普通车床控制电路
- 格式:ppt
- 大小:1.48 MB
- 文档页数:15
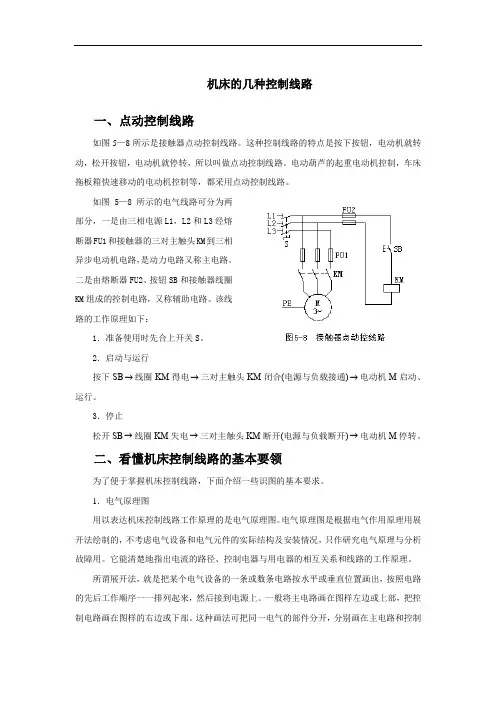
机床的几种控制线路一、点动控制线路如图5—8所示是接触器点动控制线路。
这种控制线路的特点是按下按钮,电动机就转动,松开按钮,电动机就停转,所以叫做点动控制线路。
电动葫芦的起重电动机控制,车床拖板箱快速移动的电动机控制等,都采用点动控制线路。
部分,一是由三相电源L1,L2和L3经熔断器FU1和接触器的三对主触头KM到三相异步电动机电路,是动力电路又称主电路。
二是由熔断器FU2、按钮SB和接触器线圈KM组成的控制电路,又称辅助电路。
该线路的工作原理如下:1.准备使用时先合上开关S。
2.启动与运行按下SB→线圈KM得电→三对主触头KM闭合(电源与负载接通)→电动机M启动、运行。
3.停止松开SB→线圈KM失电→三对主触头KM断开(电源与负载断开)→电动机M停转。
二、看懂机床控制线路的基本要领为了便于掌握机床控制线路,下面介绍一些识图的基本要求。
1.电气原理图用以表达机床控制线路工作原理的是电气原理图。
电气原理图是根据电气作用原理用展开法绘制的,不考虑电气设备和电气元件的实际结构及安装情况,只作研究电气原理与分析故障用。
它能清楚地指出电流的路径、控制电器与用电器的相互关系和线路的工作原理。
所谓展开法,就是把某个电气设备的一条或数条电路按水平或垂直位置画出,按照电路的先后工作顺序一一排列起来,然后接到电源上。
一般将主电路画在图样左边或上部,把控制电路画在图样的右边或下部。
这种画法可把同一电气的部件分开,分别画在主电路和控制电路的相应部位,但要用同一符号表示。
如图5—8所示,接触器的主触头在主电路中,而接触器的线圈在控制电路中,但是都用KM符号表示,说明它们是同一电气的部件。
这样使得主电路与控制电路容易区别,便于单独对主电路与控制电路的各自工作过程,及它们的相互联系进行分析。
各电气触头的位置是电路没有通电或电气未受外力的常态位置,分析控制线路工作时应从触头的常态位置进行。
2.看图的基本原则看图时,先分析主电路,然后研究控制电路,以及控制电路对主电路的控制作用。

CA6140型普通车床电气控制电路CA6140型普通车床电气控制电路如图1-1所示图1-1CA6140型普通车床电气控制电路一、主电路分析主电路中有3台控制电动机。
(1)主轴电动机M1,完成主轴主运动和刀具的纵横向进给运动的驱动。
该电动机为三相电动机。
主轴采用机械变速,正反向运行采用机械换向机构。
(2)冷却泵电动机M2,提供冷却液,为防止刀具和工件的温升过高,用冷却液降温。
(3)刀架电动机M3,为刀架快速移动电动机,根据使用需要,手动控制启动或停止。
电动机M1、M2、M3容量都小于10kW,均采用全压直接启动。
三相交流电源通过转换开关QS引人,接触器KM1控制M1的启动和停止,接触器KM2控制M2的启动和停止,接触器KM3控制M3的启动和停止。
KM1由按钮SB1、SB2控制,KM3由SB3进行点动控制,KM2由开关SA1控制。
主轴正反向运行由机械离合器实现。
M1、M2为连续运动的电动机,分别利用热继电器FR1、FR2作过载保护,M3为短期工作电动机,因此未设过载保护。
熔断器FU1~FU4分别对主电路、控制电路和辅助电路实行短保护。
二、控制电路分析控制电路的电源为由控制变压器TC次级输出的110V电压。
1.主轴电动机M1的控制采用了具有过载保护全压启动控制的典型电路。
按下启动按钮SB2,接触器KM1得电吸合,其动合触点KM1(7~9)闭合自锁,KM1的主触点闭合,主轴电动机M1启动;同时其辅助动合触点KM1(13~15)闭合,作为KM2得电的先决条件。
按下停止按钮SB1,接触器KM1失电释放,电动机M1停转。
2.冷却泵电动机M2的控制采用两台电动机M1、M2顺序控制的典型电路,以满足使主轴电动机启动后,冷却泵电动机才能启动;当主轴电动机停止运行时,冷却泵电动机也自动停止运行。
主轴电动机M1启动后,接触器KM1得电吸合,其辅助动合触点KM1(13~15)闭合,因此合上开关SA1,使接触器KM2线圈得电吸合,冷却泵电动机M2才能启动。

0 引言随着我国工业水平的提升,各项机械设备的数量需求增加。
C620型普通车床具有刚性强、精度高等优点,在加工行业中运用较为广泛,但车床同时也是一种技术含量十分高的自动化设备,其结构复杂、组成元器件数量较多。
由于受到多种因素的影响,在实际工作过程中容易出现各种不同的故障,为了保障生产效率,如何快速找出故障并进行维修。
基于此,本文以C620型普通车床为例,详细介绍其工作原理及故障点。
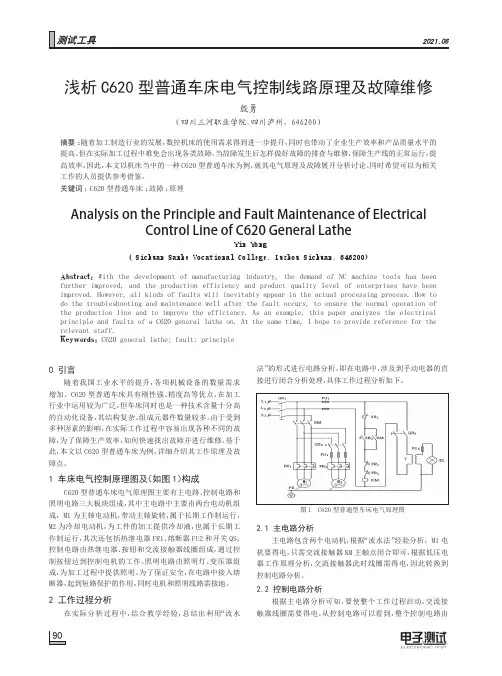
1 车床电气控制原理图及(如图1)构成C620型普通车床电气原理图主要有主电路、控制电路和照明电路三大板块组成,其中主电路中主要由两台电动机组成,M1为主轴电动机,带动主轴旋转,属于长期工作制运行,M2为冷却电动机,为工件的加工提供冷却液,也属于长期工作制运行,其次还包括热继电器FR1、熔断器FU2和开关QS。
控制电路由热继电器、按钮和交流接触器线圈组成,通过控制按钮达到控制电机的工作。
照明电路由照明灯、变压器组成,为加工过程中提供照明。
为了保证安全,在电路中接入熔断器,起到短路保护的作用,同时电机和照明线路需接地。
2 工作过程分析在实际分析过程中,结合教学经验,总结出利用“流水法”的形式进行电路分析,即在电路中,涉及到手动电器的直接进行闭合分析处理,具体工作过程分析如下。
图1 C620型普通型车床电气原理图2.1 主电路分析主电路包含两个电动机,根据“流水法”经验分析,M1电机要得电,只需交流接触器KM 主触点闭合即可,根据低压电器工作原理分析,交流接触器此时线圈需得电,因此转换到控制电路分析。
2.2 控制电路分析根据主电路分析可知,要使整个工作过程启动,交流接触器线圈需要得电。
从控制电路可以看到,整个控制电路由do the troubleshooting and maintenance well after the fault occurs, to ensure the normal operation of the production line and to improve the efficiency. As an example, this paper analyzes the electrical principle and faults of a C620 general lathe on. At the same time, I hope to provide reference for the relevant staff.Keywords: C620 general lathe; fault; principle触器出现故障使其主触点未闭合;电动机自身原因等。
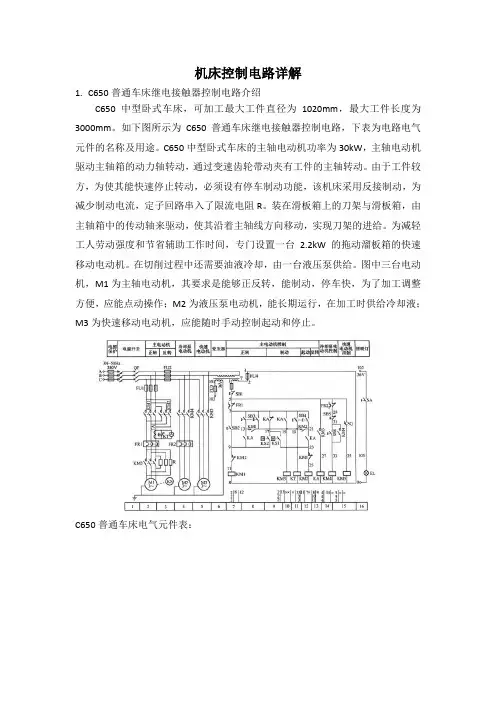
机床控制电路详解1.C650普通车床继电接触器控制电路介绍C650中型卧式车床,可加工最大工件直径为1020mm,最大工件长度为3000mm。
如下图所示为C650普通车床继电接触器控制电路,下表为电路电气元件的名称及用途。
C650中型卧式车床的主轴电动机功率为30kW,主轴电动机驱动主轴箱的动力轴转动,通过变速齿轮带动夹有工件的主轴转动。
由于工件较方,为使其能快速停止转动,必须设有停车制动功能,该机床采用反接制动,为减少制动电流,定子回路串入了限流电阻R。
装在滑板箱上的刀架与滑板箱,由主轴箱中的传动轴来驱动,使其沿着主轴线方向移动,实现刀架的进给。
为减轻工人劳动强度和节省辅助工作时间,专门设置一台 2.2kW的拖动溜板箱的快速移动电动机。
在切削过程中还需要油液冷却,由一台液压泵供给。
图中三台电动机,M1为主轴电动机,其要求是能够正反转,能制动,停车快,为了加工调整方便,应能点动操作;M2为液压泵电动机,能长期运行,在加工时供给冷却液;M3为快速移动电动机,应能随时手动控制起动和停止。
C650普通车床电气元件表:主电路分析主电路有三台电动机。
主电动机由三个接触器控制,其中 KM1为正转接触器,KM2为反转接触器,KM3为短接反接制动限流电阻接触器。
M1具有FU1作短路保护、FR1作过载保护、电流表监视电流、速度继电器KS用于反接制动;冷却泵M2由KM4控制;快速移动电动机M3由KM5控制。
M2、M3都采用直接起动,单向运转。
控制电路分析一、主电动机点动控制:上面的车床电路图中,M1的点动由点动按钮SB2控制。
按下SB2,接触器KM1得电吸合,其主触点闭合,电动机定子绕组串电阻R与电源接通,电动机在低速下起动。
松开SB2, KM1断电[M1正转时,速度继电器正转常开触点KS1(17-23)已闭合]。
所以KM1常闭触点闭合,使KM2得电吸合,电动机反接制动而停止。
在点动过程中,由于KA、KM3都不得电,因此KM1、KM2就不能自锁。
辽宁工业大学《电气控制技术》课程设计(论文)题目: CA6140普通车床电气控制电路设计院(系):软件学院专业班级:楼宇智能化工程技术093班学号: 091407066学生姓名:张晓彤指导教师:李保国教师职称:教授起止时间: 2011.06.27—07.08课程设计(论文)任务及评语目录第1章绪论 (1)第2章主电路分析 (2)第3章控制电路分析 (4)第4章照明和信号电路的分析 (7)第5章注意事项 (7)5.1安全事项 (8)5.2车床常见的故障排除 (8)第6章个人总结 (9)参考文献 (10)第1章绪论车床是一种应用极其广泛的金属切削机床,根据其结构和用途不同,分成普通车床、立式车床、六角车床、仿形车床等,主要用于加工各种回转表面(内外圆锥面、圆锥面、成形回转面等)和回转体的端面,并可以通过尾架进行钻孔、铰孔等加工。
CA6140型卧式普通车床应用广泛,其中:C—车床;A—改进型;6—组代号(即落地式);1—系代号(即卧式车床系);40—最大车削直径为400mm。
车床的主运动是工件的旋转运动,它是由主轴通过卡盘或顶尖带动工件旋转。
电动机的动力通过主轴箱传给主轴,主轴一般只要单方向的旋转运动,只有在车螺纹时才需要用反转来退刀。
CA6140用操纵手柄通过摩擦离合器来改变主轴的旋转方向。
车削加工要求主轴能在很大的范围内调速,普通车床调速范围一般大于70。
主轴的变速是靠主轴变速箱的齿轮等机械有级调速来实现的,变换主轴箱外的手柄位置,可以改变主轴的转速。
进给运动是溜板带动刀具作纵向或横向的直线移动,也就是使切削能连续进行下去的运动。
所谓纵向运动是指相对于操作者的左右运动,横向运动是指相对于操作者的前后运动。
车螺纹时要求主轴的旋转速度和进给的移动距离之间保持一定的比例,所以主运动和进给运动要由同一台电动机拖动,主轴箱和车床的溜板箱之间通过齿轮传动来联接,刀架再由溜板箱带动,沿着床身导轨作直线走刀运动。
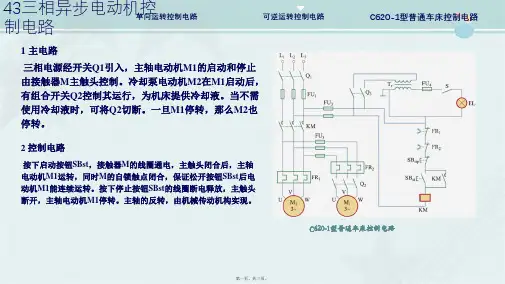
C650-2普通车床电气原理图分析主要由三台电动机组成,M1为主轴电动机,M2为冷却泵电动机,M3为刀架快速移动电动机。
电路路径:(L12号线)?FU2熔断器?(1号线)?SB1停止按钮1、主轴电动机点动控制常闭触点?(3号线)?SB2点动按钮常开触点?(4号线)?KM2接触器常闭触点?(6号线)?KM1接触器线圈?(7号线)?FR1热继电器常闭触点?(2号线)?FU2熔断器?(L13号线);当按下SB2点动按钮后,KM1接触器吸合(主触点闭合、常开触点闭合、常闭触点断开);主电路路径:(L1号线、L2号线、L3号线)?QS刀开关?(L11号线、L12号线、L13号线)?FU1熔断器?(U11号线、V11号线、W11号线)?KM1接触器主触点?(U21号线、V21号线、W21号线)?FR1热继电器热元件?(U31号线、V31号线、W31号线)?(U1号线、V1号线、W1号线)?电动机M1(主轴旋转); 电阻R2、主轴电动机正转控制电路路径:主轴电动机正转启动按钮SB3使用了2组常开触点。
但启动的先决条件是KM3接触器和KA中间继电器都要保持常时吸合。
路径:(L12号线)?FU2熔断器?(1号线)?SB1停止按钮常闭触点?(3号线)?SB3正转启动按钮常开触点?(8号线)?KM3接触器线圈?(7号线)?FR1热继电器常闭触点?(2号线)?FU2熔断器?(L13号线); KM3接触器吸合(主触点闭合、常开触点闭合、常闭触点断开)?(L12号线)?FU2熔断器?(1号线)?SB1停止按钮常闭触点?(3号线)?KM3接触器常开触点触点?(13号线)?KA中间继电器线圈?FU2熔断器?(L13号线);当KM3接触器和KA中间继电器吸合后,KM3接触器主触点闭合,KA中间继电器常开触点闭合常闭触点断开。
两个器件并保持常时吸合,常时吸合路径:(L12号线)?FU2熔断器?(1号线)?SB1停止按钮常闭触点?(3号线)?KA中间继电器常开触点?(8号线)?K3接触器线圈?FU2熔断器?(L13号线);KM3接触器吸合,那么KA中间继电器也吸合,使用KA中间继电器的常开触点形成一个常时吸合的回路。