大型浮选机的发展及应用
- 格式:doc
- 大小:29.00 KB
- 文档页数:4
大型机械搅拌式充气浮选机在铀矿选矿中的应用与效果分析铀矿是一种重要的资源,具有广泛的应用价值。
在铀矿的选矿过程中,大型机械搅拌式充气浮选机被广泛应用,以提高铀矿的选矿效果。
本文将对大型机械搅拌式充气浮选机在铀矿选矿中的应用及其效果进行分析。
首先,我们需要了解大型机械搅拌式充气浮选机的工作原理。
该设备通过机械搅拌和充气的方式,对矿石进行悬浮处理。
在浮选槽内,通过搅拌器的转动,使矿石分散均匀,同时通过充入气泡的方式,使矿粒与气泡产生接触和附着作用。
随着气泡的上升,附着在气泡上的矿粒形成矿泡,从而实现矿石的浮选和分离。
大型机械搅拌式充气浮选机具有结构简单、运行稳定、处理能力大等优点,因此在铀矿选矿中被广泛应用。
其次,大型机械搅拌式充气浮选机在铀矿选矿中的应用主要体现在以下几个方面。
首先,大型机械搅拌式充气浮选机能够有效地提高矿石的回收率。
在铀矿选矿过程中,回收率是一个关键指标,直接影响到选矿厂的经济效益。
采用大型机械搅拌式充气浮选机进行浮选处理,可以充分利用气泡的作用,促进铀矿与气泡的接触和附着,从而提高矿石的浮选效果,进而提高回收率。
其次,大型机械搅拌式充气浮选机能够实现矿石的精细分离。
在铀矿选矿过程中,矿石中常常伴随着杂质和次矿物,严重影响到铀的提取效果。
采用大型机械搅拌式充气浮选机进行浮选处理,通过调节浮选参数和改变药剂配比,可以实现对矿石中杂质和次矿物的分离,从而提高铀的品位和浓度。
另外,大型机械搅拌式充气浮选机具备高效稳定的工作特点。
通过合理设计浮选槽的结构和搅拌器的布置,可以减少矿浆的混合阻力,提高浮选机的处理能力和选择性。
同时,采用先进的控制系统,可以对大型机械搅拌式充气浮选机进行智能化控制,提高设备的稳定性和自动化程度。
最后,需要对大型机械搅拌式充气浮选机在铀矿选矿中的效果进行分析。
大型机械搅拌式充气浮选机在铀矿选矿中的应用效果较好。
通过实际应用的结果可以得出,采用大型机械搅拌式充气浮选机进行铀矿浮选处理,可以有效提高回收率,实现矿石的精细分离,并具备高效稳定的工作特点。
我国浮选机的发展与现状随着选厂规摸日益扩大,原料性质日趋复杂,促使国内外加强了对浮选机的研究,自60 年代至今,新型浮选机不断出现。
在过去的三十年中,浮选机发展研究的重点主要在以下几个方面。
(1)研制新的叶轮- 定子系统,简化浮选机的机构和建立一种适合矿物选别要求的矿浆运动路线。
(2)改进槽体机构及矿浆循环方式,提高浮选机对不同粒级矿物的适用性。
(3)浮选槽的大型化。
如KYF 浮选机、JJF 浮选机等。
目前机械式浮选机(充气机械搅拌式和机械搅拌式)比较流行,应用广泛,其中充气机械搅拌式浮选机占多数,其次是机械搅拌式浮选机,虽然无搅拌式浮选机历史也较悠久,并具有一些特点,近年来日益得到重视,但发展较慢,应用较少。
下面介绍几种代表我国研究水平的浮选机。
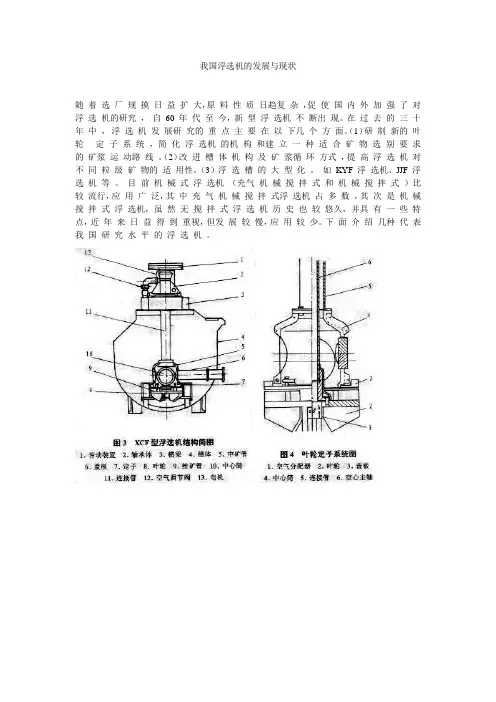
XCF 浮选机XCF 型吸浆式充气机械搅拌浮选机,不仅具有一般充气机械搅拌式浮选机的优点,而且能自吸给矿和中矿,该机结构见图3,叶轮定子系统见图 4 。
从图 3 、图4 中可看到:叶轮由上叶片、下叶片和大隔离盘组成。
上叶片为辐射直叶片,下叶片为后倾某一角度的多边形叶片,隔离盘直径大于或等于叶片外圆直径。
上叶片主要从槽外吸入矿浆并与盖板一起组成吸浆区,下叶片负责循环矿浆和分散空气称为充气区,隔离盘将充气区和吸浆区分开,它的设计直接影响着浮选机的吸浆能力,空气分配器安装在叶轮充气区中。
盖板是一种具有特殊结构参数的重要零件,它与叶轮上叶片组成吸浆区。
盖板封闭上叶片,使上叶片中心区形成负压,同时还起到吸浆区与槽内部区的隔离作用,有效地防止充入的空气被导入到吸浆区,使吸浆得到实现。
连接管的作用在于定位中心筒和盖板,连接管上设计有一排气装置,及时将浮选机运转过程中产生的大量气体排出,防止连接管内空气及压力不断增加,使上叶片中心区负压不断减小,最终无法吸入给矿和中矿。
该机工作原理为:当叶轮旋转时,叶轮上叶片抽吸给矿及中矿,槽内矿桨从四周经槽底由叶轮下端吸入到叶轮下叶片间,与此同时,由鼓风机给入的低压空气通过分配器进入叶轮下叶片间,矿浆和空气在叶轮下叶片间进行充分混合后,从叶轮下叶片周边排出,排出的矿浆空气混合物与上叶片排出的矿浆一起,由安装在叶轮周围的定子稳流定向后进入到槽内主体矿浆中,矿化气泡上升到槽子表面形成泡沫层,槽内矿浆一部分返回叶轮下叶片进行循环,另一部分通过槽壁上的流通孔进入下槽再选别。
万方数据总第481期现代矿业2009年5月第5期粒从气泡脱落;③有一个稳定的液面,尽可能减少颗粒的机械夹带。
浮选空气由鼓风机提供,每套机构的充气速率可以控制。
在槽子容积不大于70m3时,采用V型带传动;大于70m3采用齿轮箱传动。
叶轮和扩散器采用了新材料,由高耐磨的合成橡胶或模压聚氨酯制成。
RCS系列浮选机的主要参数见表2。
表1TankCell筒型浮选机技术参数3Wemco浮选机M1Dorr.OliverEmico公司的Wemco是世界上最大的浮选机生产厂家之一,最近几年已安装了400多套容积为130m3的浮选机,160m3的浮选机已在南美洲投入使用。
其代表性的产品是WEMC01+1浮选机和WEMCOSmartCell浮选机。
两者的结构基本相同,SmartCell浮选机吸收了WEMC01+1浮选机的优点,采用圆筒型的槽体结构、圆锥形的通气引流管和泡沫集中器(推泡器),在每个槽子中间部位都有转子式分散器,有强力搅拌和通气双重作用。
周围的空气靠旋转的转子通过立管吸人,由分配器将其分散成微小的气泡并以旋转状均匀地分布于整个矿浆内,由于采用了自吸气结构,从而省去了鼓风机和通气管网的费用。
通气机构置于远离槽底的上方位置,减小了转子和分散罩的磨损,而且停车后可以立即启动。
表2RCS系列浮选机的主要参数34叶轮叶片和定子均用耐磨橡胶模制成,采用完全的分段对称式结构,转子可以顺时针或反时针运转,也可以上下颠倒使用,实现磨损面和未磨损面的互换。
工作原理与结构见图1。
图1WEMCO浮选机工作原理与结构示意图4Dorr-Oliver浮选机悼1Dorr—OliverEmico公司的Dorr—Oliver浮选机是充气式机械搅拌浮选机,目前该机的规格为0.1~70m3。
该机叶轮的叶片特性总的类似于Outokumpu浮选机的叶片设计,因此其矿浆循环形式与Outo—kumpu浮选机的基本相同。
叶轮被短的定子叶片包围,定子叶片从圆环顶径向地悬挂着,空气从空心轴直接释放出进入转子叶片间的泵送导沟,矿浆从下面进入,而混合物直接从转子上部喷出。
大型机械搅拌式充气浮选机在岩石选矿中的应用与效果分析概述随着矿石开采的增加和质量要求的提高,矿石选矿技术的发展变得越来越重要。
大型机械搅拌式充气浮选机因其高效、节能、环保等特点,在岩石选矿中得到了广泛的应用。
本文将对大型机械搅拌式充气浮选机在岩石选矿中的应用和效果进行分析。
一、大型机械搅拌式充气浮选机的原理及结构大型机械搅拌式充气浮选机是一种通过机械搅拌和气体分散的方式实现矿物颗粒与气泡之间的接触,从而实现矿石的浮选。
其主要组成部分包括搅拌器、气体分散器、浮选槽等。
搅拌器通过旋转产生强烈的机械搅拌作用,使矿浆中的矿物颗粒保持悬浮状态,防止颗粒沉降。
气体分散器通过喷嘴将压缩空气喷入浮选槽底部,产生大量微小气泡,并通过搅拌作用将气泡均匀分散在浮选槽中。
浮选槽是矿石与气泡接触的主要部位,通过控制浮选槽中矿浆的高度和进料速度,调节矿浆流动状态,使矿物颗粒与气泡之间发生有效接触。
二、大型机械搅拌式充气浮选机在岩石选矿中的应用1. 对比传统浮选机的优势大型机械搅拌式充气浮选机相较于传统浮选机具有许多优势。
首先,其搅拌力度强,能够将矿浆中的矿物颗粒保持悬浮状态,提高浮选效果。
其次,气体分散器能够产生大量微小气泡,提高浮选效率。
此外,大型机械搅拌式充气浮选机具有结构简单、使用方便等特点,可适应各种粒度、浆度和矿石类型的浮选工艺要求。
2. 应用于低品位矿石选矿大型机械搅拌式充气浮选机在低品位矿石选矿中具有较好的应用效果。
低品位矿石中的有用矿物颗粒较小,浸染复杂,传统浮选机的浮选效果较差。
而大型机械搅拌式充气浮选机通过搅拌和气体分散的方式,能够有效提高有用矿物颗粒与气泡之间的接触率,增强浮选效果,使低品位矿石中的有用矿物得到有效回收。
3. 应用于粗粒度矿石选矿大型机械搅拌式充气浮选机在粗粒度矿石选矿中也有广泛的应用。
由于矿浆中的矿物颗粒较大,传统浮选机很难实现矿物颗粒与气泡的有效接触。
而大型机械搅拌式充气浮选机通过强大的搅拌力和气体分散器产生的微小气泡,能够将矿物颗粒与气泡充分混合,提高浮选效果,使粗粒度矿石中的有用矿物得到高效回收。
高浓度浮选技术的发展与应用姚明钊;李强;张跃军;史帅星【摘要】High concentration flotation can increase the collision probability between air bubbles and mineral grains,enhance the adhesion effects,and increase flotation speed,saving the cost of rea-gents and water consumption,but much high pulp concentration will affect dispersion of bubbles in solu-tion,deteriorate flotation environment.Influence of pulp density on flotation process was analyzed.Ap-plication of high concentration flotation technology was summarized.Development and application practice of high concentration flotation equipment such as flash flotation machine,hydraulic sorting machine,se-ries flotation column were mainly introduced.Strengthening the research on flotation mechanism and spe-cial equipment of high concentrationflotation,application of high concentration flotation technology on routine flotation process and fine mineral flotation will be the development direction of the technology.%高浓度浮选可增大气泡和矿物颗粒的碰撞概率,强化黏附,进而提高浮选速度、节约药剂成本和用水量,但浓度过大会影响气泡在矿浆中的分散,恶化浮选环境。
大型机械搅拌式充气浮选机在精矿浮选中的应用与效果分析近年来,大型机械搅拌式充气浮选机在精矿浮选领域得到了广泛的应用,并显示出卓越的性能和效果。
本文将对大型机械搅拌式充气浮选机在精矿浮选中的应用以及其效果进行详细分析。
首先,我们将介绍大型机械搅拌式充气浮选机的基本原理和结构。
大型机械搅拌式充气浮选机是一种利用机械搅拌和气泡的作用,实现矿石选矿的设备。
它通常由搅拌机、气化装置、槽体和气泡发生器等部分组成。
通过搅拌机的搅拌作用,使得矿浆中的矿石颗粒悬浮在水中。
同时,通过气化装置将空气注入槽体中,形成大量细小的气泡。
这些气泡与悬浮在水中的矿石颗粒发生作用,使得有价矿物与气泡附着在一起并上升到液面上,而非有价矿物则下沉到底部,实现了浮选分离的目的。
接下来,我们将重点介绍大型机械搅拌式充气浮选机在精矿浮选中的应用。
大型机械搅拌式充气浮选机在精矿浮选中具有广泛的应用前景,尤其适用于处理低品位、复杂性高以及矿石粒度细的原矿。
其应用主要包括以下几个方面:首先,大型机械搅拌式充气浮选机在铜矿浮选中的应用效果显著。
铜矿通常存在硫化铜、氧化铜、铜矾石等多种矿物,其中硫化铜多为主要有价矿物。
传统的浮选机对硫化铜和氧化铜的浮选分离效果较差,而大型机械搅拌式充气浮选机通过其强大的搅拌作用和丰富的气泡产生装置,能够将硫化铜和氧化铜有效地分离出来,提高铜矿的回收率和浮选的精细度。
其次,大型机械搅拌式充气浮选机在金矿浮选中也表现出良好的应用效果。
金矿浮选是一个复杂且有挑战性的过程,往往涉及到金的微细浸染和包裹等问题。
传统的浮选机由于处理能力受限,难以实现对微细浸染金的有效分离。
而大型机械搅拌式充气浮选机具有较大的槽体容积和高效的搅拌能力,能够有效地分离微细浸染金,提高金的回收率和品位。
此外,大型机械搅拌式充气浮选机在铁矿浮选中也得到了广泛的应用。
铁矿通常以磁铁矿、赤铁矿等形式存在,磁性较强。
大型机械搅拌式充气浮选机通过其强大的搅拌作用和合理的气化装置,能够有效地分离出磁性铁矿,提高铁矿的品位和回收率。
大型机械搅拌式充气浮选机在煤炭浮选中的应用与效果分析煤炭作为我国主要能源之一,在经济和能源结构中占据着重要地位。
而煤炭的浮选技术在提高煤炭品位、减少煤炭中硫磷等杂质的含量,以及实现可持续发展等方面起着重要的作用。
为了提高煤炭的浮选效果,大型机械搅拌式充气浮选机应运而生。
本文将对大型机械搅拌式充气浮选机在煤炭浮选中的应用与效果进行分析。
大型机械搅拌式充气浮选机是一种新型的浮选设备,具有结构简单、容量大、适应性强、操作稳定等优点。
它由搅拌器、气泡产生器、适当的空气供给设备和形成气泡的装置等组成,能够产生大量的微细气泡。
这些微细气泡在矿浆中形成气泡簇,并与煤炭颗粒接触,从而实现浮选分离的目的。
在煤炭浮选中的应用上,大型机械搅拌式充气浮选机充分发挥了其优势。
首先,大型机械搅拌式充气浮选机的搅拌器设计合理,能够将矿浆中悬浮的煤炭颗粒均匀搅拌,使其与气泡充分接触。
这样可以提高气泡与煤炭颗粒的接触面积,并增加气泡与煤炭颗粒之间的附着力,从而提高浮选效果。
其次,大型机械搅拌式充气浮选机的气泡产生器能够产生大量的微细气泡。
这些微细气泡具有较小的直径和较大的表面积,能够提高气泡与煤炭颗粒之间的接触频率,进一步增加附着力,提高浮选效果。
此外,大型机械搅拌式充气浮选机还通过调整适当的空气供给设备和形成气泡的装置,能够控制气泡的大小、数量和密度,从而根据不同的煤炭物理性质和浮选工艺要求,达到最佳的浮选效果。
在实际应用中,大型机械搅拌式充气浮选机在煤炭浮选中取得了显著的效果。
一方面,它能够有效地分离煤炭中的杂质,提高煤炭的品位。
根据实验数据统计,采用大型机械搅拌式充气浮选机进行煤炭浮选可以使煤炭的灰分、硫分等杂质含量大幅下降,煤炭品位得到明显提高。
这对于减少煤炭的环境污染,提高煤炭的利用价值具有重要意义。
另一方面,大型机械搅拌式充气浮选机在提高煤炭品位的同时,还能够实现煤炭的精选。
通过调整设备参数和工艺条件,可以实现对煤炭粒度的选择性浮选,从而得到满足不同用途的煤炭产品。
浮选的发展现状浮选作为一种重要的选矿方法,在现代矿业中得到了广泛应用。
浮选技术通过增加矿石表面的亲水性或疏水性,调节矿石和泡沫之间的黏附力和表面张力,实现矿石和杂质的分离,是矿石浓缩和提纯的主要方法之一。
在浮选技术的发展过程中,关键技术的应用和改进是关键。
浮选机械是浮选工艺的核心设备,其不断的升级和改进推动了浮选的发展。
传统的浮选机械主要有机械搅拌式浮选机、空气搅拌式浮选机和喷射气浮选机。
随着科技的进步,新型高效的浮选机械被广泛应用,如气浮机、离心浮选机、列浮选机等。
另外,浮选试剂的研究和应用也是浮选技术发展的重要方向。
浮选试剂通过改变矿石表面的性质,调节矿石和溶液之间的相互作用力,影响泡沫和矿石的黏附性,从而实现矿石的选择性浮选。
传统的浮选试剂主要有皂化剂、草酸盐和硫化剂等。
随着化学工艺的进步,新型浮选试剂的研发和应用不断涌现,如氨基酸盐、有机胶体、石墨烯等。
这些新型浮选试剂在浮选过程中具有选择性更强、降低环境污染等优势。
此外,自动化技术的应用也显著地改善了浮选工艺的效率和质量。
传统的浮选工厂多采用人工控制或简单的自动控制方式,难以满足大规模生产和高精度浮选的要求。
而现代浮选工厂采用自动化控制系统,实现了整个浮选过程的自动化控制,提高了生产效率和产品质量。
自动化技术的前景更广阔,例如,光学光谱、物理学、机器学习等技术的应用也将进一步推动浮选技术的发展。
然而,浮选技术仍然面临一些挑战和问题。
首先,对于一些难选矿石和细粒矿石的浮选仍然存在困难。
这些矿石的矿石粒度小、矿石颗粒分布不均匀,使得浮选效果不理想。
其次,现有的浮选试剂对一些特殊矿石的选择性还有待提高。
此外,浮选过程中产生的尾矿和废水对环境造成了一定的污染,如何有效处理这些废弃物也是当前亟待解决的问题。
综上所述,浮选技术作为一种重要的选矿方法,在应用和研究中不断发展。
浮选机械、浮选试剂和自动化技术的应用不断提升了浮选效果和工艺效率。
然而,浮选技术仍然面临一些挑战和问题,需要不断进行创新和改进。
2024年浮选机衬里市场发展现状引言浮选机衬里是一种广泛应用于矿山等工业领域的重要机械零部件。
它的主要作用是在浮选机内部提供保护,减少磨损和摩擦,增加机器的寿命。
随着近年来矿山行业的快速发展,浮选机衬里市场也呈现出令人瞩目的发展态势。
本文将对浮选机衬里市场的现状进行分析,并展望未来的发展趋势。
市场规模浮选机衬里市场的规模庞大。
根据工业研究院的数据,2019年全球浮选机衬里市场规模达到了100亿美元。
目前,亚太地区是浮选机衬里市场的最大消费地区,占据了全球市场份额的40%以上。
随着中国、印度等国家工业化进程的加快,亚太地区市场的增长势头更加明显。
主要应用领域浮选机衬里主要应用于矿山、冶金、化工等领域。
矿山行业对浮选机衬里的需求量巨大,占据了市场的主导地位。
随着我国矿产资源的开发和利用,浮选机衬里市场的发展潜力仍然巨大。
此外,近年来,化工领域对浮选机衬里的需求也逐渐增加,特别是在高温、腐蚀等恶劣环境下的应用。
市场竞争态势目前,浮选机衬里市场竞争激烈。
主要竞争厂商包括国内外知名企业,如澳大利亚的Bradken、美国的Metso等。
这些企业凭借其先进的技术和优质的产品,一直占据着市场的主导地位。
此外,由于国内市场的快速发展,国内企业也在市场竞争中崭露头角。
他们通过不断创新和提高产品质量,逐渐蚕食了国外企业的市场份额。
发展趋势随着技术的不断进步和需求的不断增长,浮选机衬里市场将继续保持稳定增长。
未来,市场将呈现以下几个发展趋势:1.技术创新:随着矿石矿质的复杂化,对浮选机衬里的要求也越来越高。
未来,浮选机衬里企业将加大技术研发力度,提高产品质量和性能。
2.环保节能:环保问题也是浮选机衬里市场需要面对的挑战。
未来,浮选机衬里企业将更加关注环境保护,研发出更加节能环保的产品。
3.市场细分:随着不同领域对浮选机衬里的需求差异化越来越明显,市场也将分化为多个细分市场,企业需要根据市场需求进行精细化产品定位。
结论浮选机衬里市场具有巨大的发展潜力,但竞争激烈。
浮选机介绍160浮选机是一种用于选矿的设备,被广泛应用于选别各种矿石。
它利用物料之间的密度和亲水性差异实现选别作用。
本文将详细介绍浮选机的结构、工作原理、主要优点以及在选矿过程中的应用。
一、浮选机的结构浮选机一般由进给装置、搅拌装置、气化装置、泡沫进料装置、浮矿槽、废矿槽、中矿槽等组成。
其中,进给装置通过给料管将矿石送入浮选机,搅拌装置用于搅拌矿浆,气化装置通常是通过给矿浆注气来产生气泡,泡沫进料装置用于给气泡浮力产生的泡沫提供外部消耗气体,浮矿槽是收集浮选物的部分,而废矿槽是收集选尽的物料。
二、浮选机的工作原理浮选机的工作原理是利用气泡将矿石与杂质分离,通过控制浮选机内部的气泡产生、浮选物料和杂质的密度差异以及矿浆搅拌等因素,实现对矿石的分离和提纯作用。
浮选机的工作流程分为以下几个阶段:1.矿石与水混合,形成矿浆;2.矿浆通过进给装置进入浮选机;3.浮选机中的搅拌装置将矿浆搅拌均匀;4.气化装置注入气体,产生气泡;5.气泡附着在矿石颗粒表面,提供浮力;6.矿石与气泡一起上浮到浮矿槽;7.废石通过废矿槽排出。
三、浮选机的主要优点1.适用范围广:浮选机可以用于选别各种矿石,包括金属矿石、非金属矿石和有色金属矿石等;2.选别效果好:浮选机可以根据物料的密度差异和亲水性差异,有效地分离矿石和杂质,大大提高选别效果;3.运行稳定:浮选机具有结构简单、操作方便的特点,运行稳定,故障率低;4.适应能力强:浮选机对矿浆的变化具有较好的适应能力,可以适应矿石粒度、固体含量等因素的变化。
四、浮选机在选矿过程中的应用浮选机在选矿过程中起到了至关重要的作用。
它广泛应用于金属矿石、非金属矿石和有色金属矿石的选别和提炼过程中。
具体应用包括:1.金属矿石选别:浮选机可以将金属矿石与非金属杂质分离,实现金属的提纯作用,例如铁矿石中的铁与硅、硫等杂质的分离;2.非金属矿石选别:浮选机可以将非金属矿石与有害杂质分离,提高矿石的品位,例如石英矿石和石灰石的选别;3.有色金属矿选别:浮选机可以将含有金属元素的矿石与其他金属元素分离,例如铜矿石中的铜与铅、锌等金属元素的分离。
国内外浮选机研究现状及展望摘要:浮选是细粒分选的最有效的方法,浮选在选厂水处理方面发挥着不可替代的作用,浮选技术应用广泛,大部分国家都将发展浮选技术作为细粒矿物分选研究的重要课题之一,浮选机是浮选的最重要的设备,浮选机的工作效率对浮选的指标起着决定性的作用,近几十年越来越多的专家学者致力于新型、高效、大型浮选机的研究。
关键词:浮选浮选机研究现状19世纪末,泡沫浮选经过萌芽期后,正式被选厂采用,从此,浮选工业得到了迅速发展,经过100多年,已经非常成熟,浮选成为选矿领域主要的选别方法之一,作为细粒分选设备,浮选机也有了长足的发展。
浮选机有很多种类,充气是所有浮选机的共同特点,充气的性能对浮选性能影响很大,浮选机的差别主要就是在充气方式、充气搅拌装置结构等方面,按照是否有机械搅拌装置分为两大类:机械搅拌式和无机械搅拌式,其中机械搅拌式中又可分为机械搅拌自吸气式和机械搅拌压气式;无机械搅拌的浮选机中又包含浮选柱和其他复合力场的浮选机。
一、国外浮选机研究现状赵昱东[1]认为,浮选机研发起源时间是1909年,Goover T制造了用于泡沫浮选的第一台多槽叶轮搅拌装置;在1913年John Callow发明了充气式浮选机,Robert Towne和Frederick Flinn也相继发明了充气式浮选柱;1914年Callow G将浮选柱的进气方式改为从槽子多孔假底喷入空气,改善了浮选机的充气性能;1915年Durrel制造出喷射式浮选机的样机。
20年代以后,各类型的机械搅拌式和充气式机械搅拌浮选机相继被研制出来,浮选机研发蓬勃发展。
但到了30年代,由于各方面的原因,浮选机的研发速度变缓,而且一度停滞。
直到1960年,当经济萧条和战争已经渐渐远离人们的生活,煤炭开采逐渐恢复,浮选机的研发再度繁荣,浮选设备开始朝着大型化的方向发展,几年后,第一台大型机械搅拌式浮选机在Bougainville岛的成功运用,宣告了浮选机大型化的开始。
书山有路勤为径,学海无涯苦作舟
浮选机是什么,浮选机的应用,浮选机流程
浮选机是什么:浮选机是实现浮选过程的最重要设备,其性能的好坏将直接影响到矿物浮选分离效果和选矿技术经济指标的好坏。
浮选是目前实现矿粉分选的三大物理手段之一,浮选机是实现矿物浮选的关键设备,浮选机的性能是决定矿物浮选效果的主要因素。
通过这么多年的研究与创新使得浮选机的种类繁多,从搅拌方式来分,国内常用的的浮选机基本可以分为两类:空气搅拌式浮选机和机器搅拌式浮选机。
在工业中应用的通过矿浆添加或者通过鼓入或抽吸空气来浮选的设备,空气搅拌式浮选机设备在矿厂的生产中主要作用是生产低品位精矿,该设备的优点是操作稳定,运行状态良好。
浮选机适用于分离有色金属、黑色金属、贵金属、非金属矿物和化工原料、回收有用矿物。
该设备具有如下特点:吸气量大、功耗低。
每槽兼有吸气、吸浆和浮选三重功能,自成浮选回路,不需任何辅助设备,水平配置,便于流程的变更.矿浆循环合理,能最大限度地减少粗砂沉淀。
设有矿浆面的自控装置,调节方便。
浮选机设备:叶轮带有后倾式的上下叶片。
上叶片产生矿浆上循环,下叶片产生矿浆下循环。
浮选工艺流程:选矿生产线由颚式破碎机、球磨机、分级机、磁选机、浮选机、浓缩机和烘干机等主要设备,配合给矿机、提升机、传送机可组成完整的选矿生产线。
该生产线具有高效、低能、处理量高、经济合理等优点。
选矿生产线具体生产流程如下:开采的矿石先由颚式破碎机进行初步破碎,在破碎至合理细度后经由提升机、给矿机均匀送入球磨机,由球磨机对矿石进行粉碎、研磨。
经过球磨机研磨的矿石细料进入下一道工序:分级。
螺旋分级。
大型浮选机的发展及在冬瓜山工程中的应用
摘要:简要叙述了世界各国大型浮选机的研制、开发、应用情况及冬瓜山工程大型浮选机的选择
关键词:大型浮选机
概述
随着经济的发展,世界各国对矿物原料质量、数量的要求不断增
长,而矿产资源的品位越来越贫,为了获得更大的利润,提高劳动生
产率、减少投资、降低成本,选矿厂的规模在不断扩大,大型的浮选
设备越来越受到人们重视。
近二十年来,大型的浮选机发展非常迅速
并被广泛应用于生产。
国内浮选机大型化的进展
国内浮选设备的发展一直走仿制、而后形成自己产品的道路,以
北京矿冶研究总院为代表,已开发形成了多种类型的系列浮选机产
品,如仿Wemco的JJF系列,仿OK的KYF系列、仿丹佛的CHF-X
系列等。
近年来,北京矿冶院也开始了浮选设备大型化的研究,在对
国外现有大型浮选设备的结构形式参数进行全面探讨的基础上,结合
自己从事浮选设备的研究开发的经验,开发出了KYF-50m3的较大型
浮选机,该机在金川矿业公司进行了工业试验,目前已通过了国家鉴
定。
现在国内最大的KYF-100m3的浮选机正在研制之中。
总的来说,
我国在浮选设备大型化方面尚处于研制开发阶段,目前还难以与国外
产品展开竞争。
国外浮选设备大型化的发展
国外浮选设备的大型化起步较早,但大规模的发展开始于最近
20年,在1980年之前,世界上容积最大的浮选机是45m3(1500立方英尺),在此之后,大型浮选机飞速发展,并应用于生产,1985年单台浮选机容积达到85m3(3000立方英尺),1990年达到了100m3(3500立方英尺),1995年达到了127m3(4500立方英尺),1998年
达到了160m3(5650立方英尺),现在,200m3的浮选机也已应用。
国外大型浮选设备研究设计和应用水平较高的厂商有美国的Denver公司、Eimco公司、Dorr-Oliver公司,芬兰的Outokumpu公司,瑞典的Svedala公司等,其中代表性的产品有芬兰OK-TC系列、美国Wemco系列及瑞典RCS系列等。
对于大规模的浮选厂而言,选用大容积的浮选设备具有十分明显的优点:安装台数少、占地面积小,基建费用低,操作控制简单,辅助费用低,安装功率少,能耗低。
根据国外报道,一个处理能力为4.3万吨/日的选矿厂,采用六种容积的浮选机配置,计算结果表明,用大容积浮选机代替小容积浮选机可大幅度减少厂房占地面积,缩短浮选机列的长度,降低能耗。
大型浮选机设计特点
大型浮选机一般遵循按比例放大的原则,进行槽体容积的放大和浮选机动力学的放大,同时根据已有的小型浮选机数据来估算大容积浮选机的主要操作参数,如叶轮尺寸、叶轮转速、能量消耗等;为了确定浮选机的功率、充气量、叶轮形式和转速,需要进行参数试验及计算机模型的模拟,为了确保矿浆的有效悬浮及与空气的充分混合,促进各个粒级有用矿物的回收,还需要对浮选设备的槽体几何形状、叶轮、定子、充气机构、泡沫的刮出形式以及浮选进料形式、与空气的混合方式、流型等进行改进。
目前,我们看到的大多数的大型浮选
机都是圆形结构,这种结构可以保证槽体各部分的矿浆具有相同的动力学性能,减少短路现象的发生,这与我们常规的浮选设备不同。
大型浮选设备设计中的另一个突出特点就是以单槽浮选设备为单元,常规浮选机在生产实践中不仅受来矿的影响,同时还受到前后槽及回路的干扰,为了防止矿浆短路,配置时,每排浮选机需要有一定的台数(粗扫选段一般不少于12槽)。
而大型浮选机普遍采用单槽独立单元的设计思想,即每一台浮选机均为独立的浮选体系,配置时一台或两台为一个台阶,采用一套液位控制机构,尽可能减少槽与槽之间及回路的干扰,最大限度地避免短路现象的发生,减少设备配置时对槽数的要求。
大型浮选机在冬瓜山工程中的应用与选择
冬瓜山工程规模大,矿石性质复杂,含有难选易泥化的蛇纹石、滑石类矿石,流程结构复杂、药剂种类多、用量大,生产管理难度大;在厂房布置上,正处于狮矿矿区,场地面积小;另一方面,冬瓜山工程作为二十一世纪的矿山,走新模式办矿的道路,要建成高效率、低成本、人员少、自动化程度高的现代化矿山,必须选择易管理、易操作、高效可靠的浮选设备。
因此在设计中浮选系统粗扫选选择了大型浮选机。
目前,与我公司进行过技术交流的大型浮选设备厂家有三家:瑞典Svedala公司,美国Eimco公司和芬兰的Outokumpu公司。
Wemco 浮选机为自吸气式;RCS浮选机和OK-TC浮选机为机械充气式,但二者结构略有不同,前者浮选搅拌机构位于槽体中下部,后者位于底部。
三家公司均有相当数量的大型浮选设备服务于生产,从产品性能讲,均能满足冬瓜山工程的需要。
在大型浮选设备工艺选择上,主要从技术性能及维护管理、消耗等方面进行比较,包括能耗、设备配置、备品备件、操作管理、可控性及工艺指标等。
对于冬瓜山选矿厂,大型浮选设备主要用于浮选粗、
扫选段,浮选给矿粒度70~75%-200目,细粒级矿物多,要求浮选机对细粒级物料应有较好的回收效果,选矿回收率要高,同时冬瓜山矿石类型多变,性质复杂,井下出矿难稳定,可浮性差异大,产品产率变化大,因此浮选机应具有良好的可控性和操作性能,便于操作管理,可以实现远程、就地控制。
此外,还有价格方面的综合比较。
在能耗方面,机械充气式浮选机RCS和OK-TC由于起动时负荷较大及辅助设备鼓风机,因此,装机功率高于自吸气式的Wemco浮选机,但运转实际消耗,可能会低一些。
在配置上,由于RCS和OK-TC 浮选机需要配置鼓风机,厂房面积较大。
在备品备件方面,三种浮选设备叶轮定子使用寿命基本相同,但Wemco浮选机机构更为复杂,易损易耗件相对较多,消耗可能会更多一些。
在操作管理上,Wemco 浮选机由于搅拌机构位于槽体中上部,停车时不会压死,带负荷起动很方便,在设备出现故障时,可单独停车进行检修,不必全厂停车,这是其突出的优点;OK-TC浮选机由于搅拌机构位于槽体下部,长时间停车最易压死;RCS浮选机操作性能介于二者之间。
在控制方面,RCS和OK-TC浮选机配有液位自动控制和充气量自动控制;Wemco 浮选机配有自动液位控制,由于是自吸气,在充气量控制上,可以根据作业对充气量的要求,选择不同直径的皮带轮调整转子转速选择合适的充气量,也可以根据泡沫产品浮量的要求选择手动调节阀进行手动调节,根据一些资料报道,在一些作业中,由于产率较高,浮量比较大,也可以补加充气。
总的来说,自吸气式Wemco浮选机配置简单,操作管理更方便;机械充气式浮选机在能耗方面可能更有优势。