五、本任务程序编写
• O4010; • T0101; • M03S500; G00X52.0Z2.0M08; • G90X44.0Z-24.9F0.2; • X38.0; • X34.6;
G00X54.0Z-22.0; G90X54.0Z-40.0R-6.0F0.2; X50.6; G00X100.0Z100.0; M05; M00; T0202S1000M03; G00X52.0Z2.0; X34.0; G01Z-25.0F0.1; X40.0; X50.0Z-40.0; M05M09; M30;
2、G90走刀路线
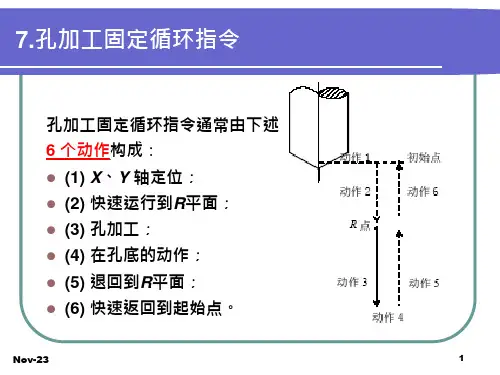
• ①快速进刀(G00)
• ②切削进给(G01) • ③退刀(G01)
• ④快速返回(G00)
图4-1
3、G90应用举例一
• 试用圆柱面切削循环 G90指令编写图4-1所 示工件的加工程序, 毛坯为φ50mm的棒料, 只加工φ30mm外圆至 要求尺寸。
编程要求:
• • • 1、循环起始点为(——,——); 2、粗加工分四刀,前三刀背吃刀量4mm (直径量),第四刀留精加工余量0.5mm 3、粗加工时切削用量: S=600r/min, F=0.2mm/r, 精加工切削用量: S=1000r/min, F=0.1mm/r; 4、换刀点(安全点)为(100.0,100.0);
G90锥面切削的程序编写
新课讲授:
一、任务布置:如下图所示工件,毛坯尺寸 为φ50mm×90mm,材料为45钢,试编写 其数控车削加工程序并进行加工。
任务图
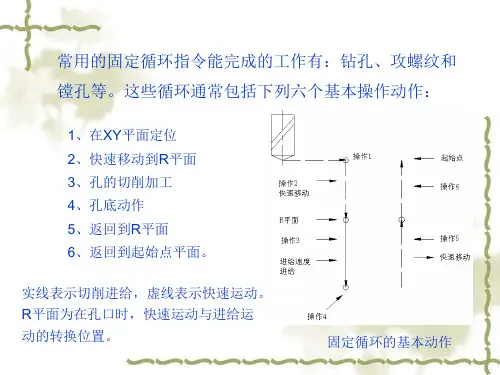
二、相关知识讲授
• (一)圆柱切削循环指令编程(G90) 1.格式:G90 X(U)_ Z(W)_ F_ 圆柱面的终点坐标值 2.走刀路线:
6、习题练习
1、加工图示零件。试利用圆锥面切削单一固定循环指令编写其粗、精 加工程序。