钢筋校直机论文.
- 格式:doc
- 大小:947.33 KB
- 文档页数:21
摘要:钢筋作为混凝土结构的主要受力构件,其质量直接关系到工程的安全与使用寿命。
本文针对传统钢筋检测方法的不足,提出了一种基于超声波技术的钢筋检测方法,并对其原理、系统组成、检测过程及应用进行了详细的研究。
通过对实际工程案例的分析,验证了该检测方法的有效性和实用性。
一、引言随着我国经济的快速发展,建筑工程规模日益扩大,钢筋质量对工程安全的影响愈发突出。
传统的钢筋检测方法如目测、敲击等方法存在检测精度低、效率低、易受外界因素干扰等问题。
超声波检测技术作为一种非接触式、无损检测方法,具有检测速度快、精度高、可靠性好等优点,在钢筋检测领域具有广阔的应用前景。
二、超声波钢筋检测原理超声波检测技术是基于超声波在介质中传播速度和衰减特性来检测钢筋质量的一种方法。
当超声波从发射器发出后,在传播过程中遇到钢筋缺陷时,部分能量会被反射回发射器,通过接收器接收到的反射波信号,可以分析出钢筋的缺陷情况。
三、系统组成超声波钢筋检测系统主要由超声波发射器、接收器、信号处理模块、数据处理模块和显示模块组成。
其中,信号处理模块负责对接收到的信号进行放大、滤波、数字化等处理;数据处理模块负责对处理后的信号进行分析、计算,得出钢筋的缺陷情况;显示模块负责将检测结果以图形、文字等形式展示出来。
四、检测过程1. 准备工作:在检测前,对检测设备进行校准,确保检测精度;确定检测路径,将检测设备放置在指定位置。
2. 发射超声波:启动超声波发射器,向钢筋发射超声波。
3. 接收反射波:启动接收器,接收从钢筋缺陷处反射回来的超声波信号。
4. 信号处理:将接收到的信号送入信号处理模块进行处理,得到数字化的反射波信号。
5. 数据分析:将处理后的信号送入数据处理模块进行分析,计算钢筋的缺陷情况。
6. 结果展示:将检测结果以图形、文字等形式展示在显示模块上。
五、应用1. 工程验收:在建筑工程验收过程中,利用超声波检测技术对钢筋质量进行检测,确保工程安全。
1 绪论1.1 研究的目的和意义随着我国建筑行业的发展,钢筋材料作为必不可少的材料,也呈现出需求猛增的趋势。
钢筋矫直切割机的市场需求也随之猛增。
在建筑工地上,我们常见的钢筋大体上分为两类:热轧钢筋和冷轧带肋钢筋。
关于热轧钢筋的分类,又可以继续分为热轧光圆钢筋和热轧带肋钢筋[1]。
从外观上看,热轧光滑圆钢的表面无螺纹突起,表面光滑,而热轧带肋钢筋的表面有人字形凸起或月牙形或螺纹状。
这种钢筋在建筑工地上起着十分重要的作用,可以增强钢筋和混凝土结构的预应力,使建筑更加结实可靠。
热轧带肋钢筋有很多用途。
它用于房屋,道路,桥梁和其他主要承重项目的建设。
目前在市场和建筑工地上,我们发现最常见和最常购买的钢筋就是HRB400带肋的[2]。
冷轧带肋钢筋与热轧钢筋的区别在于屈服强度高于热轧钢筋,但塑性较差,强度高于热轧钢筋。
硬度也比较硬,但比热轧钢脆。
因此,通常在现浇板上使用冷轧带肋钢筋。
如果用于预应力构件,则可以节省50〜70kg / m3的水泥。
如果用于非受力部件,则可以节省20%〜40%的钢材,在很大程度上降低了成本。
在我们当地的钢筋建材市场进行调研发现,大多数的钢筋建材企业属于私人企业,生产的规模较小,生产的效率也比较低。
有的钢筋矫直切割机设备还是21世纪初的老设备,占地面积较大,所采用的是孔模式转毂矫直法,钢筋调直的速度比较慢,表面还存在比较重的划伤,该模式的旋转摩擦力较大,磨损很快,消耗大,需要经常更换矫直装置。
为此,在对现有钢筋调直切割机的结构原理进行查阅和现场调查的基础上,利用国内外先进的钢筋调直切割机来进行分析其优缺点,设计了一种用于冷轧带肋钢筋校直切割机,设计轻巧,对装置本身的成本和运输的成本均有降低 [7],改进了在矫直装置的技术上的难点和解决了`存在的一些问题,对承料槽进行了优化的改进设计,为保证能够实现根据长度自动切断增加了行程开关。
1.2 冷轧带肋钢筋的概述平时常见的钢筋分类,有以下几种:热轧光圆钢筋、普通热轧钢筋、细晶粒热轧钢筋、余热处理钢筋、冷轧带肋钢筋、冷拔低碳钢丝等许多种类[8]。

摘要矫直机是对金属棒材、管材、线材等进行矫直的设备。
轧制出的钢材常出现弧形弯曲、纵向和横向弯曲、瓢曲等缺陷,为此轧后钢材必须经过矫正。
本设计方案以太重集团生产的几种矫直机为参照,结合本案设计要求,设计了九辊矫直机。
本方案以弹塑性弯曲变形理论为设计依据。
主要包括以下内容:矫直机类型,矫直原理,矫直机结构的确定,矫直机基本力能参数计算、力能参数计算、电动机功率计算、工作辊和支撑辊的结构设计与校核、压下机构的设计计算及校核。
关键词:矫直机;工作辊;支承辊;压下机构AbstractStraightening machine is a equipment, which straighten metal bar, pipe workpiece, wire and so on. After rolling, there are arch bending, vertical and horizontal bending, protuberance in steel strip. So it must be straightened. I consulted straightening machine of Tai Zhong Group, combining with the design requirements of the program, then designed the nine roller straightening machine. The project is based on the theory of elasto-plastic bending. It includes the following: the type of straightening machine, the theory of straightening machine and the structure of straightening machine, the calculation of straightening machine’s basic parameters, the structural design and the checking of the work roll and backup roll, the structural design and checking ofscrewdownKey words: Straightening machine; work roll; backup roll; screwdown目录摘要IAbstract II目录III一、前言 11.1 课题研究的意义及现状 11.2 论文主要研究内容3二、方案确定 42.1 矫直机类型 42.2 矫直原理 62.3 矫直机结构8三、设计计算173.1 矫直机基本参数的确定173.2 辊式矫直机的力能参数确定19展望35参考文献36致谢37附件1 38附件2 46一、前言1.1 课题研究的意义及现状在板带材的轧制生产中,由于轧件温度不均,变形不均及轧后冷却不均、运输和其他因素的影响,致使轧制出来的产品常出现波浪弯和瓢曲等缺陷。
![[院校资料]钢筋校直机论文](https://uimg.taocdn.com/1a4b5f44561252d380eb6ed4.webp)
[院校资料]钢筋校直机论文[院校资料]钢筋校直机论文江苏城市职业学院毕业设计(论文) (2012 届)设计(论文)题目钢筋校直机设计办学点(系)江苏城市职业学院张家港办学点专业机电一体化班级07 学号0724010109 学生姓名李凡伟起讫日期2011.11.10~2012.3.10 地点江苏城市职业学院张家港办学点指导教师刘慧职称讲师2011年12月 5 日江苏城市职业学院钢筋校直机的设计3 1引言3 1.1设计钢筋校直机的目的意义3 1.2国内外技术发展现状3 1.3设计内容4 (1)总体设计4 (2)校直系统的设计4 (3)传动系统的设计4 2设计任务书(JR)5 2.1设计依据5 2.2产品用途及使用范围5 2.3主要技术指标和参数5 2.4总体布局和结构概述6 2.5关键问题及解决方法7 3设计计算说明书(SS)7 3.1总体设计7 3.1.1总体机构及工作原7 3.1.2主要技术参数8 3.2校直机构的设计8 3.3传动系统的设计9 3.3.1功率计算及电机选择9 3.3.2传动比分配9 3.3.3主要传动零件的设计9 3.3.3.1轴的设计9 3.3.3.2齿轮传动设计11 3.3.3.3V带轮传动设计13 3.3.3.3.1第一对V带设计13 3.3.3.3.2第二对V带设计19 3.4机架设计24 4使用说明书(SM)25 4.1型号与名称25 4.2结构概述25 4.3主要技术参数26 4.4使用与维护26 5标准化审查报告(BS)26 6结论27 (1)总体设计27 (2)校直机构的设计27 (3)传动系统的设计27 参考文献28 钢筋校直机的设计1引言 1.1设计钢筋校直机的目的意义21世纪是一个技术创新的时代,随着我国经济建设的高速发展,钢筋混凝土结构与设计概念得到不断创新,高性能材料的开发应用使预应力混凝土技术获得高速而广泛的发展,在钢筋混凝土中,钢筋是不可缺少的构架材料,而钢筋的加工和成型直接影响到钢筋混凝土结构的强度、造价、工程质量以及施工进度。
前言随着社会的发展进步,人们的生活水平的提高,人们对住房的要求有了不小的提高,由此带动了中国建筑业的蓬勃发展。
钢筋作为建筑业中极为重要的建筑材料必定会大批量的生产和运输。
运输中为了方便以及节省运输空间常常会将10mm以下钢筋卷成直径约为1米左右的钢筋圈。
但是,作成了盘状的钢筋不能作为建筑工程的材料,所以,我们必须有一样工具能够把弯曲的钢筋拉直以方便施工。
由此,可见钢筋拉直机是必不可少的的机械,在建筑业中有很大的作用。
本人设计的钢筋拉直机就是以拉直被弯曲的钢筋为目的的。
由于,钢筋的直径不是很大,所以,钢筋的切断用专用的剪子就可以实现。
该种钢筋拉直机主要由电动机,减速器,卷筒,离合器和钢丝绳组成。
它结构简单,机身小,可由工作人员单一操作,而且操作简单(但要求操作人员进行一定的安全技术培训),安全性比较高,可以在环境较差的条件下工作,在机构方面本人力求简单普及,力求降低维修的难度从而为广大工作者带来了方便,这也是作为设计者的最为关心的事情。
因此,在本设计的夹具设计中本人将钢筋的弯曲工序和装夹工序同时进行,这样可以节约时间,减小工作空间。
本设计主要分为三个部分:第一是总体结构的设想;第二是机体各组成部分的设计;第三是总体的设计。
(在设计过程中多以普通卷扬机为参考设备)一、设计方案分析和拟订设计方案的选择应首先满足工作机的工作要求,此外,还应具有结构简单,尺寸紧工作质量和可靠性。
我的设计方案是工作机采用齿轮传动。
齿轮传动承载能力高,速度范围大。
瞬时传动,加工方便,成本低廉,传动效率高和使用维护方便等特点,以保证工作机的传动比恒定。
外廓尺寸小,工作可靠,效率高,是所有机械传动型式中最常见的一种传动型式。
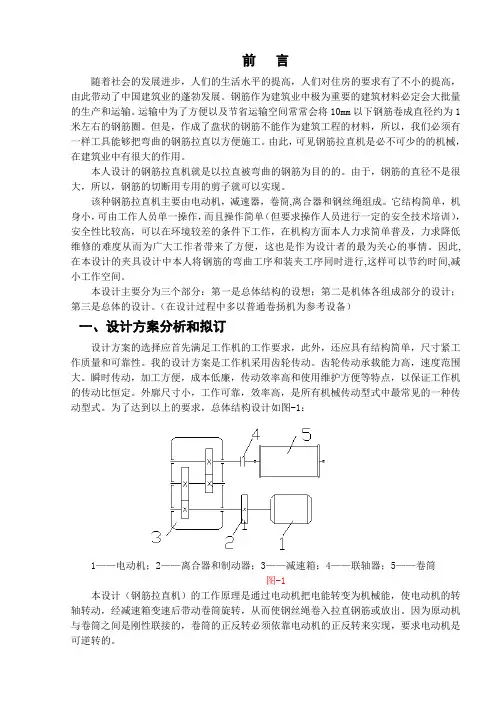
为了达到以上的要求,总体结构设计如图-1:1——电动机;2——离合器和制动器;3——减速箱;4——联轴器;5——卷筒图-1本设计(钢筋拉直机)的工作原理是通过电动机把电能转变为机械能,使电动机的转轴转动,经减速箱变速后带动卷筒旋转,从而使钢丝绳卷入拉直钢筋或放出。
钢筋矫直切断机的设计摘要:论文较为全面、系统地研究了冷轧带肋钢筋的矫直理论及矫直及矫直切断机的基本形式、结构、参数和选型方法,确定了钢筋矫直切断机的总体设计方案。
论文运用材料力学和弹塑性力学的基本原理,将矫直过程中的钢筋看成一个连续弯曲的梁,对冷轧带肋钢筋的弯曲变形作了详尽的阐述。
论文对冷轧带肋钢筋的矫直原理作了进一步的叙述,在此理论的基础上,研究分析了矫直系统参数确定方法。
提出了新的辊系配置方案,并针对此种新的辊型配置方案,计算出了矫直系统力学参数及矫直功率。
论文设计了一种较为简单实用的剪切机构。
论文创造性的在矫直切断机上引入了行程开关,实现钢筋的自动定尺切断,提高了自动化程度。
论文在理论分析的基础上,充分联系实际中已有的矫直切断机原理结构,在降低机器成本的基础上,提高了切断效率,并实现了自动化。
关键字:冷轧带肋钢筋;矫直;行程开关;剪切Abstract:This dissertation comprehensively and systematically investgates straightening technology og cold-rolled ribbed bars,straightening theory of bars,the straightening machines basis type,congigureation,parameter and the method of choosing bars straightening machine type. Utilizing the basis of material mechanics, elastic-plastic mechanics and regarding a bar as a continous bending beam in the peocess of straightightening, bend transform of cold ribbed bars is explained elaborately. Straightening theory of cold-rolled ribbed bars is farther depicted and on the basis of this theory, confirming method of straightening system parameter is researched. The new roller type configuration theme is put forward and straightening system mechanical parameter and straightening power of this new theme is calculated. An simple cutting mechanism is designed.The dissertation draw into the distance-button on the straightening machines, the bars can be cutting in certain size automly, make it more automly.The dissertation on the basis of theory analyse, combine with the straightening machines used, on the basis of lower cost, raise the cutting efficiency, and to be autom.Keyword: cold-rolld ribbed bars; straightening; distance-button;cutting目录摘要1.绪论 (1)1.1国内外钢筋矫直切断技术的发展状况 (1)1.2冷轧带肋钢筋的概述 (1)1.3课题的提出和意义 (4)2.钢筋矫直理论及金属材料的弹塑性弯曲 (5)2.1矫直理论与技术总体概况 (5)2.2对钢筋类金属材料弹塑性弯曲的分析 (7)2.3本章小结 (16)3.矫直装置的选取和分析 (17)3.1矫直原理 (17)3.2冷轧带肋钢筋矫直系统的参数设计 (22)3.3转毂式斜辊矫直力参数计算 (32)3.4转毂式斜辊矫直机矫直功率计算 (35)3.5设计计算 (37)3.6本章小结 (39)4.钢筋矫直切断机的总体方案 (40)4.1使用范围及特点 (40)4.2技术性能指标 (40)4.3总体方案及工作原理 (41)4.4本章小结 (43)5.钢筋矫直切断机剪切机构的分析与研究 (44)5.1概述 (44)5.2剪切形式的分类 (44)5.3设计计算分析 (46)5.4本章小结 (46)6.钢筋矫直切断机的承料机构 (47)6.1承料机构的分析 (47)6.2承料机构的设计 (47)6.3本章小结 (48)7.总结 (49)致谢 (50)参考文献 (51)1.绪论1.1国内外钢筋矫直切断技术的发展状况钢筋矫直切断机在建筑行业运用广泛,国内外对钢筋矫直切断机的研究也比较多,国内对于钢筋矫直切断机的需求空间很广,但国内的矫直切断机只能满足一般的需求,对于一些矫直精度较高,切断质量要求也较高的钢筋就无法满足了,需要从国外进口有关设备,总体来说国内的技术还落后于国外。
钢管矫直机毕业论文钢管矫直机毕业论文1.绪论1.1 矫直设备的发展1.1.1 矫直设备的发展概况矫直技术在金属条材加工的后部工序中得到广泛应用,对产、成品的质量水平有着很大的影响。
早在20世纪初,就已经出现了二辊式矫直机用于矫直圆材。
20世纪30年代中期,222型六辊式矫直机的发明显著提高了管材矫直质量。
20世纪60年代中期,为了解决大直径管材的矫直问题,XXX研制成功313型七辊式矫直机。
自70年代我国改革开放以来,我们接触到了许多国外设计研制成果,从小到φ1.6mm金属丝矫直机到大到φ600mm管材矫直机,从速度达到300m/min的高速矫直机到精度达到0.038mm/m的高精度矫直机,我们都进行了引进。
同时,我国也研制出了许多先进的矫直设备。
进入90年代,我国在赶超世界先进水平方面又迈出了一大步,一些新研制的矫直机获得了国家的发明专利,一些新成果获得了市、省及部级科技成果进步奖,有的获得了国家发明奖。
近年来,我国在反弯辊形七斜辊矫直机、多斜辊薄壁转毂式矫直机、平行辊异辊距矫直机及矫直液压自动切料机等研制方面相继取得了成功。
1.1.2 矫直作用经过轧制和热处理的管材存在一系列缺陷,其中主要的是纵向弯曲和横断面的椭圆度。
为了消除这些缺陷,需要设置斜辊式钢管矫直机。
在矫直过程中,钢管在矫直辊间作直线前进的同时还进行旋转运动,通过钢管在矫直辊中反复多次弹性弯曲使钢管达到矫直的目的。
1.2 矫直设备分类1.2.1 矫直机的分类按照工作原理不同,矫直机可以分为五大类。
第一类称为反复弯曲矫直机,它们是靠压头或辊子在同一平面内对工件进行反复压弯并逐渐减小压弯量,直到压弯量与弹复量相等而变直。
第二类称为旋转弯曲式矫直机,是工件在塑性弯曲状态下以旋转变形方式从大的等弯矩区向小的等弯矩区过渡,在走出塑性区时弹复变直。
第三类称为拉伸矫直机,它依靠拉伸变形把原来长短不一的纵向纤维拉成等长度并进入塑性变形后经卸载及弹复而变直。
Φ325钢管矫直机主传动系统设计摘要在市场行情日益紧张的今天,钢管行业供需矛盾进一步恶化,无缝钢管厂库存创新高,个别民营钢厂因连续亏损出现停产现象。
为了在竞争中取得优势,只有靠质量取胜。
目前,国内无缝钢管的生产主要还是依靠热轧技术,而在热轧的过程中,钢管会存在纵向弯曲和圆度误差,这些缺陷是通过矫直工艺来予以消除的。
因此,矫直工艺决定了无缝钢管的几何形状,同时也影响其力学性能。
在矫直过程中,如果矫直机调整合适,可以消除无缝钢管的纵向弯曲和圆度误差,并能适当提高其力学性能。
目前,国内外的矫直技术飞快发展,其中以多辊矫直机应用最为广泛。
本次设计的主要目的是进一步掌握矫直机主传动系统,并对主其要部件进行设计和计算校核。
在查阅大量文献和了解相关知识,并且到鞍山钢铁集团公司无缝钢管厂Ø219、Ø159和PQF三条国内先进的生产线进行实习调研,掌握现代轧管机的发展及设备结构特点状况后,确定了两台电机通过万向接轴直接带动工作辊工作的总体传动设计方案。
通过对矫直机的主要力能参数的计算,合理选择电机,联轴器、减速器主要零件以及万向联轴器和连接轴,并进行强度计算和校核。
同时,确定润滑方式,并进行经济性和环境保护的分析。
关键词:矫直机,钢管,传动装置,力能参数The Main Driving System Design Of Φ325Roll Tube StraightenerAbstractIn today's increasingly tight market conditions, supply and demand further deterioration of the steel industry, high inventory seamless steel pipe plant, individual private steel mills shut down due to continuous losses occur phenomenon. In order to gain advantage in the competition, only by the quality to win. At present, the domestic production of seamless steel tubes mainly rely on hot rolling, and in the course of hot rolling, steel buckling and there will roundness error, these defects are to be eliminated by the straightening process. Thus, the straightening process determines the seamless steel pipe geometry, and also affects its mechanical properties. In the straightening process, if appropriate adjustment leveler, eliminate buckling and roundness error of seamless steel tubes, and properly improve its mechanical properties. At present, domestic and foreign straightening technology fast development, in which mufti-roll leveler most widely used. The main purpose of this design is to further understand the main drive system, and its main components should be designed and calculated check. After a review of the extensive literature and understand the relevant knowledge, and Anshan Iron and Steel Group Seamless Steel Tube Plant Ø219, Ø159 and PQF three advanced production lines internship research, development and equipment to master the structural features of the modern condition of the pipe rolling mill, identified by two direct drive spindle motor drive overall design of the work rolls by a universal work. By calculation leveler main mechanical parameters, a reasonable choice of motor, coupling, reducer and universal coupling and the main parts of the connecting shaft, and strength calculation and check. Also, be sure lubrication, and analyze the economic and environmental protection.Key Words:Straightening machines, steel, gears, force and energy tetrameters目录1绪论 (1)1.1毕业设计的选题背景及目的 (1)1.2矫直技术的发展 (1)1.2.1国内矫直技术的发展情况 (1)1.2.2国外矫直技术的发展 (3)1.3课题的研究方法及研究内容 (3)1.3.1传动总体方案的设计内容: (4)1.3.2设计的方法: (4)2主传动系统设计方案确定 (5)2.1矫直机的分类及特点 (5)2.1.1反复弯曲式矫直机 (5)2.1.2旋转弯曲式矫直机 (5)2.1.3拉伸矫直机 (5)2.1.4拉弯矫直机 (5)2.1.5拉坯矫直设备 (5)2.2矫直方案选择 (6)3 钢管矫直机力参数计算 (8)3.1 原始数据 (8)3.2辊式矫直机的基本参数 (8)3.2.1辊径和辊长的确定 (8)3.2.2辊端圆角和辊距的确定 (9)3.3矫直机力能参数的计算 (10)3.3.1矫直质量要求 (10)3.3.2 矫直力的计算 (10)3.4矫直功率的计算 (14)3.4.1.轴承摩擦功率 (14)3.4.2.辊面与工件的滑动摩擦功率 (15)3.4.3.工件在滚面上的滚动摩擦功率 (16)3.4.4.矫直变形功率 (16)4矫直机驱动系统的确定 (18)4.1 电机的选择 (18)4.2减速器传动比分配 (18)4.2.1减速器的输出转数 (18)4.2.2传动比及其分配 (19)4.3减速器一级齿轮传动设计 (19)4.3.1选择精度等级,材料及齿数 (19)4.3.2按齿面接触强度设计 (20)4.3.3按齿根弯曲强度校核 (23)4.3.4 几何尺寸的计算 (26)4.4减速器二级齿轮传动设计 (27)4.5减速器三级齿轮传动设计 (27)5联轴器、轴承及万向接轴的选择 (28)5.1联轴器的选择 (28)5.2矫直辊的轴承选择与校核 (29)5.2.1矫直辊轴承的选择 (29)5.2.2矫直辊轴承的校核 (30)5.3万向联轴器的选择 (31)5.3.1万向联轴器的功能特点及其选择方法 (31)6传动系统主要零件设计 (33)6.1矫直辊的结构特点 (33)6.2矫直辊的辊轴校核 (33)6.2.1辊系的受力分析 (33)6.2.2 中下辊的校核计算 (34)7传动系统的润滑 (39)7.1润滑方法: (39)7.2润滑的分类 (39)7.4润滑系统的选择原则 (39)7.5润滑件的选择 (40)7.6润滑剂的选择 (40)8设备的环保、可靠性和经济技术评价 (41)8.1设备的环保措施 (41)8.2设备的可靠性 (42)8.3设备的经济评价 (44)8.4设备合理的更新期 (46)结论 (48)结束语 (48)致谢 (49)参考文献 (50)Φ325钢管矫直机主传动系统设计1 绪论1.1 毕业设计的选题背景及目的短暂的大学生活即将结束,我们迎来了每个本科生都会经历的毕业设计,这是对我们能否将理论知识化为实践能力的一次检测。
1 前言1.1 课题的背景和意义伴随着建筑业的迅猛发展,建筑钢筋的用量在迅速增加,建筑行业大都趋于使用带肋钢筋(螺纹钢筋)。
该钢筋大都为圆形盘料,钢筋弯曲较大,无法直接使用,因此就需要对其进行调直。
当今建筑工地大都使用人力或半自动化这些传统方式对盘料钢筋进行调直剪切。
此种方法不仅耗费大量人力物力而且劳动生产效率很低。
传统的调直方法已经满足不了现代化生产的要求。
数控钢筋调直机则应运而生,它是一种高效率、高质量的钢筋加工设备,可实现钢筋的定尺剪切。
数控钢筋调直机的自动化程度高,生产效率高,钢筋的调直质量好,与传统方式相比可以节省大量的人力物力,其中最重要的是调直的精度高,质量好,可以实现无划伤调直,大大提高了被调直钢筋的质量。
它在提高建筑工程质量上起着十分重要的作用,同时对加快建筑生产和建工速度,也具有十分重要的作用。
1.2 国内外调直理论研究及发展现状国外在调直理论和技术的研究方面起步比较早,具有一定程度广泛性,并且取得了显著的研究成果。
与此同时国外的许多研究成果已经被应用于实际生产中,并产生了相当可观的的经济效益。
国外一些调直技术发展较发达的国家,已经形成了一系列的调直设备。
同时他们还在钢筋调直理论、工艺和设备的研究方面也进行了大量的工作,并取得了一批较有影响的成果,同时生产一些具有世界先进水平的钢筋调直设备,例如数控钢筋调直机、数控调直切断机等。
国内在调直理论和技术的研究方面也做了很大的努力,使调直理论和技术的研究工作得到了广泛的重视,同时也取得了一些令人瞩目的研究成果。
其中部分成果的一处与世界领先水平。
目前我国已拥有了自行设计和生产板、带、线、型、管材的调直设备的能力,设备的精度和控制水平也在不断提高。
在引进和吸收国外先进的钢筋调直设备和技术的基础上,我国在数控钢筋调直机、数控钢筋调直切断机方面的生产水平也在不断提高,并涌现了例如天津建科等一些发展较好的钢筋设备生产厂家,而且其生产的例如数控钢筋调直机具有十分先进的调直技术,具有生产效率高、自动化程度高等特点。
XXXXXX学院毕业设计(论文)任务书院(系)专业班级学生姓名学号指导教师职称题目:钢板校平机设计(任务起止日期20**年2 月23 日至20** 年6 月15 日)教研室主任年月日院长(系主任)年月日注:该任务书由指导教师填写,在毕业设计开始前一周下达给学生,一式二份,专业教研室、每个学生各一份。
其中教研室的一份待学生做完毕业设计(论文)后作为附件装入学生毕业设计(论文)资料中。
X X X X学院毕业设计(论文)开题报告设计题目钢板校平机设计学生姓名学号专业院(系)指导教师20** 年 3 月 20 日1.毕业设计(论文)开题报告钢板校平机设计学生姓名:指导老师:专业:院(系):20**年 6 月 6 日摘要进入21世纪,我国经济的发展更是突飞猛进。
这很大程度上得益于机械、冶金等行业的产品的大量生产和销售。
随着科学技术的发展,市场对这类产品的要求不仅在数量上,更是在质量上要求更高了。
板材作为其中的一员,质量上的要求也大幅度提高。
不良板形的外部表现是板材上常见的中心波浪、边浪、瓢曲、扭曲、镰刀弯或局部‘鼓包’等。
板材在轧制、热处理、冷却及运输过程中产生的这些缺陷,在冶金加工厂中常用矫直机加以纠正。
本文就对与本课题的产品——钢板校平机相关的内容进行了说明与论述。
首先,论述了钢板校平机研究的现状、意义和具体内容;其次,论述了校平机的工作原理、系统构成及各系统的方案选择与参数计算;最后,对本研究的结果存在的问题和缺陷进行了说明,提出应该往哪个方向继续进行研究。
相信我们不懈的努力最终会使我国的板材产品在国际市场上具备很强的竞争力。
关键字:钢板校平机设计ABSTRACTGetting into 21 centuries, development of our country’s economy has advanced by leaps and bounds. This mainly profits from the mass production and distribution of the product of professions, such as machine and metallurgy...etc. Along with the development of science and technique, the market request of such product is not only on the amount, but also much more higher on the quality. As a member of those productions, the request of steel plate’s quality also has a significant exaltation. The exterior performance of a bad plate is usually the familiar center wave, side wave, bend, distort, sickle curve or part hunch ... etc. These blemish producing from the process of hot processing, cool off and conveyance are commonly rectified by the leveling machine in the metallurgy processing plant.This text is concerned with the related contents of the product, that is steel plate leveling machine, of this research. First, it discussed the present condition,significance and detailed contents of such machine’s research; Secondly, this article discussed the run fundament, composing system and the choice and parameter calculation of each system; To the end, this text carried on an elucidation of the problem and blemish in the result of this research, then put forward the direction to which we will go on with this research. I believe that through our unremitting effort our steel plate production will finally have a very strong competition ability in the international market.Key Words: Steel plate; Leveling machine; Design目录中文摘要英文摘要1.绪论1.1 为什么要进行钢板矫直﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣1 1.2 平行辊式矫直机的发展趋势﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣21.3 本课题研究的内容和意义﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣22. 矫直机工作原理和方案选择﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣4 2.1 “矫直”的定义﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣4 2.2 反弯矫直的基本原理﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣4 2.3 本矫直机的工作原理和压下方案选择﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣52.4 辊系方案选择﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣63 主要系统的设计和参数计算﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣9 3.1 主传动系统设计及参数计算﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣9 3.2 液压压下系统设计及计算﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣143.3 矫直辊及其轴承的选择和强度校核﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣204. 矫直机安装、调试与润滑﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣27 4.1 平行辊矫直机的安装与调试﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣27 4.2 平行辊矫直机的维护与润滑﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣29 结论﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣31 致谢﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣32 参考文献﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣﹣331绪论1.1为什么要进行钢板矫直随着我国板材生产规模的不断扩大,各厂家日益认识到板形在生产与市场销售中的重要性。
棒料校直机机构设计_毕业设计本科毕业论文(设计)题目棒料校直机机构设计学院机电工程学院专业机械设计及其自动化班级机制本01班学号 111101010121 学生姓名张朦朦指导教师梁艳完成日期西安思源学院教务处制二〇一五年四月中文摘要长期以来,钢筋调直机手工检测由于弯曲,弯曲人为设置的数量不够准确,通过手工操作,效率低,整个过程中,矫直精度取决于操作者的经验来决定等缺点,它已被用来作为一种补充矫直设备使用。
轴和轴上零件在弯曲的一个重要组成部分,其广泛的机械设备,主要用于轴类零件的精密对准保证轴类零件生产质量的需要。
本文着重对钢矫直过程进行了设计,根据原理机制盛行的矫直机这个机构的目的是提高工作效率,矫直质量有了明显的提高。
框架,框架,传输而设计的矫直机的其他部分不属于本设计的重点,所以这里是一个简单的介绍。
关键词:棒料机构机架AbstractLong term since, bar straightening machine for bending by artificial detection, intermesh artificially set is not accurate enough, the whole process depends on manual operation, low efficiency, straightening precision depends on the operator experience in deciding such shortcomings, has been as a supplement to the straightening device to use. Shaft parts and components is an important part of mechanical device, the bending deformation is widespread, the need for shaft parts for precision alignment, in order to guarantee the production quality of shaft parts. This paper focuses on the steel straightening process and working principle, working principle, inclined roller straightening machine characteristics, structure calculation are introduced, also of the two roller bar straightening machine mechanical parameters were analyzed, put forward the basic idea of this design two roll bar straightening machine. Part of the design of straightening machine frame, frame, transmission and so on are not the focus of this design, so here is a brief introduction.Keywords:Bar mechanism frame目录1 绪论 01.1选题背景意义 01.2课题研究现状 02 压力棒料校直机 02.1压力棒料校直机的工作原理 (1)2.2分类及工作原理 (2)2.2.1 压力矫直机 (2)2.2.2辊式矫直机 (2)2.2.3 斜辊式矫直机 (2)2.2.4拉伸矫直机 (3)2.2.5拉伸弯曲矫直机 (3)3滚光矫直机的工作原理 (5)3.1滚光矫直机的简介 (5)3.2滚光矫直机的工作原理 (5)3.3设计滚光矫直机所涉及到的主要参数 (11)3.4国内外现在生产这种矫直机的厂家 (12)4棒料滚光矫直机力能参数计算 (13)4.1矫直力的计算 (13)4.1.1求导程t (13)4.1.2求弹性极限弯矩Mmax (14)4.1.3求倾角: (14)4.1.4轴承承受力的总和 (15)4.2棒料滚光矫直机功率计算 (16)4.2.1轴承的消耗功率 (16)4.2.2滑动摩擦的消耗功率 (16)4.2.3滚动摩擦的消耗功率 (16)4.2.4塑性弯曲变形的消耗功率 (16)4.2.5消耗总功率 (17)4.3矫直机驱动功率 (17)4.4关于机架、机座及轴承盖的设计 (17)5棒料滚光矫直机辊系设计 (21)5.1矫直辊的组成 (21)5.2.矫直辊材料 (21)5.3矫直辊尺寸计算 (22)5.4矫直速度计算 (23)5.5矫直辊强度计算 (24)5.6轴承的寿命校核 (26)结论 (29)参考文献 (30)致谢 (31)棒料校直机机构设计1 绪论1.1 长期以来,钢筋调直机手工检测由于弯曲,弯曲人为设置的数量不够准确,通过手工操作,效率低,整个过程中,矫直精度取决于操作者的经验来决定等缺点,它已被用来作为一种补充矫直设备使用。
钢筋调直机双槽辊输入轴的静力分析陈士忠;王永华;陈博;吴玉厚【摘要】为了研究钢筋施加给不同直径调直辊的载荷对双槽辊输入轴的影响,运用三维软件Solidworks,对钢筋调直机部分机体进行建模,并且使用有限元分析软件Ansys Workbench,对不同直径调直辊施加相同的载荷,进而对双槽辊输入轴进行应力应变分析.模拟得出双槽辊输入轴的应力、应变的大小及分布.对模拟结果进行分析比较后得出,在对不同直径调直辊施加相同载荷时,双槽辊输入轴轴肩处出现应力最大值,在调直辊一侧的轴肩附近虽然有应力集中,但是即使是在调直辊直径最小123mm时,其最大应力也仅为389.68MPa,远小于材料屈服应力540MPa,且其安全系数也满足要求.【期刊名称】《机电产品开发与创新》【年(卷),期】2015(028)002【总页数】3页(P62-64)【关键词】双槽辊输入轴;Solidworks;Ansys Workbench;安全系数;静态分析【作者】陈士忠;王永华;陈博;吴玉厚【作者单位】沈阳建筑大学交通与机械工程学院,辽宁沈阳110168;沈阳建筑大学交通与机械工程学院,辽宁沈阳110168;沈阳建筑大学交通与机械工程学院,辽宁沈阳110168;沈阳建筑大学交通与机械工程学院,辽宁沈阳110168【正文语种】中文【中图分类】TU603钢筋调直机是钢筋加工必不可少的设备之一,近年来各生产厂家为了提高产品的技术性能,不断优化结构,努力降低生产成本,并不断开发新的机型[1],钢筋调直机是钢筋后期的加工过程中不能够缺少的调直设备[2]。
在调直钢筋的过程中,双槽辊输入轴起到了至关重要的作用,它是组成钢筋调直机的主要零件,同时也是支撑轴上零件、传递运动和动力的关键部件[3]。
实际设计中,强度计算和结构设计相互影响、相互关联,需要不断地交互进行。
有限元技术[4]经过迄今约半个世纪的发展,已经日趋成熟应用,它发挥着越来越重要的作用在近乎所有的工程设计领域中。
1绪论1.1课题来源随着建筑业的迅速发展,建筑机械成为现代工业与民用建筑施工与生产过程中不可缺少的设备,而对钢筋的需求量也是越来越大。
以前大直径钢筋主要靠人工搬运、加工。
目前,建筑用钢筋的直径要求越来越粗,市场也迫切需求大直径钢筋的搬运、加工能实现自动化、机械化。
为此,我设计了一套钢筋自动套丝生产线,此设备能够实现钢筋的搬运、切断、套丝、自动卸料及储存等功能,结构简单、操作方便、自动化程度高。
1.2课题的目的和意义建筑是人类生活的基础设施与基本条件之一。
随着生活条件的提高和人类社会的发展,人们对建筑的需求越来越迫切,建筑工程的规模和数量在不断增长,而支持建筑为然耸立的是它点的骨架,骨架学名为结构。
从二十世纪八十年代开始,我国建造房屋的结构材料广泛采用了混凝土,特别是现浇混凝土结构有了较大的发展。
而在这类建筑物结构中承担支撑的作用的骨骼——钢筋,其应用技术也得到了迅速的发展,成为建设部在二十世纪九十年代首次提出建筑业推广“10项新技术的重要内容之一”。
钢筋工程是钢筋混凝土工程的重要组成部分,目前我国建筑工地的钢筋混凝土工程质量良莠不齐,加强钢筋施工过程的质量控制是保证钢筋混凝土质量的重要途径。
钢筋工程的施工包括配料、加工、绑扎、安装等实施过程。
钢筋是钢筋混凝土结构中主要受力原材料,工程施工中经常出现劣质、次品材料,为了减少这种情况的发生,施工中,首先选择钢筋质量、性能稳定的生产厂家,合格的生产厂家是保证工程质量的前提。
其次选择信誉好,供货及时的供应商,合格的供应商是工程按期完成的保证。
严格控制进场材料,钢筋质量是否符合标准,直接影响建筑物的使用和安全。
钢筋连接是指钢筋接头的连接,其方法有绑扎连接、焊接和机械连接。
钢筋绑扎连接中,受拉钢筋和受压钢筋的搭接长度及接头位置要符合《混凝土结构工程施工质量验收规范》(GB50204- 2002)的相关规定。
钢筋焊接的接头形式、焊接工艺和质量验收要符合设计文件及《钢筋焊接及验收规范》。
钢筋机械连接工艺试验论文【摘要】钢筋先调直再加工,切口端面宜与钢筋轴线垂直,端头有弯曲、马蹄现象的应切去,不得用气割下料,加工丝头时,用水溶性切削液。
当气温低于0℃时,应掺入15~20%的亚硝酸钠。
严禁用机油作切削液或不加切削液加工丝头。
一、工程概况本标段设计起止桩号124+751~131+751,标段长度7.0km。
标段内共布置各类建筑物11座,包括:1座河渠交叉建筑物,3座左岸排水建筑物,2座渠渠交叉建筑物,4座跨渠公路桥,1座跨渠生产桥。
主要合同工程量:土石方开挖约449万m3,土石方填筑约148万m3,混凝土8.3万m3,钢筋约0.29万t,复合土工膜约51万m2。
二、试验目地、适用范围通过本次钢筋接头直螺纹机械连接试验,确定钢筋直螺纹机械连接施工工艺及参数。
本次试验确定的连接施工工艺及参数适用于本标段内所有φ22以上钢筋机械连接制作安装施工。
三、编制依据1、《钢筋机械连接技术规程》JGJ 107-20102、《滚轧直螺纹钢筋连接接头》JG 163-20043、《钢筋混凝土用钢第2部分:热轧带肋钢筋》GB1499.2-2007四、试验准备1、材料(1)钢筋钢筋采用Φ28Ⅱ级螺纹钢筋进行工艺试验,出厂合格证明及检测报告齐全。
(2)直螺纹连接套筒直螺纹连接套筒与钢筋型号相匹配,规格符合要求,出厂合格证明齐全。
2、设备机具钢筋直螺纹滚丝机、砂轮切割机、钢筋扳手、管钳、螺纹环规、塞规等。
五、质量检验要求1、直螺纹连接套筒检验:连接套筒按连续生产的套筒每500个为一个检验批每批按10%进行随即抽检。
不足500个也按一个检验批计算。
抽检合格率应大于95%,当抽检合格率小于95%时,另抽取同样数量重新检验。
当两次抽检的合格率不小于95%时,该批产品合格。
若合格率仍小于95%时,应对该批产品逐个检验,合格者方可使用。
2、丝头检验:加工的丝头应逐个进行自检,不合格的丝头应切去重新加工。
自检合格的丝头,应由现场质检员随即抽样进行检验。
1绪论1.1设计钢筋校直机的目的意义在钢筋混凝土建设中,钢筋是最不可缺少的建筑构架材料,而钢筋的加工与成型则会直接影响到钢筋混凝土结构的强度、造价、工程质量以及施工进度。
因此,钢筋加工机械是建筑施工中不可缺少的机械设备。
在工地施工的时候,所需要的钢筋都为直钢筋。
但实际生产中,并不能保证都是直钢筋,大部分钢筋是以圆盘状出现的。
这样生产者方便运输,这个时候钢筋校直机的作用是不可缺少的,它将盘状钢筋校直成为直钢筋用于建筑中。
钢筋校直机能够实现自动上下料、自动装夹、自动校直机、自动检测裂纹,并且在校直精度、校直节拍、校直种类上较手动压力机相比有很大提高,同时能够节省大量的人工成本、减轻工人的劳动强度。
1.2国内外技术发展现状纵观我国建筑用钢筋校直机的总体水平,与国际上其他先进产品相比来说还是比较落后的。
主要表现在,企业生产规模小,产品的技术含量低,生产效率低下。
大部分产品校直速度较低,钢筋的直线度不高,表面划伤较重。
造成这种局面的主要原因在于,我国的建筑用钢筋校直机市场还没有真正形成,还处在地域及价格因素占主导位置的过渡阶段,尚未进入真正的市场竞争阶段。
生产企业多而零散,且大都处在一种小而不全的状态,在这些生产企业中很难形成强大的技术投入。
在这种条件下,企业之间相互抄袭现象严重,很难找到拥有自主知识产权的产品,尚没有出现可以称得上领军式的企业。
建筑用新Ⅲ级钢筋的推广使用为钢筋校直机的生产企业提供了广阔的发展空间。
为此,许多企业投入大量资金,争相开发、研制适合新Ⅲ级钢筋要求的高速、大直径钢筋校直机。
2设计任务书2.1产品用途21世纪是一个技术创新的时代,随着我国经济建设的高速发展,钢筋混凝土结构与设计概念得到不断创新,高性能材料的开发应用使预应力混凝土技术获得高速而广泛的发展,在钢筋混凝土中,钢筋是不可缺少的构架材料,而钢筋的加工与成型直接影响到钢筋混凝土结构的强度、造价、工程质量以及施工进度。
所以,钢筋加工是建筑施工中不可缺少的机械设备。
钢筋校直是钢筋加工中一项重要程序,通常,钢筋校直机是对Φ14mm以下的盘圆钢筋进行校直。
钢筋校直机主要适用于建筑工程、道路桥梁、水利工程、混凝土构件、冶金及机械行业的领域,其特点是结构简单、自动化程度高、操作安全、灵活简单、适用范围广、工作效率高。
2.2主要技术指标和参数表1 校直机参数2.3总体布局钢筋校直机动力元件为电动机,电动机需通过二级V带轮机构减速,降低转速传至主动轴,主动轴上的送料轮,送料轮的正上方安装有一个压料轮,两轮将钢筋压紧,通过摩擦力输送钢筋到校直机构进行校直,以此来完成送料。
送料机构输送钢筋到校直机构后,钢筋在校直机构中进行校直,校直结束后再送到出料机构。
出料机构和送料机构是相同的。
再由出料机构送到下一工序,至此完成一次校直过程。
2.4校直机中的常见问题及解决方案(1)钢筋在校直机中有可能会出现卡住问题,不能正常进行校直。
此时,则必须停止校直,由工作人员重新调整钢筋位置,调整正常之后才能再次校直。
(2)可能出现校直出的钢筋不直,则必须检查原因,是否校直轮偏移量偏小或压紧手轮过紧,然后根据原因增加偏移量或调整手轮。
3设计计算说明书3.1总体设计钢筋校直机结构主要包括有校直机构、传动机构、机架。
校直机构则采用的是轮辊式,主要包括有校直轮、轴、齿轮等。
传动系统主要由电动机和V带轮构成。
机架主要由钢板焊接而成。
3.1.1总体机构及工作原理图图1 总结构示意图1.电动机2.V带轮3.直齿轮4.压料轮5.送料轮6.主动轴7.机架工作原理是动力原件电动机带动V带轮,通过二级V带轮降低转速,之后传递给主动轴,主动轴带动送料轮,钢筋通过送料轮送入校直机构中进行校直。
3.1.2主要技术参数钢筋校直机技术参数见表2表2 技术参数表项目数据校直钢筋范围Φ4mm~Φ14mm校直钢筋速度≥45m/min送料轮转速96r/min送料轮直径150mm电动机转速960r/min电动机功率3kw3.2校直机构的设计材料的弯曲可以看成是因受到某些应力的作用而产生,我们可根据材料的特性和各种曲率算出应施加的力的作用点与力的大小,因为这往往非常复杂,所以实际计算中我们用的方法是对其施加交变应力。
校直机构的作用实质是施加频率较高的周期性交变应力,使材料产生超过其弹性限度的变形,变形在相反的方向上交替发生。
交替变形达一定程度后,以较慢的速率逐渐减弱至零,以此抵消原来的弯曲。
此次的钢筋校直机中的校直机构采用的是轮辊式,钢筋通过交错分布的轮辊后,使钢筋产生频率较高的弹性形变,从而抵消钢筋原有的弯曲,达到校直的目的。
校直机构如图2所示。
图2 校直机示意图构校直轮选用的材料与压料轮、送料轮相同,为HT200,上方校直轮与压料轮相同,直径为Φ100mm,对钢筋施加向下方向的应力;下方校直轮与送料轮相同,直径为Φ150mm,对钢筋施加向上方向的应力。
两股应力对钢筋进行周期性交变应力,使钢筋产生形变,则其原有的弯曲被抵消。
从而对钢筋达到校直的目的。
3.3传动系统的设计本次设计所采用的传动系统是V带传动,电动机通过二级V带降速传动到钢筋校直机的主轴上,主轴转动带动送料轮,从而将钢筋输送到校直结构。
3.3.1功率计算与电机选择本次所设计的校直机的校直速度大约为大于等于45m/min,所以电动机不可以与送料轴直接连接,需通过V带降速连接,使得送料轴转速降低,从而达到符合我需要的速度。
而送料轮的转速为96r/min,我设计的V带传动比为10。
我选的电机型号为Y132S-6,其额定功率为3kw,转速为960r/min。
3.3.2传动比分配本次所设计的是一个二级V带减速装置。
运用V带传动,结构简单,方便维修,传动效果好。
总传动比为10。
第一对V带轮的传动比是2.5。
小带轮直接与电动机连接,大带轮与中间轴连接。
第二对V带轮的传动比是4。
小带轮与中间轴连接,大带轮与主动轴连接。
3.3.3主要传动零件的设计(1)轴的设计根据其工作条件,轴的材料初选为45钢,为调质处理。
用扭矩强度法估算其最小直径,即35cad mm==,选定轴的最小直径为40d mm=。
电动机轴的扭矩:955029.8/pT N mn=⨯=式中p—额定功率(kw)n—电动机转速(r/min)动力轴的扭矩:3129.80.9710272.0/T T i N mη=⨯⨯=⨯⨯=式中T—电动机轴的扭矩(N/m);η—传递效率;i—传动比。
①动力轴的尺寸确定。
图3 主动轴示意图轴的最小直径尺寸:2140d mm=;错误!未找到引用源。
错误!未找到引用源。
2140l mm=。
根据传动齿轮以确定轴的尺寸:3245d mm=;3250l mm=。
根据轴承以确定尺寸:4355d mm=;4330l mm=。
轴环的尺寸:5445d mm=;5440l mm=。
根据轴承内径以确定轴的尺寸:6542d mm=;6584l mm=。
根据送料轮内径以确定轴的尺寸:7634d mm=;7640l mm=。
②从动轴尺寸确定。
图4 从动轴示意图根据从动齿轮以确定轴的尺寸:2142d mm=;错误!未找到引用源。
错误!未找到引用源。
2160l mm=。
根据轴承以确定尺寸:3245d mm=;3240l mm=。
轴环的尺寸:4355d mm=;4330l mm=。
根据轴承内径以确定轴的尺寸:5445d mm=;5450l mm=。
根据送料轮内径以确定轴的尺寸:6540d mm =;6540l mm =。
(2)齿轮传动设计校直机的送料轮与校直轮之间需要传动装置,我选择了齿轮传动,由于我所设计的送料轮与校直轮直径及孔径相同,所以齿轮的传动比为1:1,这里我只要设计一个齿轮即可。
由于送料轮与校直轮之间等距200d mm =,我的齿轮分度圆直径200d mm =。
由于动力轴已经确定,齿轮的孔径也已确定。
齿轮位于轴的一端属于悬臂布置,所以0.3~0.4d ψ=,齿轮上齿数为100z =。
模数:2d m z==。
齿轮宽:0.320060B mm =⨯=。
齿顶高系数*=1a a h h *,顶隙系数=0.25c *。
齿距: 3.142 6.28p mm =⨯=。
错误!未找到引用源。
齿高:错误!未找到引用源。
2a h mm =。
(10.25)2 2.5f h mm =+⨯=。
根据齿轮的使用情况,选用8级精度的齿轮。
选择材料:齿轮选用45号钢,正火处理,2162~217HBS HBS=;按国家标准,分度圆上的压力角=20o α;对于正常齿,验算齿面接触疲劳强度。
因为电动机驱动,且载荷变动微小,查表得 1.0A K =,由于速度 3.17/v m s =,8级精度齿轮,查图得 1.12v K =,轴上轴承成不对称分布,且0.6475d φ=,查图可得 1.04K β=,齿宽10.64758454.39d b d φ==⨯=。
取54b mm =, 0β=。
查表得 1.0K α=,载荷系数 1.0 1.12 1.04 1.0 1.16A v K K K K K βα==⨯⨯⨯=计算端面和纵向重合度:1211111.88 3.2cos 1.88 3.21 1.833875Z Z αεβ⎡⎤⎛⎫⎡⎤⎛⎫=--=--⨯=⎢⎥ ⎪ ⎪⎢⎥⎝⎭⎣⎦⎝⎭⎣⎦10.318tan 0d Z βεφβ==由文献1ααεε和查图得,0.88Z α=,取 2.7u =H E H Z Z Z εσ=188.9 2.5=⨯⨯ ][158H MP σ≤= 根据材料的热处理,得lim1lim2435,415,F F MPa MPa σσ== 1.25F S =取。
12121.0, 1.0,N N X X Y Y Y Y ==== 2.0ST Y =取。
则可计算出许用应力为lim1111435[] 1.0 1.0 2.06961.25F F N X ST F Y Y Y MPa S σσ==⨯⨯⨯= lim2222415[] 1.0 1.0 2.06641.25F F N X ST F Y Y Y MPa S σσ==⨯⨯⨯= 由图得,12122.86, 2.22 1.54, 1.79,0.71Fa Fa Sa Sa Y Y Y Y Y ε=====和 验算弯曲疲劳强度111112F Fa Sa KT Y Y Y bd m εσ=2 1.1617375.694 2.86 1.540.7154843⨯⨯=⨯⨯⨯⨯⨯ 138.14()[]F MPa σ=≤122212F Fa Sa KT Y Y Y bd m εσ=2 1.1617375.694 2.22 1.790.7154843⨯⨯=⨯⨯⨯⨯⨯ 232.62()[]F MPa σ=≤(3)V 带轮传动设计第一对V 带设计①确定计算功率,由文献1表87-可查得工作情况系数 1.0A K = 由公式:ca A p K p =⨯代入数据得 1.03 3.0ca p =⨯=,又因为转速为960/min r ,故由文献1图811-,可以选择V 带型号为A 型。