尺寸链基本知识
- 格式:pptx
- 大小:680.42 KB
- 文档页数:30

尺寸链基础一、基本概念为了保证机器或仪器能顺利的进行装配,并达到预定的工作要求。
要在设计与生产过程中,正确分析和确定各零部件尺寸关系,合理确定构成各有关零部件的几何精度(尺寸公差、形状和位置公差),它们之间的关系需用尺寸链来计算和处理。
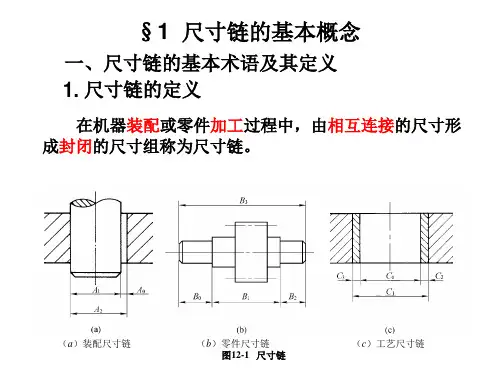
1.尺寸链的基本术语与定义尺寸链的定义:在零件加工或机器装配过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
尺寸链图可见下图。
图1如图1所示零件,其轴向尺寸A0、A1、A2之间也具有封闭性,所组成的尺寸链叫工艺尺寸链。
当尺寸A1、A2一旦确定了,尺寸A0也就得到了,所以A0是加工后间接得到的。
尺寸A0的大小受尺寸A1、A2大小的影响图2如图2所示为轴和孔的装配,间隙S0与孔尺寸S1和轴的尺寸S2也组成封闭图形。
其中S1和S2是直接获得的尺寸,S0是装配后间接获得的尺寸,因此它们构成一个装配尺寸链。
从以上分析,我们可以看出尺寸链具有以下三个特点:1、封闭性:尺寸链必须是由一系列相互连接的尺寸组成的封闭图形。
(至少由三环尺寸组成)。
2、相关性(函数性):尺寸链中的间接尺寸要受到直接获得尺寸的影响,它们彼此关联,互相制约。
3、唯一性:尺寸链中只有一个间接获得的尺寸(即一个封闭环)。
构成尺寸链的各个尺寸称为环。
环封闭环:加工或装配过程中最后自然形成的那个尺寸。
如上图中的A0和S0。
组成环:尺寸链中除封闭环以外的其他环。
根据它们对封闭环影响的不同,又分为增环和减环。
增环:与封闭环同向变动的组成环称为增环,即当该组成环尺寸增大(或减小)而其它组成环不变时,封闭环也随之增大(或减小),如上图中的A1和S1;减环:与封闭环反向变动的组成环称为减环,即当该组成环尺寸增大(或减小)而其他组成环不变时,封闭环的尺寸却随之减小(或增大),如上图中中的A2和S2。
箭头法判断增减环封闭环A0上面按任意指向画一箭头,见下图,沿已定箭头方向在每个组成环符号A1、A2、A3上各画一箭头,使所画各箭头依次彼此头尾相连,组成环中箭头与封闭环箭头方向相同者为减环,相反者为增环。
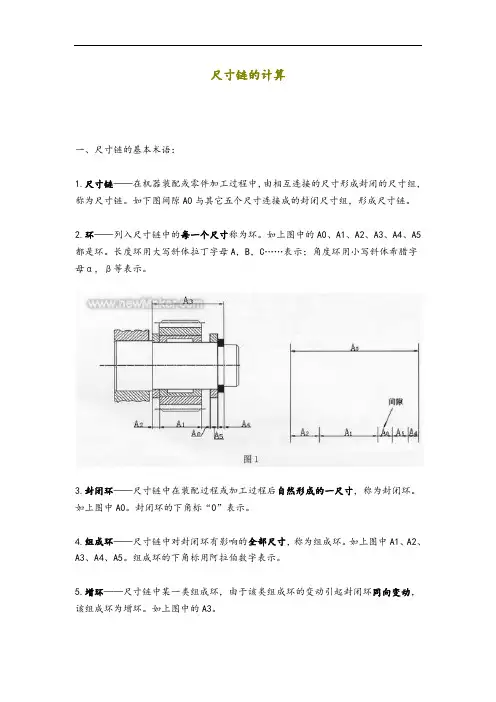
尺寸链的计算一、尺寸链的基本术语:1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。
2.环——列入尺寸链中的每一个尺寸称为环。
如上图中的A0、A1、A2、A3、A4、A5都是环。
长度环用大写斜体拉丁字母A,B,C……表示;角度环用小写斜体希腊字母α,β等表示。
3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一尺寸,称为封闭环。
如上图中A0。
封闭环的下角标“0”表示。
4.组成环——尺寸链中对封闭环有影响的全部尺寸,称为组成环。
如上图中A1、A2、A3、A4、A5。
组成环的下角标用阿拉伯数字表示。
5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
如上图中的A3。
6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。
如上图中的A1、A2、A4、A5。
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
如下图中的L2。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链,如图1②角度尺寸链——全部环为角度尺寸的尺寸链,如图32.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链,如图4②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链。
3.基本尺寸链与派生尺寸链①基本尺寸链——全部组成环皆直接影响封闭环的尺寸链,如图7中尺寸链β。
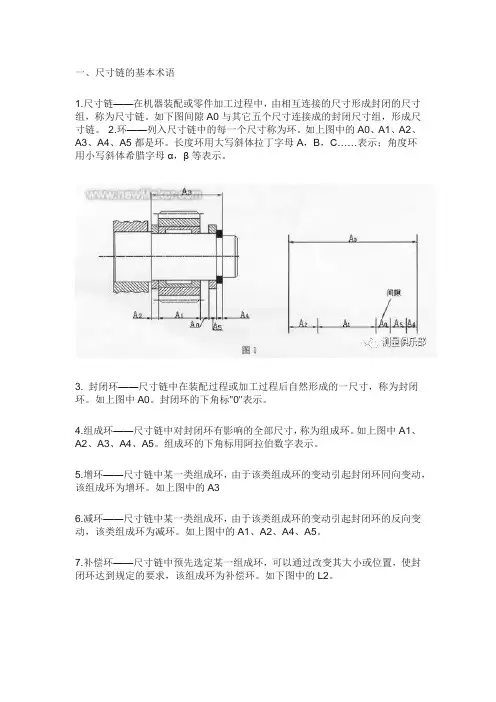
一、尺寸链的基本术语1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。
2.环——列入尺寸链中的每一个尺寸称为环。
如上图中的A0、A1、A2、A3、A4、A5都是环。
长度环用大写斜体拉丁字母A,B,C……表示;角度环用小写斜体希腊字母α,β等表示。
3. 封闭环——尺寸链中在装配过程或加工过程后自然形成的一尺寸,称为封闭环。
如上图中A0。
封闭环的下角标"0"表示。
4.组成环——尺寸链中对封闭环有影响的全部尺寸,称为组成环。
如上图中A1、A2、A3、A4、A5。
组成环的下角标用阿拉伯数字表示。
5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
如上图中的A36.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。
如上图中的A1、A2、A4、A5。
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
如下图中的L2。
2、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链,如图1②角度尺寸链——全部环为角度尺寸的尺寸链,如图32.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链,如图4②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链。
3.基本尺寸链与派生尺寸链①基本尺寸链——全部组成环皆直接影响封闭环的尺寸链,如图7中尺寸链β。
则:Z =ΣAz -ΣAj⑴Zmax =ΣAzmax ⑵Zmin =ΣAzmin ⑶δz =Zmax -Zmin =ΣδAz +ΣδAj =ΣδA ⑷s = Zmax - Z ⑸x = Zmin - Z ⑹封闭环的公差等于封闭环的最大尺寸减去封闭环的最小尺寸,也等于组成环的公差之和,封闭环的上偏差四、尺寸链计算的基本公式设: Az …… 增环; Aj…… 减环; Z …… 封闭环。
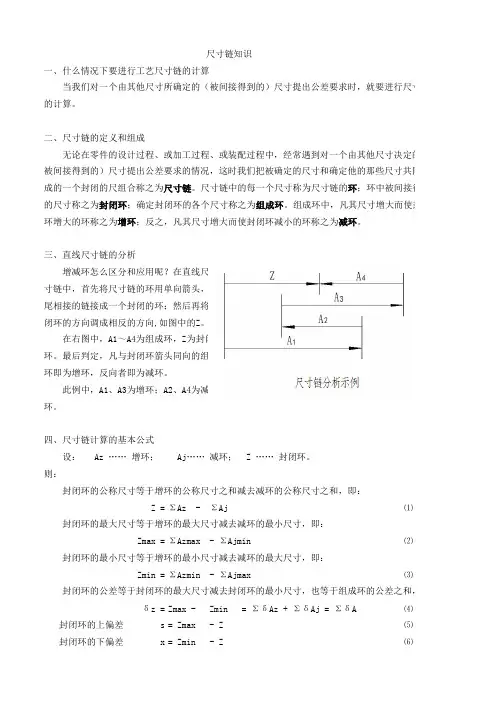
封闭环的公称尺寸等于增环的公称尺寸之和减去减环的公称尺寸之和,即:封闭环的最大尺寸等于增环的最大尺寸减去减环的最小尺寸,即:- ΣAjmin- ΣAjmax 封闭环的最小尺寸等于增环的最小尺寸减去减环的最大尺寸,即:增减环怎么区分和应用呢?在直线尺寸链中,首先将尺寸链的环用单向箭头,尾相接的链接成一个封闭的环;然后再将闭环的方向调成相反的方向,如图中的Z。
封闭环的下偏差环。
最后判定,凡与封闭环箭头同向的组环即为增环,反向者即为减环。
无论在零件的设计过程、或加工过程、或装配过程中,经常遇到对一个由其他尺寸决定的成的一个封闭的尺组合称之为尺寸链。
尺寸链中的每一个尺寸称为尺寸链的环;环中被间接得的尺寸称之为封闭环;确定封闭环的各个尺寸称之为组成环。
组成环中,凡其尺寸增大而使封环增大的环称之为增环;反之,凡其尺寸增大而使封闭环减小的环称之为减环。
三、直线尺寸链的分析在右图中,A1~A4为组成环,Z为封闭被间接得到的)尺寸提出公差要求的情况,这时我们把被确定的尺寸和确定他的那些尺寸共同 此例中,A1、A3为增环;A2、A4为减环。
尺寸链知识一、什么情况下要进行工艺尺寸链的计算当我们对一个由其他尺寸所确定的(被间接得到的)尺寸提出公差要求时,就要进行尺寸的计算。
二、尺寸链的定义和组成标注:⑺孔:⑻轴:⑼(Z+s)0/-δZ s /x 也可以按向体原则标注,即:注意,按向体原则标注后,公式⑴则不再完全成立。
(Z+x)+δ/0。
《机械制造工艺学》网上辅导2第一章工艺尺寸链的计算一、尺寸链的基本术语及分类(一)尺寸链的基本术语1.环:尺寸链中每个尺寸2.封闭环:在加工或装配过程中最后形成的一环,它的大小是由组成环间接保证的LO3.组成环:对封闭环有影响的其它各环。
增环:引起封闭环同向变动减环:引起封闭环反向变动(二)尺寸链的分类1.按尺寸链的功能要求分:1)工艺尺寸链2)装配尺寸链2.尺寸链间相互联系分:1)独立尺寸链2)并联尺寸链3.按环的几何特征分1)长度尺寸链2)角度尺寸链3)组合形式4.按环的空间位置分1)直线尺寸链2)平面尺寸链3)空间尺寸链二、尺寸链的计算公式(一)极值法计算公式1.基本尺寸计算:教材公式(1-15)2.封闭环公差的计算:教材公式(1-16)3.上、下偏差的计算:教材公式(1-17,1-18)三、工艺尺寸链的建立和增环、减环判别(一)、尺寸链的建立1.确定封闭环装配尺寸链中,装配精度就是封闭环;(设计)尺寸链中,未标尺寸(环)就是封闭环。
工艺尺寸链:间接获得的,不是直接保证的尺寸。
2.查组成环: 加工中直接获得且对封闭环有影响的尺寸3.画出尺寸链注意:使组成环环数达到最少(二)、增坏,减环的判别1、回路法:与封闭环反向的为增环,与封闭环同向的为减环。
2、直观法:与封闭环串联的是减环,与封闭环共基线并联的是增环。
串联的组成环性质相同,共基线并联的组成环性质相反。
3、分析法:假定其它组成环均为定值,分析某一组成环,其增大使封闭环增大为增环,反之为减环。
四、工艺尺寸链的计算(一)工艺基准与设计基准不重合时,工序尺寸及其公差的确定1.测量基准与设计基准不重合的尺寸换算例题:如图所示之内圆磨头壳体,加工中025.0100-不便直接测量,只好通过测量H 来保证025.0100-的精度要求,试求测量尺寸H 及上、下偏差解:⑴画尺寸链简图⑵确定封闭环:mm 025.0100-⑶确定增环、减环:增环:H 减环:mm mm 005.0015.032,52--⑷求尺寸H∑∑-=q p L L L100=H-52-32 H=184mm∑∑-=q p O EI ES ES0=H ES -(-0.15-0.05) H ES =-0.20mm∑∑-=q p o ES EI EI-0.25=H EI -0 H EI =-0.25mm2.定位基准与设计基准不重合尺寸换算如图所示零件,除Ф25H 7孔外.其它各表面均巳加工。