史帅星-680立方米大型浮选机的研制
- 格式:pptx
- 大小:32.79 MB
- 文档页数:66
2009年第6期··收稿日期:2009-08-14作者简介:罗时军(1968-),男,湖北公安人,高级工程师。
罗时军1,谢捷敏1,夏敬源2(1.江西铜业集团公司,江西德兴335424;2.云南磷化集团公司,昆明650600)两种浮选柱矿物选别工艺特性分析摘要:KYZ-B 型浮选柱和旋流—静态微泡浮选柱(FCSM C )都是近年来在选矿实践中应用较多的浮选柱机型。
近年来正在向铁矿反浮选、磷化工、钾盐选矿、油污废水处理和废纸脱墨等领域发展。
两种机型虽然都属于柱形浮选设备,但两者在柱体结构、气泡发生方式、矿化方式、自动控制技术、溢流堰的泡沫负荷和能耗等方面存在较大不同。
文中对比阐述两种类型的浮选柱在以上六个方面各自特点,同时分析了两种类型浮选柱在不同矿物选别工艺上的差别,为两种浮选柱的选型使用提供依据。
关键词:浮选柱;对比分析;选型中图分类号:TD456文献标识码:A 文章编号:1671-9492(2009)06-0041-05KYZ-B 型浮选柱是北京矿冶研究总院在近40年技术积累的基础上开发的一种浮选柱[1],自2002年研究成功后,在实际生产中得到了越来越广泛的应用。
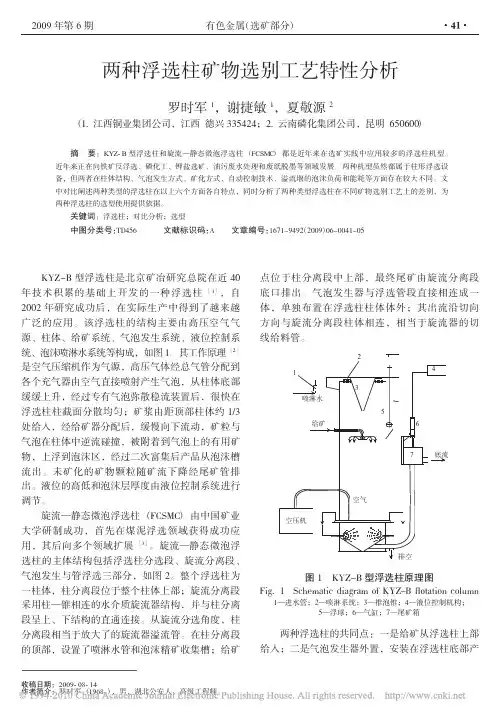
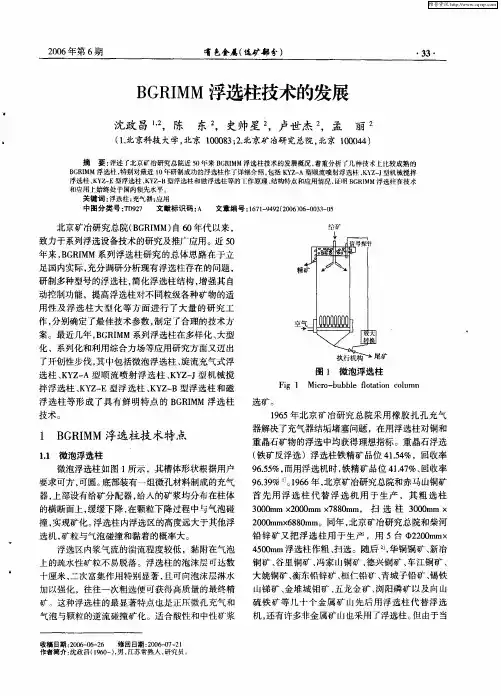
该浮选柱的结构主要由高压空气气源、柱体、给矿系统、气泡发生系统、液位控制系统、泡沫喷淋水系统等构成,如图1。
其工作原理[2]是空气压缩机作为气源,高压气体经总气管分配到各个充气器由空气直接喷射产生气泡,从柱体底部缓缓上升,经过专有气泡弥散稳流装置后,很快在浮选柱柱截面分散均匀;矿浆由距顶部柱体约1/3处给入,经给矿器分配后,缓慢向下流动,矿粒与气泡在柱体中逆流碰撞,被附着到气泡上的有用矿物,上浮到泡沫区,经过二次富集后产品从泡沫槽流出。
未矿化的矿物颗粒随矿流下降经尾矿管排出。
液位的高低和泡沫层厚度由液位控制系统进行调节。
旋流—静态微泡浮选柱(FCSMC )由中国矿业大学研制成功,首先在煤泥浮选领域获得成功应用,其后向多个领域扩展[3]。
高浓度浮选技术的发展与应用姚明钊;李强;张跃军;史帅星【摘要】High concentration flotation can increase the collision probability between air bubbles and mineral grains,enhance the adhesion effects,and increase flotation speed,saving the cost of rea-gents and water consumption,but much high pulp concentration will affect dispersion of bubbles in solu-tion,deteriorate flotation environment.Influence of pulp density on flotation process was analyzed.Ap-plication of high concentration flotation technology was summarized.Development and application practice of high concentration flotation equipment such as flash flotation machine,hydraulic sorting machine,se-ries flotation column were mainly introduced.Strengthening the research on flotation mechanism and spe-cial equipment of high concentrationflotation,application of high concentration flotation technology on routine flotation process and fine mineral flotation will be the development direction of the technology.%高浓度浮选可增大气泡和矿物颗粒的碰撞概率,强化黏附,进而提高浮选速度、节约药剂成本和用水量,但浓度过大会影响气泡在矿浆中的分散,恶化浮选环境。
95科学技术Science and technology铜陵有色某矿山铜精选浮选柱半工业试验朱继生(铜陵有色金属集团控股有限公司技术中心,安徽 铜陵 244000)摘 要:铜陵有色某矿山设计规模为13000t/d,矿石主要可回收元素为铜、硫、铁及少部分金银。
自2004年投产以来,在几代技术人员共同努力下,原矿处理能力达到了设计要求,选矿回收率不断提高。
受原矿性质变化大和铜精选次数不足的影响,铜精矿品位始终难以达到20%的设计指标,成为制约现场生产的关键因素。
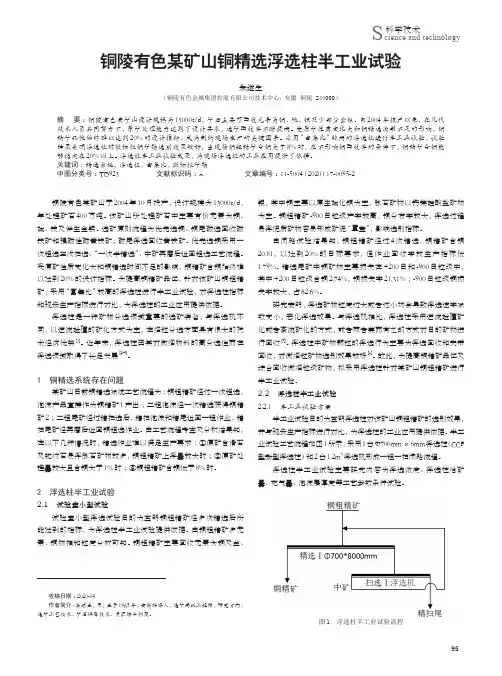
采用“富集比”较高的浮选柱进行半工业试验,试验结果表明浮选柱对微细粒铜矿物选别效果较好,当现场铜粗精矿含铜大于8%时,在不影响铜回收率的条件下,铜精矿含铜能够稳定在20%以上。
浮选柱半工业试验成果,为现场浮选柱的工业应用提供了依据。
关键词:精选系统,浮选柱,富集比,微细粒矿物中图分类号:TD923 文献标识码:A 文章编号:11-5004(2020)17-0095-2收稿日期:2020-09作者简介:朱继生,男,生于1965年,安徽蚌埠人,选矿高级工程师,研究方向:选矿工艺技术、矿石碎磨技术、资源综合利用。
铜陵有色某矿山于2004年10月投产,设计规模为13000t/d,年处理矿石400万吨。
该矿山所处理矿石中主要有价元素为铜、硫、铁及伴生金银。
选矿原则流程为优先选铜、铜尾磁选回收磁铁矿和强磁性磁黄铁矿,磁尾浮选回收黄铁矿。
优先选铜采用一次粗选三次扫选、“一次半精选”、中矿再磨后返回粗选工艺流程。
受原矿性质变化大和铜精选时间不足的影响,铜精矿含铜始终难以达到20%的设计指标。
为提高铜精矿品位,针对该矿山铜粗精矿,采用“富集比”较高的浮选柱进行半工业试验,对浮选柱指标和现场生产指标进行对比,为浮选柱的工业应用提供依据。
浮选柱是一种矿物分选领域重要的选矿装备,与浮选机不同,以逆流碰撞的矿化方式为主,在细粒分选方面具有很大的技术经济优势[1]。
近年来,浮选柱因其对微细物料的高分选性而在浮选领域取得了长足发展[2-4]。
专利名称:一种浮选机的差异化配置系统
专利类型:发明专利
发明人:刘万峰,韩登峰,陈强,史帅星,沈政昌,陈东,张福亚申请号:CN201810582502.8
申请日:20180607
公开号:CN108554646A
公开日:
20180921
专利内容由知识产权出版社提供
摘要:本发明公开了一种浮选机的差异化配置系统,在同一浮选作业系统中,同时配置高紊流浮选机和低溢流堰浅槽化浮选机,浮选作业系统包括粗选作业,粗选作业连接有多个精选作业和多个扫选作业。
通过差异化配置分别营造适合不同矿物的浮选动力学环境,解决粗粒级有用矿物和细粒级有用矿物在同一作业难于高效回收的技术瓶颈问题,最终实现有用矿物的高效回收,可避免粗细分级浮选,降低流程的复杂程度,解决生产难以稳定、药剂用量难以掌控和有用矿物回收率低等难题。
申请人:北矿机电科技有限责任公司,北京矿冶科技集团有限公司
地址:100070 北京市丰台区南四环西路188号总部基地十八区23号楼
国籍:CN
代理机构:北京凯特来知识产权代理有限公司
更多信息请下载全文后查看。
煤泥浮选智能化控制系统研制
王占富;程会朝;许慧林;程开;高航;李红旗;卫中宽;史英祥;刘钢枪
【期刊名称】《煤炭加工与综合利用》
【年(卷),期】2022()8
【摘要】为了提高浮选生产环节的自动化水平,研究了多种流量计、浓度计的检测原理及使用工况,确定浮选入料矿浆流量、入料矿浆浓度传感器的选型。
研制了浮选药剂流量检测装置、浮选槽体矿浆液位检测装置、浮选泡沫层多点电信号检测装置。
并最终将这些参数接入数据采集、控制系统,进行了多输入多输出的浮选生产环节智能化控制系统研制,并在王家岭选煤厂进行了现场应用,取得了较好的应用效果。
【总页数】6页(P6-11)
【作者】王占富;程会朝;许慧林;程开;高航;李红旗;卫中宽;史英祥;刘钢枪
【作者单位】中煤(天津)地下工程智能研究院有限公司;中煤(天津)矿山科技有限责任公司;中煤天津设计工程有限责任公司
【正文语种】中文
【中图分类】TD943
【相关文献】
1.煤泥浮选过程强化之四——易浮难选煤泥浮选过程特征篇
2.煤泥浮选测控控制系统应用分析
3.煤泥浮选自动控制系统在新庄选煤厂的应用
4.煤泥浮选智能加药
控制系统的研究5.煤泥浮选泡沫数字图象处理研究(之二)——煤泥浮选泡沫视觉特征的面邻域提取算法
因版权原因,仅展示原文概要,查看原文内容请购买。