pe管材厚度标准
- 格式:docx
- 大小:36.23 KB
- 文档页数:1
PE管材的检测标准是什么
PE管材是不是合乎应用规定,做为专业的生产商都是有套测试标准,由于,仅有符合规定的产品才可以销售到市场上来,它是每一个生产厂家都十分搞清楚的。那实际的测试标准都有哪些呢?
1、检验员务必对抽检产品的各类数据信息,包含长距滴水实验开展纪录,纪录数据信息务必真实,不可乱画改动。
2、检验员务必对操作员交货的PE管材开展倒卷检测,检测项目包含外型、不规律成型、迷宫饱满度,接头总数、接头绑扎情况,米数等。
3、检验员务必对操作员交货的每卷产品开展检测,检测项目包含滴水情况、爆破工作压力、壁厚、单重、宽窄,实验时提取长度,不可小于5米,每卷抽检总数不可小于一次。
4、压力试验时应先将工作压力调为0.1Mpa,看滴水是不是均匀,滴水一切正常后方可充压测试其爆破工作压力,爆破工作压力不可小于0.28Mpa,若有小于0.28Mpa,则应另取每段做保压实验,将工作压力维持0.15Mpa静水1小时。
规范是相对性的,是检测PE管材是不是达标的一定考核线,仅有规范了规范,严格依照规范来,生产制造出来的产品品质才可以过关,来到市场上才可以被大量的顾客购买。
PE给水管施工安装注意事项
一、管槽开挖
1.管槽开挖以直线为宜,槽底开挖宽度为DN+0.30m。遇到管道在地下连接时,应适当增加接口处槽底宽度,管道槽底宽度不宜小于DN+0.50m,以方便安装对接为宜。
2.管道埋设时最小管顶覆土深度应符合下列要求:
① 埋设在车行道下时,不应小于0.80m。
② 埋设在人行道下时,不应小于0.60m。
3.当横穿车行道达不到设计深度时,应采取敷设钢制套管的措施进行保护。
4.管槽必须转弯时,转弯角度不宜过大,弯曲半径应符合下列规定:
PE 管道 允许弯曲半径R(mm)
D≤50 30D;50D≤160 50D;160D≤250 75D;D>250 100D。
5.人工开挖管槽时,要求沟槽底部平整、密实,无尖锐物体。沟底可以有起伏,但必须平滑地支撑管材,若有超挖时,必须回填夯实。
二、管道连接
PE给水管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。我们采用热熔对接连接方式施工,它的主要步骤有:
1. 材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2. 夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3. 切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4. 对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5. 加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6. 切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
7. 熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
8. 冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
(国内标准)PE管材国家标准
中华人民共和国国家标准
给水用聚乙烯(PE)管材
(GB/T13663-2000)
前言
本标准非等效采用国际标准ISO4427:1996《供水用聚乙烯管材规范》
本标准和ISO4427:1996的主要差异为:
1.本标准仅包含PE63、PE80、PE100材料制造的管材,不包含PE32、PE42材料制造的管材;
2.本标准增加了定义壹章;
3.对管材的性能要求,增加了"断裂伸长率"项目;
4.增加了"检验规则"壹章;
本标准和GB/T13663-1992的差异为:
GB/T13663-1992《给水用高密度聚乙烯(HDPE)管材》未采用国际标准制定。
自本标准实施之日起,同时代替GB/T13663-1992
本标准的附录A为提示的附录。
本标准由国家轻工业局提出。 本标准由全国塑料制品标准化技术委员会归口。
本标准起草单位:山东胜利股份XX公司塑胶事业部;参加起草单位:齐鲁石油化工股份XX公司树脂研究所、北京雪花电器集团公司北京市塑料制品厂、北京市市政工程设计研究总院。]
本标准主要起草人:孙逊、谢建玲、冯新书、李养利、刘雨生。
1、范围
准规定了用聚乙烯树脂为主要原料的材料,经挤出成型的给水用聚乙烯管材(以下简称"管材")的产品规格、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准仍规定了原料的基本性能要求,包括分类体系。
本标准适用于用PE63、PE80和PE100材料(见4.1)制造的给水用管材。管材公称压力为0.32MPa~1.6MPa,公称外径为16mm~1000mm。
本标准规定的管材适用于温度不超过40C,壹般用途的压力输水,以及饮用水的输送。
2、引用标准
下列标准所包含的条文,通过于本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准均会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T2918壹1998塑料试样状态调节和试验的标准环境(idtISO291:1997)
![PE给水管道施工工艺及管材标准[1]](https://uimg.taocdn.com/b306d35ec850ad02de8041b9.webp)
1
PE给水管施工安装注意事项
一、管槽开挖
1.管槽开挖以直线为宜,槽底开挖宽度为DN+0.30m。遇到管道在地下连接时,应适当增加接口处槽底宽度,管道槽底宽度不宜小于DN+0.50m,以方便安装对接为宜。
2.管道埋设时最小管顶覆土深度应符合下列要求:
① 埋设在车行道下时,不应小于0.80m。
② 埋设在人行道下时,不应小于0.60m。
3.当横穿车行道达不到设计深度时,应采取敷设钢制套管的措施进行保护。
4.管槽必须转弯时,转弯角度不宜过大,弯曲半径应符合下列规定:
PE 管道 允许弯曲半径R(mm)
D≤50 30D;50D≤160 50D;160D≤250 75D;D>250 100D。
5.人工开挖管槽时,要求沟槽底部平整、密实,无尖锐物体。沟底可以有起伏,但必须平滑地支撑管材,若有超挖时,必须回填夯实。
二、管道连接
PE给水管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。我们采用热熔对接连接方式施工,它的主要步骤有:
1. 材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2. 夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3. 切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4. 对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5. 加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6. 切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
7. 熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
8. 冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
. . .
z PE给水管施工安装注意事项
一、管槽开挖
1.管槽开挖以直线为宜,槽底开挖宽度为DN+0.30m。遇到管道在地下连接时,应适当增加接口处槽底宽度,管道槽底宽度不宜小于DN+0.50m,以便安装对接为宜。
2.管道埋设时最小管顶覆土深度应符合下列要求:
① 埋设在车行道下时,不应小于0.80m。
② 埋设在人行道下时,不应小于0.60m。
3.当横穿车行道达不到设计深度时,应采取敷设钢制套管的措施进行保护。
4.管槽必须转弯时,转弯角度不宜过大,弯曲半径应符合下列规定:
PE 管道 允弯曲半径R(mm)
D≤50 30D;50D≤160 50D;160D≤250 75D;D>250 100D。
5.人工开挖管槽时,要求沟槽底部平整、密实,无尖锐物体。沟底可以有起伏,但必须平滑地支撑管材,若有超挖时,必须回填夯实。
二、管道连接
PE给水管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。我们采用热熔对接连接式施工,它的主要步骤有:
1. 材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2. 夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
. . .
z 3. 切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4. 对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5. 加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6. 切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换期越短越好。
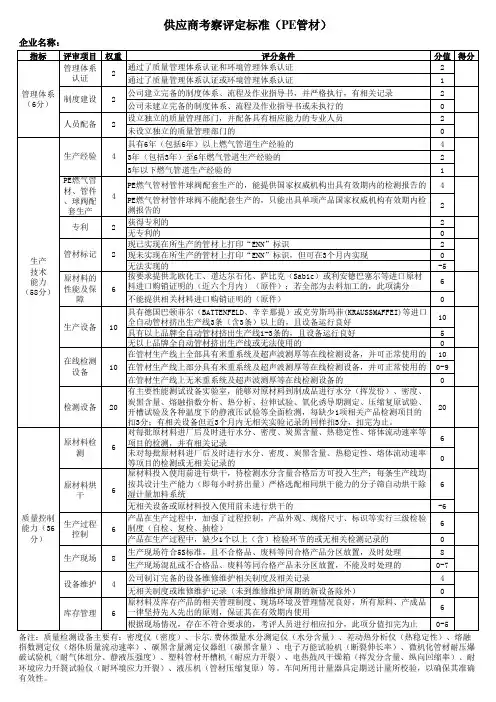
指标评审项目权重评分条件分值得分通过了质量管理体系认证和环境管理体系认证2通过了质量管理体系认证或环境管理体系认证1公司建立完备的制度体系、流程及作业指导书,并严格执行,有相关记录2公司未建立完备的制度体系、流程及作业指导书或未执行的0设立独立的质量管理部门,并配备具有相应能力的专业人员2未设立独立的质量管理部门的0具有6年(包括6年)以上燃气管道生产经验的43年(包括3年)至6年燃气管道生产经验的23年以下燃气管道生产经验的1PE燃气管材管件球阀配套生产的,能提供国家权威机构出具有效期内的检测报告的4PE燃气管材管件球阀不能配套生产的,只能出具单项产品国家权威机构有效期内检测报告的2获得专利的2无专利的0现已实现在所生产的管材上打印“ENN”标识2现未实现在所生产的管材上打印“ENN”标识,但可在3个月内实现0无法实现的-5按要求提供北欧化工、道达尔石化、萨比克(Sabic)或利安德巴塞尔等进口原材料进口购销证明的(近六个月内)(原件);若全部为去料加工的,此项满分6不能提供相关材料进口购销证明的(原件)0具有德国巴顿菲尔(BATTENFELD、辛辛那提)或克劳斯玛菲(KRAUSSMAFFEI)等进口全自动管材挤出生产线3条(含3条)以上的,且设备运行良好10具有以上品牌全自动管材挤出生产线1-3条的,且设备运行良好5无以上品牌全自动管材挤出生产线或无法使用的0在管材生产线上全部具有米重系统及超声波测厚等在线检测设备,并可正常使用的10在管材生产线上部分具有米重系统及超声波测厚等在线检测设备,并可正常使用的0-9在管材生产线上无米重系统及超声波测厚等在线检测设备的0检测设备20有主要性能测试设备实验室,能够对原材料到制成品进行水分(挥发份)、密度、炭黑含量、熔融指数分析、热分析、拉伸试验、氧化诱导期测定、压缩复原试验、开槽试验及各种温度下的静液压试验等全面检测,每缺少1项相关产品检测项目的扣3分;有相关设备但近3个月内无相关实验记录的同样扣3分,扣完为止。20对每批原材料进厂后及时进行水分、密度、炭黑含量、热稳定性、熔体流动速率等项目的检测,并有相关记录6未对每批原材料进厂后及时进行水分、密度、炭黑含量、热稳定性、熔体流动速率等项目的检测或无相关记录的0原材料投入使用前进行烘干,待检测水分含量合格后方可投入生产;每条生产线均按其设计生产能力(即每小时挤出量)严格选配相同烘干能力的分子筛自动烘干除湿计量加料系统6无相关设备或原材料投入使用前未进行烘干的-6产品在生产过程中,加强了过程控制,产品外观、规格尺寸、标识等实行三级检验制度(自检、复检、抽检)6产品在生产过程中,缺少1个以上(含)检验环节的或无相关检测记录的0生产现场符合5S标准,且不合格品、废料等同合格产品分区放置,及时处理8生产现场混乱或不合格品、废料等同合格产品未分区放置,不能及时处理的0-7公司制订完备的设备维修维护相关制度及相关记录4无相关制度或维修维护记录(未到维修维护周期的新设备除外)0原材料及库存产品的相关管理制度、现场环境及管理情况良好,所有原料、产成品一律坚持先入先出的原则,保证其在有效期内使用6根据现场情况,存在不符合要求的,考评人员进行相应扣分,此项分值扣完为止0-5供应商考察评定标准(PE管材)企业名称:管理体系认证2制度建设2
![PE给水管道施工工艺及管材标准[1] 2](https://uimg.taocdn.com/321fb8a9aeaad1f347933f11.webp)
PE给水管施工安装注意事项
一、管槽开挖
1.管槽开挖以直线为宜,槽底开挖宽度为DN+。遇到管道在地下连接时,应适当增加接口处槽底宽度,管道槽底宽度不宜小于DN+,以方便安装对接为宜。
2.管道埋设时最小管顶覆土深度应符合下列要求:
① 埋设在车行道下时,不应小于。
② 埋设在人行道下时,不应小于。
3.当横穿车行道达不到设计深度时,应采取敷设钢制套管的措施进行保护。
4.管槽必须转弯时,转弯角度不宜过大,弯曲半径应符合下列规定:
PE 管道 允许弯曲半径R(mm)
D≤50 30D;50D≤160 50D;160D≤250 75D;D>250 100D。
5.人工开挖管槽时,要求沟槽底部平整、密实,无尖锐物体。沟底可以有起伏,但必须平滑地支撑管材,若有超挖时,必须回填夯实。
二、管道连接
PE给水管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。我们采用热熔对接连接方式施工,它的主要步骤有:
1. 材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2. 夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3. 切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4. 对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5. 加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6. 切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
7. 熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
8. 冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
G5+
燃气企业聚乙烯(PE)输配系统质量控制合作小组标准
G5+ PE001.1-2008
产品质量技术要求
第1部分:燃气用埋地聚乙烯管材
(2010年版)
2008年11月
燃气企业聚乙烯(PE)输配系统质量控制合作小组 发布
产品质量技术要求-----PE管材
1 前言
燃气企业聚乙烯(PE)输配系统质量控制合作小组(以下简称合作小组)是由国内五家燃气企业自愿加入的合作小组。合作小组成立旨在针对目前国内塑料管道市场中的一些不良状况,共同制定对PE输配系统质量控制的标准和方法。
首批制订完成了3个聚乙烯管材的产品标准及质量控制办法:
《产品质量技术要求 第1部分:燃气用埋地聚乙烯管材》
《供应商资格预审导则 第1部分:燃气用埋地聚乙烯管材》
《产品质量保证管理办法 第1部分:燃气用埋地聚乙烯管材》
合作小组成员单位,承诺将共同制定的产品标准及质量控制办法作为本企业基本标准严格执行,围绕促进提高燃气用聚乙烯(PE)产品质量开展工作。
成员企业:
北京市燃气集团有限责任公司
香港中华煤气有限公司
成都城市燃气有限责任公司
广州市煤气公司
深圳市燃气集团股份有限公司
产品质量技术要求-----PE管材
2
目录
1 范围
2 术语和符号
3 材料
4 颜色及外观
5 几何尺寸
6 力学性能
7 物理性能
8 管材的熔接兼容性
9 标志
10 管材检验规则
11 包装
12储存、搬运、运输
附件:
聚乙烯输配系统质量合作小组质保书(管材)
出厂检验记录表
产品质量技术要求-----PE管材
3
产品质量技术要求 第1部分:燃气用埋地聚乙烯管材
1范围
本标准规定了聚乙烯输配系统质量控制合作小组对应用于埋地燃气管网的聚乙烯(PE)管材的技术要求。包括聚乙烯混配料的基本性能和聚乙烯管材的外观、尺寸、物理性能、机械性能、兼容性、包装和储运要求。
专业资料 PE给水管施工安装注意事项
一、管槽开挖
1.管槽开挖以直线为宜,槽底开挖宽度为DN+0.30m。遇到管道在地下连接时,应适当增加接口处槽底宽度,管道槽底宽度不宜小于DN+0.50m,以便安装对接为宜。
2.管道埋设时最小管顶覆土深度应符合下列要求:
① 埋设在车行道下时,不应小于0.80m。
② 埋设在人行道下时,不应小于0.60m。
3.当横穿车行道达不到设计深度时,应采取敷设钢制套管的措施进行保护。
4.管槽必须转弯时,转弯角度不宜过大,弯曲半径应符合下列规定:
PE 管道 允弯曲半径R(mm)
D≤50 30D;50D≤160 50D;160D≤250 75D;D>250 100D。
5.人工开挖管槽时,要求沟槽底部平整、密实,无尖锐物体。沟底可以有起伏,但必须平滑地支撑管材,若有超挖时,必须回填夯实。
二、管道连接
PE给水管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。我们采用热熔对接连接式施工,它的主要步骤有:
1. 材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2. 夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。 专业资料 3. 切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4. 对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5. 加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6. 切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换期越短越好。
7. 熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
I
目 次(征求意见稿)2020年
前 言 .................................................................. III
1 范围 ..................................................................... 1
2 规范性引用文件............................................................ 1
3 术语和定义 ............................................................... 1
4 基本要求 ................................................................. 2
5 产品要求 ................................................................. 3
5.1 材料 .................................................................. 3
5.2 产品性能 .............................................................. 4
6 生产制造能力要求 .......................................................... 4
6.1 资源配置 .............................................................. 4
6.2 生产过程控制 .......................................................... 5

-+
PE给水管施工安装注意事项
一、管槽开挖
1.管槽开挖以直线为宜,槽底开挖宽度为DN+0.30m。遇到管道在地下连接时,应适当增加接口处槽底宽度,管道槽底宽度不宜小于DN+0.50m,以方便安装对接为宜。
2.管道埋设时最小管顶覆土深度应符合下列要求:
① 埋设在车行道下时,不应小于0.80m。
② 埋设在人行道下时,不应小于0.60m。
3.当横穿车行道达不到设计深度时,应采取敷设钢制套管的措施进行保护。
4.管槽必须转弯时,转弯角度不宜过大,弯曲半径应符合下列规定:
PE 管道 允许弯曲半径R(mm)
D≤50 30D;50D≤160 50D;160D≤250 75D;D>250 100D。
5.人工开挖管槽时,要求沟槽底部平整、密实,无尖锐物体。沟底可以有起伏,但必须平滑地支撑管材,若有超挖时,必须回填夯实。
二、管道连接
PE给水管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。我们采用热熔对接连接方式施工,它的主要步骤有:
1. 材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2. 夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3. 切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4. 对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5. 加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6. 切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
7. 熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
8. 冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
PE给水管道施工工艺及管材标准
HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】 PE给水管施工安装注意事项
一、管槽开挖
1.管槽开挖以直线为宜,槽底开挖宽度为DN+。遇到管道在地下连接时,应适当增加接口处槽底宽度,管道槽底宽度不宜小于DN+,以方便安装对接为宜。
2.管道埋设时最小管顶覆土深度应符合下列要求:
① 埋设在车行道下时,不应小于。
② 埋设在人行道下时,不应小于。
3.当横穿车行道达不到设计深度时,应采取敷设钢制套管的措施进行保护。
4.管槽必须转弯时,转弯角度不宜过大,弯曲半径应符合下列规定:
PE 管道 允许弯曲半径R(mm)
D≤50 30D;50D≤160 50D;160D≤250 75D;D>250 100D。
5.人工开挖管槽时,要求沟槽底部平整、密实,无尖锐物体。沟底可以有起伏,但必须平滑地支撑管材,若有超挖时,必须回填夯实。
二、管道连接
PE给水管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。我们采用热熔对接连接方式施工,它的主要步骤有:
1. 材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2. 夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3. 切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4. 对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5. 加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6. 切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
. .
页脚 PE给水管施工安装注意事项
一、管槽开挖
1.管槽开挖以直线为宜,槽底开挖宽度为DN+0.30m。遇到管道在地下连接时,应适当增加接口处槽底宽度,管道槽底宽度不宜小于DN+0.50m,以方便安装对接为宜。
2.管道埋设时最小管顶覆土深度应符合下列要求:
① 埋设在车行道下时,不应小于0.80m。
② 埋设在人行道下时,不应小于0.60m。
3.当横穿车行道达不到设计深度时,应采取敷设钢制套管的措施进行保护。
4.管槽必须转弯时,转弯角度不宜过大,弯曲半径应符合下列规定:
PE 管道 允许弯曲半径R(mm)
D≤50 30D;50D≤160 50D;160D≤250 75D;D>250 100D。
5.人工开挖管槽时,要求沟槽底部平整、密实,无尖锐物体。沟底可以有起伏,但必须平滑地支撑管材,若有超挖时,必须回填夯实。
二、管道连接
PE给水管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。我们采用热熔对接连接方式施工,它的主要步骤有:
1. 材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2. 夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3. 切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4. 对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5. 加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6. 切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
7. 熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
pe给水管标准米重表
PE63管材规格
公称
外径dn,mm SDR33 SDR26 SDR17.6 SDR13.6 SDR11
公称压力 PN,Mpa
0.32 0.4 0.6 0.8 1.0
公称
壁厚 米重kg/m 公称
壁厚 米重kg/m 公称
壁厚 米重kg/m 公称
壁厚 米重kg/m 公称
壁厚 米重kg/m
16 2.3 0.104
20 2.3 0.134 2.3 0.134
25 2.3 0.172 2.3 0.172 2.3 0.172
32 2.3 0.225 2.4 0.233 2.9 0.273
40 2.3 0.287 2.3 0.287 3.0 0.358 3.7 0.461
50 2.3 0.363 2.9 0.443 3.7 0.552 4.6 0.669
63 2.3 0.462 2.5 0.497 3.6 0.691 4.7 0.886 5.8 1.064
75 2.3 0.554 2.9 0.679 4.3 0.981 5.6 1.251 6.8 1.492
90 2.8 0.796 3.5 0.983 5.1 1.394 6.7 1.800 8.2 2.155
110 3.4 1.179 4.2 1.439 6.3 2.105 8.1 2.657 10.0 3.200
125 3.9 1.522 4.8 1.869 7.1 2.693 9.2 3.419 11.4 4.159
给水用聚乙烯(PE)管材
产品技术要求及规范
1 外观
管材内外表面应清洁、光滑,不允许有气泡、明显的划伤、凹陷、杂质、颜色不均等缺陷。管端头应切割平整,并与管轴线垂直。
2 颜色
管材的颜色为蓝色或者黑色,黑色管上应有共挤出蓝色色条。色条沿管材纵向四条。
3 管材长度
长度一般为6m、9m、12m,也可由供需双方商定。
单位:mm
长 度 偏差 /% 尺寸范围
6000 max:+0.2
min:0 6000 ~ 6012
9000 9000 ~ 9018
12000 12000 ~ 12024
4 外径
单位:mm
产品规格 平均外径
MAX MIN
Ф63 63.6 63.0
Ф90 90.9 90.0
Ф110 111.0 110.0
Ф160 161.5 160
5 壁厚
5.1 尺寸范围
单位:mm
产品规格 壁 厚 壁厚范围
Ф63 4.7 4.7 ~ 5.5
Ф90 4.3 4.3 ~ 5.0
Ф110 4.2 4.2 ~ 4.9
Ф160 6.2 6.2 ~ 7.2
6 静液压试验
按GB/T6111规定进行。
7 产品标示
管材出厂时应有永久性标志,且间距不超过2m。
标志至少包括内容见附件1。
8 其他 未提及项,按照国标GB/T 13663-2000执行。
1 燃气用埋地聚乙烯(PE)管材厂家实地核查内容
厂家名称:
序号 核查项目 核查内容 核查要点 分值 得分要点 实际得分
1 质量管理 企业应有负责质量工作的领导,应设置相应的质量管理机构或负责质量管理工作的人员。有完整的质量体系文件。 1.是否指定领导层中一人负责质量工作。
2.是否设置了质量管理机构或质量管理人员。
3. 是否建立文件化管理体系,管理体系文件是否符合要求;是否通过ISO9000/ISO14000认证。 3 每项1分
2 生产设施 企业必须具备满足生产和检验所需要的工作场所和设施,且维护完好。生产用建筑面积应不小于2000平方米。 1.是否具备满足生产该产品的独立生产场所。企业的生产场地应布局合理,各工序衔接顺畅,无相互干扰和影响。
2.生产和检验设施能否正常运转;设备的运行记录。
3.核查企业实际生产用建筑面积。 9 每项3分
3 企业规模 PE压力管道年销售额为标准划分为大、中、小型企业 ≥30000万元为大型企业;≥8000万元且<30000万元为中型企业;<8000万元为小型企业 5 大型企业得5分,中型企业得3分,小型企业得1分
2 序号 核查项目 核查内容 核查要点 分值 得分要点 实际得分
4 生产设备
检验设备 1.企业必须具有生产本产品的必备生产设备和工艺装备,其性能和精度应能满足生产合格产品的要求。2、企业必须具有生产本产品的检测设备,其性能、测量范围和精度等应能满足生产合格产品的要求。3.企业的检测设备应在检定或校准的有效期内使用。 1、PE管道挤出生产线至少6条。
2、在线自动称料系统。
3、在线超声波壁厚测量系统;
4、有集中干燥设备,并能自动分配原料到供料斗的真空输送系统或者装置。
5、分析天平、烘箱、熔体流动速率仪、电子万能试验机。
6、 外径、壁厚测量仪。
7、差热扫描量热仪、水分测量仪、密度仪。
8、静液压强度(耐压)试验设备(水箱和夹具的规格应与申请的产品配套)。
pe管材厚度标准
PE管材的厚度标准根据不同的国家和地区可能会有所不同。以下是一些常见的PE管材厚度标准:
1. 美国标准:根据ASTM D3035和ASTM F714标准,PE管材的厚度范围通常在0.5至2.5英寸之间(约合12.7至63.5毫米)。
2. 欧洲标准:根据EN 12201-2标准,PE管材的厚度范围通常在2至110毫米之间。
3. 澳大利亚标准:根据AS/NZS 4130标准,PE管材的厚度范围通常在16至1200毫米之间。
需要注意的是,不同应用和使用条件下,PE管材的厚度要求也会有所不同。在选择和使用PE管材时,建议参考当地的标准和规定,以确保管材的质量和性能符合要求。