刀具的偏移量k:切削量d:切削底端刀具的逃离量f:进给速度G75 直线切削循环G75 Re;G75 X(U)_Z(W)_Pi Qk Rd Ff;e:退回量i:切削量k:刀具的偏移量d:在切削底端的逃离量f:进给速度G76 螺纹切削复合循环G76 P(m) (r) (a) R(d);G76 X(u)_Z(W)_R(i) P(k)Q(Δd)F(l);m:切削次数00~99 r:倒角量00~99 a:刀尖的角度(螺纹角度)00~99。
数控机床的十大数控系统
数控机床的操作和监控全部在这个数控单元中完成,它是数控机床的大脑。
今天小编就给大家介绍下数控机床的十大数控系统,大家一起来看看吧。
1、日本FANUC数控系统
日本发那科GS(FANUC)是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人(2005年9月数字),科研设计人员1500人。
(1)高可靠性的PowerMate 0系列用于控制2轴的小型车床,取代步进电动机的伺服系统;可配画面清晰、操作方便、中文显示的
CRT/MDI,也可配性能/价格比高的DPL/MDI。
(2)普及型CNC 0-D系列0-TD用于车床,0-MD用于铣床及小型加工中心,0-GCD用于圆柱磨床,0-GSD用于平面磨床,0-PD用于冲床。
(3)全功能型的0-C系列0-TC用于通用车床、自动车床,0-MC 用于铣床、钻床、加工中心,0-GCC用于内、外圆磨床,0-GSC用于平面磨床,0-TTC用于双刀架4轴车床。
(4)高性能/价格比的0i系列整体软件功能包,高速、高精度加工,并具有网络功能。
0i-MB/MA用于加工中心和铣床,4轴4联动;0i-TB/TA用于车床,4轴2联动;0i-mateMA用于铣床,3轴3联动;0i-mateTA用于车床,2轴2联动。
(5)具有网络功能的超小型、超薄型CNC 16i/18i/21i系列控制单元与LCD集成于一体,具有网络功能,超高速串行数据通讯。
其中FSl6i-MB的插补、位置检测和伺服控制以纳米为单位。
16i最大可控8轴,6轴联动;18i最大可控6轴,4轴联动;21i最大可控4轴,4轴联。
CGCNC概述1.CGCNC仿真CNCCGCNC是Chen Guang Computer Numerical Control”的缩写,是杭州浙大辰光科技有限公司开发的计算机仿真数控加工系统。
它能够像真正的CNC机床一样进行控制面板操作,可在PC机控制的数控系统里编程移动命令和进行机床动作。
1.1 CGCNC的安装1.1.1安装环境编程部分1.2 插补功能1.2.1 定位(快速进给;G00)功能及目的此指令伴随坐标名称,以现在位置为起始点,坐标名称所表示的坐标为终点,以直线或非直线之路径作定位。
指令格式G00 Xx/Ux Zz/Ww;x, u, z,w 表示坐标值。
附加指令地址,对全部附加轴有效。
详细说明(1)一旦给予这指令,G00 模式一直保持有效,直到G01, G02, G03, G33 指令出现,才更改G00 的模式。
因此,假如次指令也同样是G00,则只需指定轴地址即可。
(2)当在G00 模式中,每一单节的起点和终点,必须做加速或减速;因此,在操作下一单节前,必须确认现用单节的指令为0,并确认加减速回路的轨迹误差状态。
定位幅宽度由参数设定。
(3)(G83~G89)用G00 来实现取消(G80)模式。
(4)刀具的路径为直线还是非直线可用参数来设定选取,定位的时间不改变。
(a)直线路径︰同直线插补(G01),速度受到各轴的快速进给速度的限制。
(b)非直线路径︰分别由各轴的快速进给速度作定位。
(5)在G 码后面没有数值时,作为G00 处理。
注意实际运行中G 指令值后如无数字则视为“G00”。
!程序例G00 X100 Z150 ;绝对值指令G00 U-80 W-150;增量值指令1.2 插补功能1.2.2 直线插补(G01)功能及目的该指令与座标语和进给速度指令一起,使刀具以地址F 指令速度在现在位置与座标语指定终点间直线移动(插补)。
但这时地址F 指令作用为进给速度通常以工具中心进行方向的线速度。
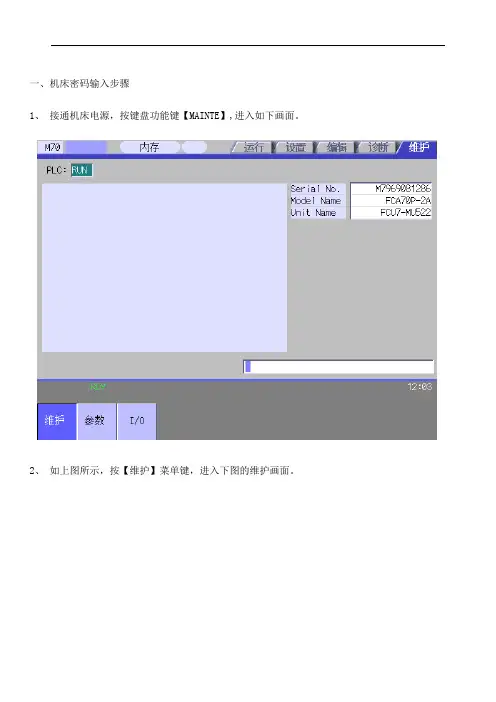
一、机床密码输入步骤1、接通机床电源,按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【维护】菜单键,进入下图的维护画面。
3、按【密码输入】软件,则提示要输入密码,此时在光标处输入“MPARA”并按键盘上【INPUT】键后,即完成了密码输入。
二、参数的搜索与修改1、按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【参数】软件,进入下图所示的参数设置画面3、接上图,选择【参数编号】软键,搜索要修改的参数,并按键盘上的【INPUT】键。
参照下图(以参数8001号为例)三、加工程序的缓存区修改步骤功能简介:自动运转(内存、存储卡)运行时,可以停止程序段,对下一指令进行修正和变更。
另外在不发生错误时,可以不进行NC复位,直接对发生错误的程序段进行修改,然后继续运转。
1、按操作面板上的单节执行键,使程序处于单节执行状态。
按键盘上的【MONITOR】键,并通过菜单扩展键找到如下图所示的画面2、如上图所示,按【PRG修改】软件,进入缓存区修正界面,如下图:3、将光标移动到要修改的程序段,执行相应的修正,修改完成后按【INPUT】键即可。
4、确认程序修改无误后,则可以继续执行以下程序。
四、程序搜索操作步骤功能简介:利用程序搜索功能可以调用内存、串行设备和存储卡中的加工程序。
1、在运转画面中按【搜索】软件键,进入如下搜索画面2、如上所示,选择要执行搜索的装置(存储器、串口或存储卡)。
下面以存储器搜索为例,按存储器软件,出现存储器内的程序,将光标移动要执行的文件名上,按【INPUT】键,即完成对该程序的搜索。
五、程序再搜索操作功能简介:程序再搜索功能是因刀具破损等原因暂时中断加工程序时,搜索到希望继续执行的加工程序段,从该程序段开始继续加工的功能。
1、在运转画面(按【MONITOR】后出现的画面),通过菜单翻页键找到如下所示画面。
2、如上图所示按【在搜索软件】,执行在搜索功能,如下图3、通过文件设定找到需要执行在搜索功能的程序,按键盘上的【INPUT】键后,即找到了上次结束前的程序段。

第五章三菱系统标准车床面板操作面板简介三菱系统车床操作面板三菱系统面板三菱操作面板介绍按钮名称功能简介紧急停止按下急停按钮,使机床移动立即停止,并且所有的输出,如主轴的转动等都会关闭电源开打开机床电源电源关关闭机床电源进给倍率调节旋钮在手动方式下,调节进给速度模式选择旋钮手动方式手动方式,连续进给。
回参考点方式机床回零;机床必须首先执行回零操作,然后才可以运行。
自动方式进入自动加工模式。
手动快速手动方式,快速连续进给。
手动数据输入(MDI)单程序段执行模式手动脉冲方式手轮调节方式编辑方式编辑数控程序主轴旋转按下此按钮,主轴开始旋转主轴停止按下此按钮,主轴停止转动快速进给倍率在手动快速方式下,调节进给倍率进给轴选择在手动方式下,选择当前进给轴移动按钮控制进给轴移动的方向循环保持程序运行暂停,在程序运行过程中,按下此按钮运行暂停循环启动程序运行开始或继续执行被暂停的程序主轴倍率修调调节主轴倍率。
置光标于旋钮上,点击鼠标左键,旋钮逆时针转动,倍率减小;点击鼠标右键,旋钮顺时针转动,倍率增大。
空运行开关按照机床默认的进给速度执行程序单段开关打开此按钮,运行程序时每次执行一行数控程序。
跳段开关打开此按钮,程序中的“/”有效。
选择停止开关打开此按钮,程式中的M01指令生效机床锁定开关打开此按钮,X、Y、Z三方向轴全部被锁定,机床不能移动。
Z轴锁定开关打开此按钮,Z轴被锁定手轮置光标于旋钮上,点击鼠标左键,旋钮逆时针转动,点击鼠标右键,旋钮顺时针转动。
手轮进给倍率选择手轮方式下的移动量选择;X1、X10、X100分别代表移动量为、、手轮点击打开隐藏的手轮,再次点击则隐藏手轮打开系统面板点击打开系统面板,再次点击则隐藏系统面板超程释放按钮三菱系统面板介绍按键名称功能简介查看机能键点击此键,切换到查看机能区域参数设置区域键点击此键,切换到参数设置界面程序管理区域键点击此键,切换到程序管理界面资料输入/输出键按此键,切换到程序的输入、输出界面轨迹模拟键在自动方式下按此键,切换到查看轨迹模拟状态换行键删除/插入键直接点击是删除功能,按SHIFT后再点击是插入功能取消键输入键光标移动键复位键按下此键,取消当前程序的运行;监视功能信息被清楚(除了报警信号,电源开关、启动和报警确认);通道转向复位状态。

三菱cnc开机参数的设置和报警解除在三菱CNC的硬件连接检查与设置执行完毕向系统送电后,显示器上的“READY”绿灯仍然不亮。
而且在〔诊断〕――〔报警〕画面上显示很多报警内容,让初次使用三菱CNC的调试工程师感到困惑。
而且三菱CNC的参数多达700余种,哪些是开机时必须设置的呢?又如何解除故障报警呢?本文根据调试经验就上述问题作一说明,以期对调试工程师有所帮助。
1.开机参数1.1 基本参数的设置原装系统开机后显示的是日文,为操作方便,先设置参数#1043=22(简体中文)。
(有些系统如C64没有简体中文规格,则设置#1043=15繁体中文)。
设置#1138=1 (随参数号选择参数)即输入参数号后,屏幕立即切换到该参数画面。
以下是开机后必须设置的参数:#1001――设定是单系统还是双系统以及plc轴的有无。
#1002――设定NC轴及PLC轴的轴数。
#1013――设定各轴的名称。
#1037――G代码体系与补偿类型(铣床:#1037=2,车床#1037=3)(该参数必须在执行#1060格式化前设置)#1060 ――该参数特别重要。
其功能是“执行系统启动的初始化”功能有2:其一是根据#1001——-#1043的设定值进行参数的初始化。
其意义是在#1001——-#1043中已经设置了NC轴数和主轴数,在设置了#1060后,各伺服轴和主轴的参数自动显示在屏幕上。
否则不调出各伺服轴和主轴的参数。
其二是对加工程序和刀具补偿数据进行格式化。
而输入标准固定循环。
在准确的设置了#1001——-#1043参数后必须按提示设置#1060。
#1155=100 #1156=100三菱NC系统规定的固定信号地址如下:1轴原点X18 1轴+限位X28 1轴-限位X202轴原点X19 2轴+限位X29 2轴-限位X213轴原点X1A 3轴+限位X2A 3轴-限位X224轴原点X1B 4轴+限位X2B 4轴-限位X23如果原点开关和限位开关占用的输入信号地址与系统规定的不同则必须通过设置参数来更改#2073――设置原点信号地址#2074――设置正限位信号地址#2075――设置负限位信号地址#1226的BIT5=1(使以上设置有效)1.2伺服电机参数设置:#2219――(位置编码器分辨率)#2220=――(速度编码器分辨率)#2225=―――(电机型号)#2236――(所连接的回生制动电阻或电源单元型号)1.3与主轴有关的参数当系统配有主轴时必须设置下列参数:#1039――(设定系统有几个主轴);#3024――(设定所连接的主轴类型#3024=1.总线连接即伺服主轴)#3024=2 模拟输出即变频主轴)#3237=0004 (PLG有效)#3238=0004 #3025=2 (编码器反馈串联通信有效。
三菱数控系统三菱数控系统的结构三菱数控系统的工作原理三菱数控系统的分类三菱数控系统的功能介绍三菱数控系统的结构三菱数控系统的工作原理三菱数控系统的分类三菱数控系统的功能介绍三菱数控系统的结构三菱数控系统由数控硬件和数控软件两大部分来工作的。
数控系统的硬件由数控装置、输入/输出装置、驱动装置和机床电器逻辑控制装置等组成,这四部分之间通过I/O接口互相连接运作的。
数控装置是数控系统的核心部分,通过它来实现我们的工作需求的。
三菱数控系统由控制系统,伺服系统,位置测量系统三大部分组成。
控制系统主要由总线、CPU、电源、存贮器、操作面板和显示屏、位控单元、可编程序控制器逻辑控制单元以及数据输入/输出接口等组成。
三菱数控系统的工作原理工作原理:控制系统按加工工件程序进行插补运算,发出控制指令到伺服驱动系统;伺服驱动系统将控制指令放大,由伺服电机驱动机械按要求运动;测量系统检测机械的运动位置或速度,并反馈到控制系统,来修正控制指令。
这三部分有机结合起来,组成完整的闭环控制的数控系统。
三菱数控系统的分类工业中常用的三菱数控系统有:M700V系列;M70V系列;M70系列;M60S系列;E68系列;E60系列;C6系列;C64系列;C70系列.三菱数控系统的功能介绍三菱数控系统M700V系列1.控制单元配备最新RISC 64位CPU和高速图形芯片,通过一体化设计实现完全纳米级控制、超一流的加工能力和高品质的画面显示。
2.系统所搭配的MDS-D/DH-V1/V2/V3/SP、MDS-D-SVJ3/SPJ3系列驱动可通过高速光纤网络连接,达到最高功效的通信响应。
采用超高速PLC引擎,缩短循环时间。
3.配备前置式IC卡接口。
4.配备USB通讯接口。
5.配备10/100M以太网接口。
6.真正个性化界面设计(通过NC Designer或c语言实现),支持多层菜单显示。
7.智能化向导功能,支持机床厂家自创的html、jpg等格式文件。
三菱系统数控车床
代码分组意义格式
G00 01 快速进给、定位G00 X-- Z--
G01 直线插补G01 X-- Z--
G02 圆弧插补CW(顺时针)
G03 圆弧插补CCW(逆时针)
G04 暂停G04 X/U_;或G04 P_;单位:秒
G20 英制指令
G21 公制指令
G28 0 回归参考点G28 X-- Z--
G29 由参考点回归G29 X-- Z--
G33 01 螺纹切削(等螺距)G33 Z/W…X/U…F… Q… (普通螺纹切削指令)F 为长轴方向螺距,Q螺纹开始的偏移角度,0.001~360.000°。
G33 Z…W…X/U…E… Q…(精密螺纹切削指令) E为长轴方向螺距,Q螺纹开始的偏移角度,0.001~360.000°。
G33 Z/W…X/U…E… Q…(英制螺纹切削) E为长轴方向1英寸相当于几个螺距个数,Q螺纹切削开始的偏移角度,0.001~360.000°。
G40 刀径补偿取消G40
G41 左半径补偿
G42 右半径补偿
G52 局部坐标系设定G52 X-- Z--
G54 12 选择工作坐标系1 GXX
G55 选择工作坐标系2
G56 选择工作坐标系3
G57 选择工作坐标系4
G58 选择工作坐标系5
G59 选择工作坐标系6
G70 精车削加工循环G70 A_ P_ Q_;
G71 直线粗车循环G71 Ud Re G71 Aa Pp Qq Uu Ww Ff Ss Tt;d:切深量e:退刀量a: 加工路径的程式编号p:加工路径的开始顺序编号q:加工路径的终了顺序编号u:X轴方向的预留量w:Z轴方向的预留量f: 切削速度s: 主轴速度t: 刀具指令
G72 端面粗车循环G72 Wd ReG72 Aa Pp Qq Uu Ww Ff Ss Tt;d:切深量e:退刀量a: 加工路径的程式编号p:加工路径的开始顺序编号q:加工路径的终了顺序编号u:X轴方向的预留量w:Z轴方向的预留量f: 切削速度s: 主轴速度t: 刀具指令
G73 精加工循环切削G73 Ui Wk Rd;G73 Aa Pp Qq Ww Ff Ss Tt;Ui: X轴方向切削预留量Wk: Z轴方向切削预留量Rd: 分割次数Aa:加工路径的程式编号Pp:加工路径的开始顺序编号Qq:加工路径的终了顺序编号Uu:X轴方向的预留量uWw: Z轴方向的预留量wFf: 切削速度Ss: 主轴速度Tt: 刀具选择
G74 端面车削循环G74 Re;G74 X(U)_Z(W)_Pi Qk Rd Ff;e:退回量i:刀具的偏移量k:切削量d:切削底端刀具的逃离量f:进给速度
G75 直线切削循环G75 Re;G75 X(U)_Z(W)_Pi Qk Rd Ff;e:退回量i:切削量k:刀具的偏移量d:在切削底端的逃离量f:进给速度
G76 螺纹切削复合循环G76 P(m) (r) (a) R(d);G76 X(u)_Z(W)_R(i) P(k)Q(Δd)F(l);m:切削次数00~99 r:倒角量00~99 a:刀尖的角度(螺纹角度)00~99。
0o~90o的角度以1o为单位指定。
m,r,a;可用位址P指定d:预留量i:螺纹的斜度(当I=0时为直线螺纹)k:螺纹的高度(螺牙的高度用正的半径值表示)Δd:切削量(第一次的切削量是正的半径值指令)l:螺纹螺距
G77 纵向固定循环切削G77 X/U_Z/W_F_;(直线切削)G77 X/U_Z/W_R_F_;(斜度切削)R:斜度的深度(半径指定增量值,符号要指定)
G78 螺纹切削固定循环G78 X/U_Z/W_F/E_;(直线螺纹切削)G78
X/U_Z/W_R_F/E_;(斜度螺纹切削)R:斜度的深度(半径指定增量值,符号要指定)
G79 端面固定循环车削G79 X/U_Z/W_F_;(直线切削)G79 X/U_Z/W_R_F_;(斜度切削)R:斜度的深度(半径指定增量值,符号要指定)
G92 主轴钳位速度设定G92 Ss Qq;Ss:最低钳制转速Qq :最高钳制转速
G94 每分钟进给单位:mm/分(非同期进给)
G95 每转进给单位:mm/转(同期进给)
支持的M代码
代码意义格式备注
M00 程序停止M00 用M00停止程序的执行;按“启动”键加工继续执行
M01 选择性停止M01 与M00一样,但仅在出现专门信号后才生效
M02 程序结束M02 在程序的最后一段被写入
M03 主轴顺时针旋转M03
M04 主轴逆时针旋转M04
M05 主轴停转M05
M06 换刀指令(铣床) M06 T_ 在机床数据有效时用M6更换刀具,其他情况下用T指令进行
M30 程序结束且返回程序开头M30 在程序的最后一段被写入
M98 副程式呼叫M98 P_ H_ L_;P_:指定副程式的程式编号H_:指定副程式中,开始执行的顺序编号L_:副程式重复执行次数
M99 副程式结束M99 P_;P_:指定副程式结束后,返回呼叫程式的顺序编号
兰亭序
永和九年,岁在癸丑,暮春之初,会于会稽山阴之兰亭,修禊事也。
群贤毕至,少长咸集。
此地有崇山峻岭,茂林修竹;又有清流激湍,映带左右,引以为流觞曲水,列坐其次。
虽无丝竹管弦之盛,一觞一咏,亦足以畅叙幽情。
是日也,天朗气清,惠风和畅,仰观宇宙之大,俯察品类之盛,所以游目骋怀,足以极视听之娱,信可乐也。
夫人之相与,俯仰一世,或取诸怀抱,晤言一室之内;或因寄所托,放浪形骸之外。
虽取舍万殊,静躁不同,当其欣于所遇,暂得于己,快然自足,不知老之将至。
及其所之既倦,情随事迁,感慨系之矣。
向之所欣,俯仰之间,已为陈迹,犹不能不以之兴怀。
况修短随化,终期于尽。
古人云:“死生亦大矣。
”岂不痛哉!
每览昔人兴感之由,若合一契,未尝不临文嗟悼,不能喻之于怀。
固知一死生为虚诞,齐彭殇为妄作。
后之视今,亦犹今之视昔。
悲夫!故列叙时人,录其所述,虽世殊事异,所以兴怀,其致一也。
后之览者,亦将有感于斯文。