大尺寸测量.
- 格式:ppt
- 大小:819.00 KB
- 文档页数:17
大尺寸多次测量方法大尺寸的东西要多次测量,这可有点小讲究呢。
咱先说测量工具哈。
如果是那种长长的东西,像大木板或者长钢管,卷尺可能是个好选择。
不过可别小瞧这卷尺,用的时候要拉得直直的,就像给它下命令“你得走直线”一样。
每次测量前,最好把卷尺的头端固定好,别让它晃来晃去的,不然测量出来的数值就像调皮的小孩,到处乱跑,不准喽。
要是有激光测距仪就更酷啦,但是要注意测量的角度,要正对着测量的起点和终点,不然就像歪着脑袋看东西,看到的尺寸也会有偏差呢。
测量的时候,环境也很重要哦。
要是在户外,风大的时候,那些轻一点的大尺寸物品可能会被吹得晃悠,这时候测量就像在和风抢东西一样。
咱们得等风小一点,或者找个避风的地方。
如果是在室内,光线也得注意,要是暗暗的,看刻度都费劲,很容易出错。
就像在黑暗里找东西,眼睛都花了。
还有呀,多次测量的时候,咱们得做个小记录。
每一次测量完,就像写日记一样把数值记下来。
可别觉得自己记性好就不记,有时候脑子会突然“掉线”呢。
而且多记几次,后面还能对比对比,看看有没有特别离谱的数据。
要是有,那就可能是这次测量出了小差错,得重新量一下。
每次测量的姿势也有点小窍门。
比如说测量一个很高很大的柜子,咱们得站得稳稳的,别踮着脚或者歪着身子,这样就像个不倒翁一样,测量出来的数值才靠谱。
而且要从同一个起始点开始测量,不能这次从这开始,下次从那开始,那就乱套啦。
大尺寸多次测量就是要细心、耐心,把每个小细节都照顾到。
就像照顾小宠物一样,每个小动作都不能马虎,这样测量出来的结果才准确,才能让我们放心地用这个数据去做别的事情呀。
人体尺寸测量一、人体尺寸测量的基础国标购7 5帀3-7乃乡规定了人机工程学使用的成年人和青少年的人体测量术语,该标准规定,只有在被测者姿势、测量基准面、测量方向、测点等符合下列要求的前提下,测量数据才是有效的。
1. 被测者姿势1)立姿数据才是有效的。
指被测者挺胸直立,头部以眼耳平面定位,眼睛平视前方,肩部放松,上肢自然下垂,手伸直,手掌朝向体侧,手指轻贴大腿侧面, 自然伸直膝部,左、右足后跟并拢,前端分开,使两足大致呈45°夹角,体重均匀分布于两足。
2)坐姿指被测者挺胸坐在被调节到腓骨头高度的平面上,头部以眼耳平面定位,眼睛平视前方,左、右大腿大致平行,膝弯屈大致成直角,足平放在地面上,手轻放在大腿上。
2. 测量基准面人体测量基准面的定位是由三个互为垂直的轴(铅垂轴、纵轴、横轴)来决定的。
人体测量中设定的轴线和基准面如图2T所示。
图2-1人体测量基准面1)矢状面通过铅垂轴和纵轴的平面及与其平行的所有平面都称为矢状面。
2)正中矢状面在矢状面中,把通过人体正中线的矢状面称为正中矢状面。
正中矢状面将人体分为左右对称的两部分。
3)冠状面通过铅垂轴和横轴的平面及与其平行的所有平面都称为冠状面。
冠状面将人体分成前后两部分。
4)水平面与矢状面和冠状面同时垂直的所有平面都称为水平面。
水平面将人体分成上下两部分。
5)眼耳平面通过左、右耳屏点及右眼眶下点的水平面称为眼耳平面。
3. 测量方向1)在人体上、下方向上,将上方称为头侧端,将下方称为足侧端。
2)在人体左、右方向上,将靠近正中矢状面的方向称为内侧,将远离正中矢状面的方向称为外侧。
3)在四肢上,将靠近四肢附着部位的称为近位,将远离四肢附着部位的称为远位。
4)在上肢上,将挠骨侧称为挠侧,将尺骨侧称为尺侧。
5)在下肢上,将胫骨侧称为胫侧,将腓骨侧称为腓侧。
4. 支承面和衣着立姿时站立的地面或平台以及坐姿时的椅平面应该是水平、稳固、不可压缩的。
要求被测量者裸体或穿着尽量少的内衣(如只穿内裤和背心)测量,在后者情况下,在测量胸围时,男性应撩起背心,女性应松开胸罩进行测量。
机械加工中工件尺寸精度测量的5大方法1.比较测量法:比较测量法是一种常见且简单的尺寸测量方法,适用于工件的外径、内径等直径尺寸的测量。
该方法主要基于对比的原理,使用已知尺寸的模具或测量工具与待测工件进行对比测量。
常用的比较测量工具有卡尺、千分尺、游标卡尺等。
比较测量法具有操作简便、成本低廉的优点,但准确度较低。
2.坐标测量法:坐标测量法是一种应用最广泛的尺寸测量方法之一、它利用测量机床等设备,将工件放置于坐标系中,通过测量机床的坐标轴和传感器实现工件尺寸的测量。
坐标测量法适用于复杂工件尺寸的测量,具有高精度和高灵活性等优点。
3.光学测量法:光学测量法利用光学原理,通过光学传感器或测量仪器对工件尺寸进行测量。
光学测量法适用于形状复杂的工件,如曲面、曲线等。
常用的光学测量仪器有投影仪、显微镜、激光跟踪仪等。
光学测量法具有高精度、非接触、能够获取多个尺寸和形状参数等优点。
4.探触测量法:探触测量法是一种通过机械探针对工件进行接触式测量的方法。
常见的探触测量法包括测微仪、测针、激光测距仪等。
探触测量法适用于表面形状复杂或无法用其他测量方法测量的工件。
它具有测量精度高、重复性好和能够获取多个尺寸参数等优点。
5.三坐标测量法:三坐标测量法是一种先进的工件尺寸测量方法,通过三坐标测量机对工件进行测量,能够快速地获取工件各个尺寸参数。
三坐标测量法适用于高精度工件尺寸测量,具有高精度、快速、自动化程度高等优点。
总结来说,机械加工中的工件尺寸精度测量方法有比较测量法、坐标测量法、光学测量法、探触测量法和三坐标测量法。
根据工件的形状、尺寸和精度要求,选择合适的测量方法可以保证工件的质量和精度。
尺寸检测1.轴类尺寸的检测方法方法一:量规法用量规检测轴径,不能得到具体数值,只能检测轴径尺寸合格与否。
其优点是精度高、检验效率高,在成批生产中广泛使用。
方法二:钢尺法直接用钢直尺进行测量,或者使用卡钳将工件尺寸与钢直尺进行比较。
方法三:卡尺法使用游标卡尺、千分尺、杠杆千分尺等对轴径进行直接测量。
方法四:测微仪法用各种测微仪、测微表与量块进行比较测量。
常用的测微仪(表)有百分表、千分表、扭簧比较仪、电感比较仪等。
方法五:仪器测量法可以用光学计、测长仪、工具显微镜等对轴径进行精密测量。
在工具显微镜上又分为影像法、轴切法、干涉法、灵敏杠杆法等。
在光学计、测长仪上测量可以分为绝对测量和相对测量。
立式光学计测量:用立式光学计测量工件外径,是按照相对测量法进行测量的。
先用组合好的尺寸L的量块组,将仪器的刻度尺调到零位。
再将被测工件放到测头与工作台面之间。
从目镜或投∆,那么被测工件的外径尺寸影屏中可以读出被测工件外径相对于量块组尺寸的差值L+=。
d∆LL⑴测头的选择测头有球形、平面形和刀口形三种。
根据被测零件的几何形状来选择,使测头与被测表面尽量满足点接触。
因此,测量平面或圆柱面时,选用球形测头;测量球面工件时,选用平面形测头;测量小于10mm的圆柱形工件时,选用刀口形测头。
⑵按被测工件外径的基本尺寸组合量块为了减少量块组合的累积误差,应力求使用最小的量块数,一般不超过4块。
每选择一块量块,至少要消去所需尺寸的最末一位数。
量块的正确使用:①选择量块,用竹夹子从量块盒里夹出所需用的量块;②清洗,首先用干净棉花擦洗,再用蘸上汽油的棉花擦洗,最后用绸布把汽油擦干;③组合,首先要搞清量块的测量面。
组合量块时要注意:大尺寸量块在中间,小尺寸量块放在两边,这样的量块组较稳固,而且变形较小。
⑶调整仪器零位①将量块组放置于工作台的中央,并使测头对准量块测量面的中央;②粗调节,松开横臂紧固螺钉,旋转粗调节螺母,直到目镜中看到标尺像,锁紧横臂紧固螺钉;③细调节,松开光管紧固螺钉,旋转微调手轮,从目镜中看到零位指示线,对准零位,锁紧光管紧固螺钉;拨动几次提升器,若此时零位指示线仍偏离零位线,则旋转零位调节手轮,使零位指示线准确对准零位;④抬起提升杠杆,取出量块。
实验一 尺寸测量一.实验目的1. 了解测量尺寸的常用仪器量具等的用途及使用方法;2. 学会用立式光学计测量轴径和用内径百分表或卧式测长仪测量轴套内径。
二.实验介绍尺寸的测量在技术测量中占有非常重要的地位。
一般分绝对测量和相对测量。
绝对测量如用外径千分尺、游标卡尺和测长仪等测量长度尺寸。
相对测量是指从测量器具的读数装置上得到的是被测量相对标准量的偏差值,如用比较仪、内径百分表测量尺寸。
本实验介绍用立式光学计测量外径、用内径百分表或测长仪测量内径的方法。
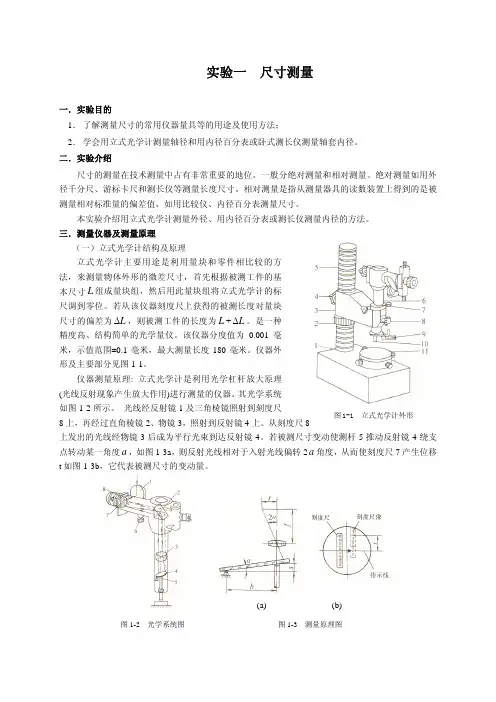
三.测量仪器及测量原理(一)立式光学计结构及原理立式光学计主要用途是利用量块和零件相比较的方法,来测量物体外形的微差尺寸,首先根据被测工件的基本尺寸L 组成量块组,然后用此量块组将立式光学计的标尺调到零位。
若从该仪器刻度尺上获得的被测长度对量块尺寸的偏差为L Δ,则被测工件的长度为L +L Δ。
是一种精度高、结构简单的光学量仪。
该仪器分度值为 0.001毫米,示值范围±0.1毫米,最大测量长度180毫米。
仪器外形及主要部分见图1-1。
仪器测量原理: 立式光学计是利用光学杠杆放大原理(光线反射现象产生放大作用)进行测量的仪器。
其光学系统如图1-2所示。
光线经反射镜1及三角棱镜照射到刻度尺8上,再经过直角棱镜2、物镜3,照射到反射镜4上。
从刻度尺8上发出的光线经物镜3后成为平行光束到达反射镜4。
若被测尺寸变动使测杆5推动反射镜4绕支点转动某一角度a ,如图1-3a ,则反射光线相对于入射光线偏转2a 角度,从而使刻度尺7产生位移t 如图1-3b ,它代表被测尺寸的变动量。
若物镜至刻度尺8间的距离为物镜焦距f ,设b 为测杆中心至反射镜支点间的距离,s 为测杆5移动的距离,则仪器的放大比K 为:ab a f s t K tan 2tan == 当a 很小时,a a 22tan ≈,a a ≈tan ,因此 bf K 2= 光学计的目镜放大倍数为12,f =200mm, b =5mm, 则放大比K =80。
尺寸测量方法尺寸测量是工程领域中非常重要的一项工作,它涉及到各种物体的尺寸大小、形状以及位置关系等方面的测量。
在工程设计、生产制造、质量控制等环节中,准确的尺寸测量是确保产品质量和工程项目顺利进行的关键步骤。
本文将介绍几种常见的尺寸测量方法。
一、直尺测量法直尺测量法是最基本的尺寸测量方法之一。
使用直尺可以测量长度、宽度等尺寸。
在测量时,将直尺对准待测尺寸的两个端点,读取直尺上相应的刻度值即可得到尺寸大小。
直尺测量法适用于简单的线性尺寸测量,但对于曲线和复杂形状的测量则不太适用。
二、游标卡尺测量法游标卡尺是一种常用的精密测量工具,用于测量长度、宽度和深度等尺寸。
游标卡尺的测量精度一般可达到0.01毫米。
在测量时,将待测尺寸夹在游标卡尺的两个测量爪之间,通过读取游标上的刻度值,可以得到尺寸的精确数值。
游标卡尺测量法适用于各种形状的尺寸测量,尤其适用于小尺寸的测量。
三、量规测量法量规是一种常用的尺寸测量工具,用于测量长度、宽度、高度等尺寸。
量规的测量精度一般可达到0.02毫米。
在测量时,将待测尺寸与量规的刻度进行对比,可以得到尺寸的准确数值。
量规测量法适四、千分尺测量法千分尺是一种精密测量工具,用于测量各种形状和大小的尺寸。
千分尺的测量精度一般可达到0.001毫米。
在测量时,将待测尺寸夹在千分尺的测量爪之间,通过读取千分尺上的刻度值,可以得到尺寸的高精度数值。
千分尺测量法适用于各种精密尺寸的测量,尤其适用于微小尺寸的测量。
五、光学投影仪测量法光学投影仪是一种高精度的尺寸测量设备,用于测量各种复杂形状和大尺寸的尺寸。
光学投影仪的测量精度一般可达到0.001毫米。
在测量时,将待测尺寸放置在投影仪的工作台上,通过投影仪的光学系统对尺寸进行放大和投影,然后使用测量软件对投影的尺寸进行分析和测量,可以得到尺寸的高精度数值。
光学投影仪测量法适用于各种复杂尺寸的测量,尤其适用于大尺寸的测量。
六、三坐标测量法三坐标测量机是一种高精度的尺寸测量设备,用于测量各种复杂形状和大尺寸的尺寸。
122311精密测量技术光学干涉原理的测量技术学生姓名孙世才专业测控技术与仪器学号1122133 指导老师张婉仪分院光电工程分院2014年6月24日星期二编号第二基于光学干涉原理的测量技术表面粗糙度是评定多种工件表面质量的一个重要指标。
研究并测试表面粗糙度是生产加工领域—个很重要的研究方向。
传统的表面粗糙度测量方法可分为两类接触式和非接触式。
接触式测量方法的代表产品是触针式轮廓仪。
当前,国内外广泛应用的触针式粗糙度测量仪器是用一个尖端半径很小的触针压在被测表面上作横移扫描,触针跟随表面轮廓的形状作垂直位移,可以说是最大可能地再现了工件的表面状况。
然而这种测量方法有很大的缺陷,测试精度不能保证、测量速度慢、实现在线检测困难。
近年来,国内外对具有快速、非破坏性、可在线测量特征的非接触式检测技术的研究十分活跃,主要依靠光学、电磁波和图像处理等技术手段实现表面粗糙度非接触测量。
本文主要介绍几类非接触式表面粗糙度的测量技术。
相干光照射到工作表面同一位置时,由于光波的相互位相关系,使合成光强度发生周期性变化,即产生光波干涉现象。
传统的干涉法是测量是用相干光照射工作表面然后与参考光相比较,观察干涉条纹。
但在实际测量中,易于获得的条纹图样并不能得到光程差图,而是显示等高图。
只有对干涉条纹做适当变换,才能用来定量检测表面粗糙度。
一般而言,干涉法测量表面粗糙的,测试精度取决于光的波长。
但是,干涉条纹的分辨率是以光波长的一半为极限的,仅从条纹的状态无法判断表面是凸起还是凹陷。
因此,作为一种具有较好分辨率,宽测量范围的表面粗糙度在线检测技术,这种干涉法测量技术还有待遇进步发展。
相对干涉光强法是根据光学干涉基本原理提出来的测量方法。
在同一干涉级次的最大干涉光强与最小干涉光强之间,即最亮干涉条纹与同级最暗干涉条纹之间,干涉光强随标准件与待测件之间的间隙大小或者光程差的变化而变化。
因此,任一点的间隙可以通过该点的光强在最大光强与最小光强之间的相对位置以及间隙为零时的光强值来确定。
尺寸测量方法
在日常生活和工作中,尺寸测量是一项非常重要的工作。
无论
是在制造业、建筑业、医疗行业还是日常生活中,我们都需要进行
尺寸测量,以确保产品的质量和符合标准。
因此,掌握正确的尺寸
测量方法至关重要。
首先,我们需要选择合适的测量工具。
常见的测量工具包括卷尺、游标卡尺、千分尺、外径千分尺等。
在选择测量工具时,要根
据需要测量的尺寸大小和精度要求来选择合适的工具,以确保测量
的准确性。
接下来,我们需要正确使用测量工具。
在使用卷尺时,要确保
卷尺完全展开并与被测物体表面接触紧密,避免出现空隙导致测量
误差。
在使用游标卡尺和千分尺时,要轻轻转动测量杆,确保测量
杆与被测物体表面完全接触,以获得准确的测量结果。
此外,还需要注意测量时的环境因素。
在进行尺寸测量时,要
选择平整、干净的测量表面,避免因表面不平或污染导致测量误差。
同时,要避免在有风的环境中进行测量,以免风力对测量结果产生
影响。
另外,针对不同形状和特殊要求的被测物体,还需要选择合适
的测量方法。
对于曲面或不规则形状的物体,可以使用柔性尺子或
曲面测量仪进行测量,以确保测量的准确性。
对于特殊要求的测量,如圆度、平行度、垂直度等,可以使用相应的测量工具和方法进行
测量。
总的来说,尺寸测量是一项需要严谨和细致的工作。
正确选择
测量工具,正确使用测量工具,注意测量环境因素,选择合适的测
量方法,都是确保尺寸测量准确性的关键。
只有掌握了正确的尺寸
测量方法,我们才能保证产品质量,满足标准要求。
大尺寸测量关键技术研究在现代工业领域,基于空间坐标体系的大尺寸测量的应用范围越来越广泛,国内外对于大尺寸测量的技术也越来越紧迫,激光跟踪技术因为其测量精度高、测量范围广以及方便携带等优势,成为了大尺寸测量当中的先进技术,文章主要基于激光跟踪技术,研究大尺寸测量关键技术。
标签:大尺寸测量;激光跟踪;关键技术Abstract:In the field of modern industry,the application of large-scale measurement based on spatial coordinate system is more and more extensive,and the technology of large-scale measurement is becoming more and more urgent at home and abroad. Laser tracking technology has become an advanced technology in large scale measurement because of its high measurement accuracy,wide measurement range and easy to carry,etc. This paper is mainly based on laser tracking technology,and the key technology of large scale measurement is studied.Keywords:large scale measurement;laser tracking;key technology1 大尺寸测量系统设计方案设计1.1 大尺寸测量任务描述本文重点选取的是某个航天公司所属的某个型号中的一种航天产品当作是测量目标,实施大尺寸物件测量。