玻璃钢船舶制造报检单
- 格式:doc
- 大小:179.50 KB
- 文档页数:13
船舶检验证明书
受______________ 的委托,新造 __________ 型玻璃钢小艇一
艘,本艇于_________ 年—月—日开工, __________ 年—月—日
完工,并完成各项实验工作。
在建造过程中进行了严格的技术监督和检测,经--------------------------------- 船舶检验局检验,符合
现行规范的要求,准予出厂。
本证明书中包括建造中的工序检验和实验的技术数据。
制造厂:
验船师:
档案卡(工艺流程)
船名(型号):检验项目:下水试车
报检日期:检验地点:
工程编号:
下列项目经我厂自检、互检、专检三级质量检查认为合格,现予以报检
报检日期:检验地点:
工程编号:
下列项目经我厂自检、互检、专检三级质量检查认为合格,现予以报检。
报检日期:检验地点:
工程编号:
下列项目经我厂自检、互检、专检三级质量检查认为合格,现予以报检。
玻璃钢材料表
日期:检验员:
救生、消防设备检查纪录
日期:检验员:
船舶情况
机电部分
检验员:
日期:
密封性试验纪录
日期:检验员
船体水线水下载重线标记检查记录
日期:检验员:
船中处甲板厚度mm
木铺板厚度 ___________ m m 设计水线勘划:
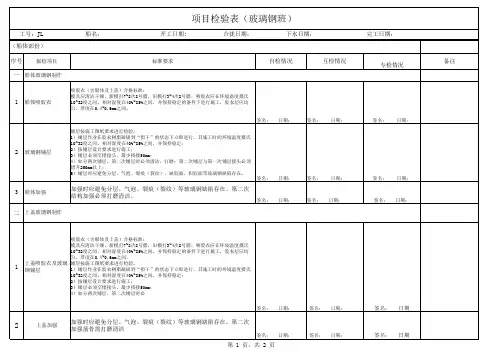
船艇主构件质量检查记录
船艇试验情况一览表
地点:年月日。

船舶出厂检验表格形式
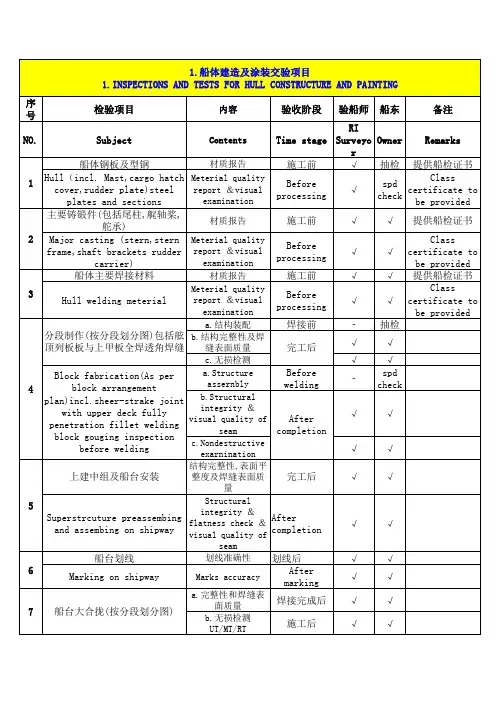
船舶建造检验技术资料
船为质船, 按照经审查批准、审图号为的图纸施工建造。
全船结构、机械零部件、机电设备的材料和制造安装质量均符合图纸和现行法规要求,经系泊和航行试验,各系统的运行情况良好,船舶性能符合设计要求,准予出厂。
质检部门(签章)
年月日
目录
船体材料性能报告
附:质量证明文件
船体材料使用部位
船体焊接材料质量证明
附:质量证明文件
焊条、焊丝、焊剂施焊的船体部位
主要机电设备明细表
附:质量证明文件
船体舱室密闭性试验报告
肋位中剖面构件尺寸测量记录
船体主尺度测量
载重线标志及水尺检验报告
锚机/绞盘系泊试验记录
锚机/绞盘航行试验记录
起双
起
舵装置及舵机系泊试验记录
操舵试验报告
起货设备试验报告
固定水消防系统检验记录
固定压力水雾灭火系统检验记录
固定CO2灭火系统检验记录
固定甲板泡沫灭火系统检验记录
消防用品、救生设备检验记录
船舶性能试验报告
艉轴与轴承间隙测量单位:mm
主机臂距差测量单位: mm
柴油机起动性能试验
换向试验记录
柴油机系泊/航行试验记录。
船舶报验单船厂:工作控制号:船名:船东:船台:报检项目船舶开工前检验约检时间检验内容:1、船厂施工能力和质量保证能力(包括工艺和技术条件的认可)2、船舶检验项目表(确定厂检、自检、船检项目);3、船舶焊工、无损探伤人员情况登记表,并提供其证书复印件;4、船体材料清单,并提供船用产品证书原件和复印件;5、焊接材料清单,并提供船用产品证书原件和复印件;6、建造厂资质证书复印件(A4);7、提交倾斜试验、系泊试验、航行试验大纲8、提交密性试验大纲及无损检测图质检科意见检验人员:年月日船东意见船东代表年月日验船部门结论验船师:年月日船舶焊工、无损探伤人员情况登记表船名/船东 : 工作控制号:姓 名证书等级证书编号证书有效期发证单位质检人员: 船东代表: 验 船 师:项 目序 号船体材料清单船名/船东:工作控制号:名称等级规格数量制造厂船检证书编号使用位置船体铸钢件和锻钢件名称材质制造厂船检证书编号质检人员:船东代表:验船师:焊接材料清单船名/船东工作控制号序号材料名称焊材型号/牌号规格产品批号数量(Kg)认证机构生产厂质检人员:船东代表:验船师:4船舶报验单船厂:工作控制号:船名:皖庐江货1668船东:黄龙海船台:检验项目放样检验约检时间检验内容:1、格子线2、站线3、肋骨型线4、首尾部型线5、样板6、分段划线样条或划线草图质检科意见检验人员:年月日船东意见船东代表年月日验船部门结论验船师:年月日放样检验程序、项目、内容、精度标准和方法序号检验项目检验内容精度标准(注)检验方法、测量结果标准允许1 格子线(比例1:1)基线直线度≤0.5 ≤1.0 在用激光经纬仪划线时参与监视水线、站线、纵剖线组成的格子线的矩形度±1.0 ±2.0 每一格子用对角线等长法检验,测量其差值2 站线型线图(1:10或1:20初光顺船体总长,垂线间长、型宽、型深≤0.5 ≤0.5 1:20型线图上测量值应与型线图主尺度值相符型线各投影点的吻合≤1.5 ≤3.0 抽查部分点作三面投影型线光顺光顺和顺目视光顺,不良处作斜切线检验3 肋骨型线图(1:1)型宽、型深偏差≤1.0 ≤1.5 用放样间的钢卷尺测量梁拱、脊弧偏差±1.0 ±2.0 由完工型线图肋位插值取得肋骨型线光顺和顺目视光顺,不良处作斜切线检验4 首尾部型线外形轮廓线见右见右与型线图尺寸相符首部型线(包括首柱图)光顺和顺按首圆弧半径级差线、角点、切点线的顺序验三根线的光顺尾部型线光顺和顺尾部型线应与尾柱外形光顺首尾部水线光顺和顺目视光顺6 外板缝排列排板宽度<规格宽<规格宽按外板展开图、肋型线图,板宽尖满足龙骨底板、舷顶列板、加厚板要求,且考虑工艺余量,纵缝命名合理外板编码代号与纵缝命名正确正确按船体构件理论图检验每块外板展开图正确正确1.是否加放工艺余量2.“菱形板”及“扫帚形板”展开方法的正确性。
船名:新长江06012轮编号:JWDQ06012-01
注:本表一式三份经监理、验船师签章后,将其中一份退给船厂质检部门
船名:新长江06012轮编号:JWDQ06012-02
注:本表一式三份经监理、验船师签章后,将其中一份退给船厂质检部门。
船名:新长江06012轮编号:JWDQ06012-03
注:本表一式三份经监理、验船师签章后,将其中一份退给船厂质检部门。
船名:新长江06012轮编号:JWDQ06012-04
船名:新长江06012 编号:JWDQ06012-05
注:本表一式三份经监理、验船师签章后,将其中一份退给船厂质检部门。
船名:新长江06012轮编号:JWDQ06012-06
船名:新长江06012轮编号:JWDQ06012-07
船名:新长江06012轮编号:JWDQ06012-08
船名:新长江06012轮编号:JWDQ06012-09
船名:新长江06012轮编号:JWDQ06012-10
、
船名:新长江06012轮编号:JWDQ06012-11
船名:新长江06012轮编号:JWDQ25020-12
注:本表一式三份经监理、验船师签章后,将其中一份退给船厂质检部门。
船名:新长江06012轮编号:JWDQ06012-13
注:本表一式三份经监理、验船师签章后,将其中一份退给船厂质检部门。
船名:新长江06012轮编号:JWDQ06012-14
注:本表一式三份经监理、验船师签章后,将其中一份退给船厂质检部门。
船名:编号:
注:本表一式三份经监理、验船师签章后,将其中一份退给船厂质检部门。
黄冈市检验所:我厂建造/修理的华闽89 船(图号SDG4331,船厂工程编号SJ8500-1)下列项目报检,请船体验船师于2007年11月15日到场检验。
船厂质检部门(盖章):报检日期: 2007年11月15日黄冈市检验所:我厂建造/修理的华闽89 船(图号SDG4331,船厂工程编号SJ8500-1)下列项目报检,请船体验船师于2008年5月25日到场检验。
船厂质检部门(盖章):报检日期: 2008年5月25日报检单黄冈市检验所:我厂建造/修理的华闽89 船(图号SDG4331,船厂工程编号SJ8500-1)下列项目报检,请船体验船师于2008年6月20日到场检验。
船厂质检部门(盖章):报检日期: 2008年6月20日报检单黄冈市检验所:我厂建造/修理的华闽89 船(图号SDG4331,船厂工程编号SJ8500-1)下列项目报检,请船体验船师于2008年11月20日到场检验。
船厂质检部门(盖章):报检日期: 2008年11月20日报检单黄冈市检验所:我厂建造/修理的华闽89 船(图号SDG4331,船厂工程编号SJ8500-1)下列项目报检,请船体验船师于2009年1月10日到场检验。
船厂质检部门(盖章):报检日期: 2009年1月10日报检单黄冈市检验所:我厂建造/修理的华闽89 船(图号SDG4331,船厂工程编号SJ8500-1)下列项目报检,请船体验船师于2009年2月13日到场检验。
船厂质检部门(盖章):报检日期: 2009年2月13日报检单黄冈市检验所:我厂建造/修理的华闽89 船(图号SDG4331,船厂工程编号SJ8500-1)下列项目报检,请船体验船师于2009年3月17日到场检验。
船厂质检部门(盖章):报检日期: 2009年3月17日黄冈市检验所:我厂建造/修理的华闽89 船(图号SDG4331,船厂工程编号SJ8500-1)下列项目报检,请船体验船师于2009年3月18日到场检验。
船舶检验项目表建造检验中报验项目的基本要求(船级部分)I 船体及设备部分1 船体1.1 板及型钢(1) 施工前检查材料质保书(等级、规格、炉批号、数量)。
(2) 核对钢印或检验标志。
(3) 外观检查(随机抽查)。
(4) 钢板标示(随机抽查)(5) 进行材料试验(需要时)1.2 焊接材料(1) 查阅焊接材料质保书。
(2) 检查焊接材料保管情况(随机抽查) 1.3 船体铸件、锻件(1) 查阅船用产品证书。
(2) 查阅材料证件。
(需要时,检查材料试验)(3) 审查修理工艺(如修理时)。
(4) 检查焊接质量。
(5) 查阅无损探伤报告。
(6) 钢印转移。
(7)如果产品由船厂制造,按照产品检验程序执行。
1.4 船体分段(1) 检查各完工分段的装配精度、结构尺寸、焊缝质量。
(2) 查核焊缝射线透视底片(需要时) 1.5 安放龙骨确认安放龙骨日期1.6 船体合拢焊缝(1) 检查焊接前接缝坡口、间隙、构件对接偏差(必要时)。
(2) 焊缝清根检查(必要时)(3) 焊后焊接质量、构件装配精度检查。
(4) 结构完整性检查。
(5) 查核无损检测结果。
1.7 船体密性试验及强度试验(1) 按照批准的密性试验图,检查焊缝及结构的密性以及代表的舱室的整体结构的强度。
1.8 风雨密门、窗及其关闭设施(1) 外部检查。
(2) 密性试验。
(3) 效用试验。
1.9 钢质舱口盖、升降舱口平台、首、尾门、滚装船跳板(1) 查阅材质证件。
(2) 检查装配精度、结构尺寸及焊缝质量。
(3) 查核焊缝射线透视底片。
(4) 效用试验。
(5) 结构强度试验(对滚装船跳板)。
(6) 密性试验。
(7) 打钢印。
1.10 船体完整性及主尺度(1) 检查主尺度的测量。
(2) 检查船体、舵、螺旋桨、侧推装置、防摇鳍安装完整性。
(3) 检查船体防腐蚀装置的安装情况 1.11 下水前检查(1) 下水前检查水下开口关闭设施的关闭情况。
(2) 检查舵杆、螺旋桨轴固定的可靠性。
船舶检验证明书
受的委托,新造型玻璃钢小艇一艘,本艇于年月日开工,年月日完工,并完成各项实验工作。
在建造过程中进行了严格的技术监督和检测,经---------船舶检验局检验,符合现行规范的要求,准予出厂。
本证明书中包括建造中的工序检验和实验的技术数据。
制造厂:
验船师:
档案卡(工艺流程)
报检单
船名(型号):检验项目:下水试车
报检日期:检验地点:
工程编号:
下列项目经我厂自检、互检、专检三级质量检查认为合格,现予以报检。
报检单
艇名(型号):检验项目:船体入模、出模报检日期:检验地点:
工程编号:
下列项目经我厂自检、互检、专检三级质量检查认为合格,现予以报检。
报检单
艇名(型号):检验项目:船体合模、成型报检日期:检验地点:
工程编号:
下列项目经我厂自检、互检、专检三级质量检查认为合格,现予以报检。
玻璃钢材料表
日期:检验员:
救生、消防设备检查纪录日期:检验员:
船舶情况
机电部分
日期:检验员:
密封性试验纪录
蓄电池试验纪录
日期:检验员船体水线水下载重线标记检查记录日期:检验员:
船中处甲板厚度 mm
木铺板厚度 mm
设计水线勘划:
船艇主构件质量检查记录
船艇试验情况一览表
地点:年月日。