快速反应看板
- 格式:ppt
- 大小:118.50 KB
- 文档页数:2

快速反应会议规则
(1)会议目的:
以生产计划为中心,跨部门之信息沟通、协调解决
(2)按时参加会议:
每个工作日一次,9:30AM;地点:快速反应会议点,计划的与会人员均应在【快反会议签到表】提前5分钟签到;当与会人员出差等,由部门后备人员代表参加,并更新其所负责的看板信息或汇报问题解决进度等,主持人负责在签到表上记录出勤情况
(3)会前主动、全面掌握状况:数据、原因、进度、解决方案等。
应带着数据、方案与记录本来到会议点
(4)看板数据及状态更新完成、问题呈现等:9:20AM
(5)会议纪律:
✓按时签到(不得代签);不得无故缺席、迟到、早退;每月统计汇报出勤状况✓手机开启振动状态、一般不接听手机
✓不交流与主题无关事项
✓尊重主持和同事
✓顾全大局、有团队精神
✓不过分讨论细节
✓不互相指责
✓不推卸责任、不听借口
(6)问题解决负责人应是参加快反会议的人员。
应在目标完成日期前完成所负责的工作任务。
会议主持进行跟踪,负责人汇报进度与资源需求
(7)集中主题,发言简短,突出重点
(8)严守闭会时间(一般约30分钟)
以上,我信守承诺、谨遵执行。
签名:。
快速反应会议管理程序1目的对重大的公司内/外部生产问题、质量问题或其他影响生产经营的问题,采用目视化的方法,运用标准文件化的格式快速响应并解决问题;通过公司内部相关部门的共同参与,有效利用公司内部资源,促进问题快速解决,并预防问题重复发生,知识共享;2 适用范围适用于公司所有过程;3.快速反应会议:开会时间:每天一次,每次10~15分钟,会上只对质量问题进行沟通;开会地点:生产现场看板前或生产现场办公室;参会人员:所有部门财务部外的责任人,因故不在候补出席;会议主题:应对每天的具体重大质量问题;会议准备:每天质量部每天找出过去24小时发生的重大质量问题,开会前详细描述在白板上;具体问题包括:1客户关注的问题;2供应商关注的问题;3停线内部或外部;4重复发生的质量问题;5除调车废品以外班废品率超过综合废品率目标;6验证岗位中发现的问题;7分层审核中发现的问题;8其它内部质量问题;会议内容:1会议主席协调各方意见,确定新问题的责任人和关闭日期;2旧问题负责人提交相关报告,报告具体进度,紧抓问题退出标准,由与会人员确认关闭;3会议主席根据当天情况,标明具体问题和日Q图的状态;会后工作:问题负责人运用8D等方法、相关工具解决问题,总结形成报告;其他定期工作:快速反应跟踪表应记录所有产生的问题;每月汇总公布问题发生数趋势图;4职责公司生产部长:负责组织和主持快速反应会议,跨部门指定解决问题的责任人;质量部:是快速反应会议的归口管理部门,负责收集和反馈公司内/外部问题,并跟踪问题解决进展;其他部门:负责参加并积极响应快速反应会议;问题责任人:负责按照规定的时间完成问题解决并符合推出标准;协调跨部门问题解决小组在会议外完成相应审核;更新快速反应看板上退出标准及状态栏;向快速反应会议报告问题各阶段的进展;5工作程序6相关文件7相关表单编制/日期:审核人:审核/日期:批准/日期:。
1. 目的为了开展日常改善活动,确保产品质量,提高处理质量问题的效率,保证生产顺利进行和产品的准时交付。
2. 范围本程序适用于公司内外部质量问题的处理。
3. 职责和权限3.1 质量部负责质量问题的收集和汇总并确认何种问题要上快速响应看板。
3.2质量部经理组织召开快速响应会议并跟踪措施的实施检查,质量部经理不在时由生产部经理负责组织召开会议。
3.3 销售部负责收集外部质量问题。
4. 术语和定义4.1快速反应:通过每日例会加强沟通和管理,采用目视管理方法展示重要信息,使应对重大的内、外部质量问题的反应标准化。
4.2 问题解决:一个系统化的用来识别、分析和消除现状和现行标准或期望之间的差距,并预防根本原因再次发生的过程。
4.3 经验总结:利用成功经验,防止错误重复出现。
5.工作程序5.1开会时间:每天8:30分,每次10~15分钟,会上只对质量问题进行沟通。
5.2开会地点:快速响应看板前。
5.3参会人员:质量部经理、质量工程师、生产班组长、采购部负责人、销售部负责人、机电修负责人,因故不在候补出席。
5.4会议主题:应对每天人、机、料、法、环等各方面发生的问题。
5.5会议准备:质量部每天找出过去24小时发生的重大质量问题,其他部门上报人、机、料、法等发生的问题,开会前详细描述在白板上。
具体问题包括:(1)客户关注的问题;(2)供应商关注的问题;(3)停线(内部或外部);(4)重复发生的质量问题;(5)除调试废品以外班废品率超过综合废品率目标;(6)验证岗位中发现的问题;(7)分层审核中发现的问题;(8)其它内部质量问题。
5.6会议内容:(1)会议主持人协调各方意见,确定新问题的责任人和关闭日期。
(2)旧问题负责人提交相关报告,报告具体进度,紧抓问题退出标准,由与会人员确认关闭。
(3)会议记录人员根据当天情况,记录具体问题在《快速反应会议问题汇总表》和更新每日Q图的状态。
5.7会后工作:重大质量问题负责人运用《8D报告》等方法、相关工具解决问题,总结形成报告。
质量快速反应控制程序实施日期:发布日期:1. 目的为了开展日常改善活动,确保产品质量,提高处理质量问题的效率,保证制造顺利进行和产品的准时交付。
2. 范围本程序适用于公司内外部质量问题的处理。
3. 职责和权限3.1 质量部负责质量问题的收集和汇总并确认何种问题要上快速响应看板。
3.2质量部部长组织召开快速响应会议并跟踪措施的实施检查,质量部部长不在时由制造部部长负责组织召开会议。
3.3 市场部负责收集外部质量问题。
4. 术语和定义4.1快速反应:通过每日例会加强沟通和管理,采用目视管理方法展示重要信息,使应对重大的内、外部质量问题的反应标准化。
4.2 问题解决:一个系统化的用来识别、分析和消除现状和现行标准或期望之间的差距,并预防根本原因再次发生的过程。
4.3 经验总结:利用成功经验,防止错误重复出现。
5.工作程序5.1开会时间:每天8:30分,每次10~15分钟,会上只对质量问题进行沟通。
5.2开会地点:快速响应看板前。
5.3参会人员:质量部部长、质量工程师、制造班组长、采购部负责人、市场部负责人、机、模修负责人,因故不在候补出席。
5.4会议主题:应对每天人、机、料、法、环等各方面发生的问题。
5.5会议准备:质量部每天找出过去24小时发生的重大质量问题,其他部门上报人、机、料、法等发生的问题,开会前详细描述在白板上。
具体问题包括:(1)客户关注的问题;(2)供应商关注的问题;(3)停线(内部或外部);(4)重复发生的质量问题;(5)除调试废品以外班废品率超过综合废品率目标;(6)验证岗位中发现的问题;(7)分层审核中发现的问题;(8)其它内部质量问题。
5.6会议内容:质量快速反应控制程序实施日期:发布日期:(1)会议主持人协调各方意见,确定新问题的责任人和关闭日期。
(2)旧问题负责人提交相关报告,报告具体进度,紧抓问题退出标准,由与会人员确认关闭。
(3)会议记录人员根据当天情况,记录具体问题在《快速反应会议问题汇总表》和更新每日Q图的状态。
1. 目的为了快速解决出现的质量问题,确保产品质量问题及时处理,提升处理质量问题的效率,保证生产顺利进行和产品的准时交付。
从而提高客户满意度。
规范内部问题快速处理流程,规范面对质量问题的响应机制。
2. 范围本程序适用于公司内外部质量问题的快速处理。
3. 术语和定义3.1 快速反应:通过每日例会加强沟通和管理,采用目视管理方法展示重要信息,使应对重大的内、外部质量问题的反应标准化。
3.2 问题解决:一个系统化的用来识别、分析和消除现状和现行标准或期望之间的差距,并预防根本原因再次发生的过程。
3.3 经验总结:总结以往的成功经验,建立数据库,作为横向展开的教材,防止错误重复出现或出现类似问题。
4. 职责和权限4.1 各部门主管负责各部门质量问题的收集。
4.2 快反组长负责汇总各部门质量问题并确认何种问题要上快速响应看板。
4.3 快反组长组织召开快速响应会议并跟踪措施的实施检查,组长不在时由品管主管主持,品管主管不在时由生产部经理负责组织召开会议。
4.4 业务部业务员负责收集外部质量问题。
4.5 全体员工向部门主管反馈质量问题。
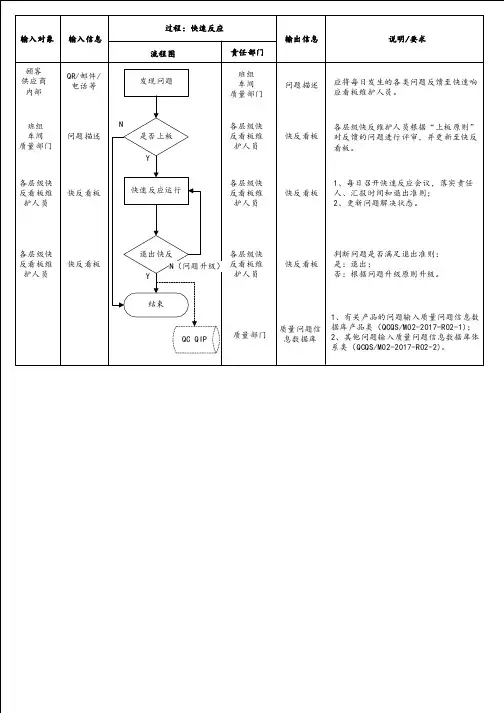
5. 工作程序5.1 10 分钟内反应事项:出现以下情况进入 10 分钟内反应流程。
a 造成现场停线的问题。
b 客户反馈投诉的要立马解决的问题。
c 造成出货延误的问题。
出现上述质量问题,快反小组人员必须在 10 分钟内到达事故现场,进行问题处理。
5.2 每天快反例会事项:5.2.1开会时间:每天 12:30 点,每次 15~30 分钟,会上只对质量问题进行沟通。
5.2.2开会地点:快速响应看板前。
5.2.3参会人员:快反组长、品技总监、运行总监、品管主管、生产经理、PMC 经理、计划主管。
参会人员因故不在,请自行提前安排候补出席。
会议需要其余人员参会,由会议主持人视问题需求临时通知。
5.2.4会议主题:应对每天人、机、料、法、环等各方面发生的质量问题。
5.2.5会议准备:会议主持人每天汇总过去24 小时各部门发生的重大质量问题,其他部门在每天11:00 前,由部门最高负责人上报本部门当天发生的质量问题,通过《快速反应问题登记表》,每天 11:00 以后的问题归为第二天一起上报,快反组长在开会前安排将各部门问题详细描述在白板上。
湖北部件公司QRQC(质量问题快速反应)操作指南●QRQC是英文“质量问题快速反应”的缩写,是一种在真实的地点去解决任何问题的管理态度,关注快速使顾客满意。
●QRQC的六个关键点:真实的地点;真实的零件;真实的数据;快速反应;逻辑性思考;现场指导。
1、QRQC看板填写说明:1)问题发现者填写以下栏目:问题编号(可以是序列号), 谁, 何时,问题描述(尽量量化),验证栏;2)现场主管(组长)或责任人本人填写责任人,确定完成时间;3)责任人填写原因分析,解决的措施;2、操作步骤1)本QRQC板以班组为单位,在生产线旁存放;2)任何人在现场发现的任何问题都可以写在本板上。
问题的描述要清楚,用数据说话,尽量由实物展示对比;3)班组长对缺陷件进行比较,测量、确认缺陷是否属实,从人、机、料、法、环等因素确定产生的原因,确定责任人;责任人牵头组织分析问题,找到解决的措施。
4)技术、质量、采购、物流等职能部门人员应每2小时巡视一次现场QRQC板,上午8:30时、10:30时,下午3点和5点各一次;职能人员针对职责范围到生产现场牵头进行原因分析,制定行动计划,并承诺完成时间。
5)到完成时间且问题解决后,发现问题的人在验证栏写“OK”并签名;若到完成时间问题没有解决或解决的未达到效果,提出问题的人在验证栏写“NOK”并签名;允许责任人更改两次完成时间。
6)本QRQC板的日常管理属于班组长。
车间主任每天上午和下午各一次定时来QRQC板前回顾问题的解决情况并督促完成;7)每天上午9:15—10:00公司总经理带副总经理及各部门经理去现场的所有QRQC板前回顾检查,协调资源,要求车间主任和班长在场。
8)对于涉及设备改进、工艺文件、图纸更改,相应的职能部门人员应将内容抄下,存档处理。
9)本规定从2008年6月11起执行。
本文发至文中提到的所有人员。
快速反应控制程序(ISO9001-2015/IATF16949-2016)1.0目的为了开展日常改善活动,确保产品质量,提高处理质量问题的效率,保证生产顺利进行和产品的准时交付。
2.0范围本程序适用于公司内外部质量问题的处理。
3.0职责任务和职责部门R=负责;S=支持;GM PM QA GD PD FD SD I=信息;O=如果有必要收集和汇总并确认何种问题要上快S R S S 速响应看板组织召开快速响应会议并跟踪措施R R R 的实施检查3.1品管部质量人员QE负责客户的外观件标准,并将标准及时传达各分厂;3.2PM负责执行客户外观件标准,并细化到相应对应的《产品检验规范》中;4.0术语和定义4.1快速反应:通过每日例会加强沟通和管理,采用目视管理方法展示重要信息,使应对重大的内、外部质量问题的反应标准化。
4.2问题解决:一个系统化的用来识别、分析和消除现状和现行标准或期望之间的差距,并预防根本原因再次发生的过程。
4.3经验总结:利用成功经验,防止错误重复出现。
4.1各客户外观件检验标准:5.工作程序5.1开会时间:每天8:30分,每次10~15分钟,会上只对质量和生产问题进行沟通。
5.2开会地点:快速响应看板前(质量)和生产办公室(生产部门)。
5.3参会人员:质量部经理、质量工程师、生产班组长、模具维修人员,工艺人员,设备维修人员。
5.4会议主题:应对每天人、机、料、法、环等各方面发生的问题。
5.5会议准备:质量部每天找出过去24小时发生的重大质量问题,其他部门上报人、机、料、法等发生的问题,具体问题包括:(1)客户关注的问题;(2)供应商关注的问题;(3)停线(内部或外部);(4)重复发生的质量问题;(5)除调试废品以外废品率超过综合废品率目标;(6)验证岗位中发现的问题;(7)分层审核中发现的问题;(8)其它内部质量问题。
5.6会议内容:(1)会议主持人协调各方意见,确定新问题的责任人和关闭日期。
PDCA快速反应看板在我院静脉用药调配中心的实践体会张先明;周丽芳;薛进
【期刊名称】《儿科药学杂志》
【年(卷),期】2018(24)12
【摘要】作者介绍了PDCA快速反应看板的运行过程及其在静脉用药调配中心(PIVAS)的实践与成效,结合PDCA快速反应看板的特点,认为其是促进PIVAS的不断创新与可持续发展的重要工具。
【总页数】3页(P44-46)
【关键词】PDCA快速反应看板;解决问题;应用
【作者】张先明;周丽芳;薛进
【作者单位】苏州大学附属儿童医院
【正文语种】中文
【中图分类】R95
【相关文献】
1.我院建立静脉用药调配中心的实践与体会 [J], 王勤勤
2.我院静脉用药调配中心岗前培训的实践体会 [J], 承志强;徐嵘;张剑萍;陆瑶华;郭澄;王军
3.我院静脉用药调配中心“4+2”排班模式的创新实践与体会 [J], 王向东;吴泽幼;陆健;王琛琛;关天军;邹玲
4.我院静脉用药调配中心药师工作实践及体会 [J], 陈红燕;韩庆福;李阳;刘滨豪;廖
永洪;杨春红;刘恋
5.我院建立静脉用药调配中心的实践及体会 [J], 陈红燕;刘思源;刘莉;廖鸿;李诗因版权原因,仅展示原文概要,查看原文内容请购买。
快速反应程序1 目的使用标准化的反应流程来应对重大的内/外部质量问题,使所有的问题都得到彻底的解决,降低质量问题再次发生的次数。
提高处理质量问题的效率,保证生产顺利进行和产品的准时交付2 术语2.1 快速反应:通过每日例会加强沟通和管理,采用目视管理方法展示重要信息,使应对重大的内、外部质量问题的反应标准化。
2.2 问题解决:一个系统化的用来识别、分析和消除现状和现行标准或期望之间的差距,并预防根本原因再次发生的过程。
2.3 经验总结:利用成功经验,防止问题重复出现。
3 职责:3.1 生产副总负责快速反应会议,每天召开快速反应会,并担任快速反应会议主持人。
如因故不在应提前指定候补代理人主持。
3.2 质量部负责汇总过去24小时内发生及收到的重大质量问题,并在快速反应会议前将问题写在快速反应看板上;每天更新《快速反应跟踪板》和《日质量Q图》。
3.3 制造部负责收集与汇报生产停线问题;3.4 研发部负责收集与汇报重大新品和工艺验证问题;3.5 设备部负责收集与汇报重大设备责任事故问题;3.6 工伤安全事故发生部门负责收集与汇报重大安全事故问题;3.7 问题责任人负责采用8D等方法、运用相应质量工具解决问题。
原则上问题责任人(或问题出现/发现工序主管)为每个问题的总负责人,确保能按时完成所有退出标准所要求的项目,将问题解决,并在每次指定的汇报时间,向领导层汇报问题解决的状态。
收集问题解决的所有资料,并提交到质量部存档。
3.8各负责部门负责总结其相应经验教训活动。
4 工作内容4.1 快速反应会议4.1.1 开会时间:必须每工作日进行一次,时间为每天早上8:00~8:30,每次15~30分钟,会上只对质量问题进行沟通。
4.1.2开会地点:生产现场看板前或生产现场办公室。
4.1.3参会人员:所有部门(财务部除外)的第一责任人,因故不在由候补代理人出席。
参加会议人员应在《日质量会议签到表》上签到。
4.1.4会议主题:应对每天具体的重要质量问题。