CNC远程操作工具NC Explorer使用说明书
- 格式:pdf
- 大小:2.48 MB
- 文档页数:40
CNC加工中心操作简要说明一、开机步骤1、开启外部总电源。
2、启动空压机。
3、开启机械总电源。
4、开启控制器电源。
5、待屏幕画面显示完成后,释放紧急停止钮(顺时针旋转)。
6、将模式开关置于原点复归模式。
7、再按下Z、X、Y各轴向按扭“+” 方向,则机械即以快动速度回复机械原点。
到达原点前机械会先行减速,直到各轴灯亮起即至原点。
8、检查记忆保护开关是否在编辑位置。
(于“” 位置不可编辑;于“” 位置可编辑)二、关机步骤1、将各轴移到行程中间位置,并确定主轴及轴向均不再运转。
2、将编辑锁定开关选于“” 位置。
3、压下紧急停止开关。
4、关闭控制器电源。
5、关闭机械总电源。
6、关闭空压源。
7、关闭外部总电源。
三、呼叫、执行、CF卡内NC程式:1、于纸带执行模式按功能键。
2、按显示器下方右侧翻页软键。
3、按显示器下方软键“列表”。
4、按显示器下方软键“操作”。
5、按显示器下方右侧翻页软键。
6、按显示器下方软键“设备”7、按显示器下方软键“M-卡”8、输入 < 欲加工程序序号 > ,按软键“DNC”即可设定。
9、被选到档案会标示”D”。
或是按软键“DNC CLR”可清除。
10、按操作面板上启动键即执行程序。
四、自动刀具长度量测指令格式:M101 H __ D __ S __ F __;指令说明:M101:呼叫刀具长度量测宏指令M码H:刀具长度补正号码D:目前量测刀具之刀具直径例:量测T1号D10铣刀其格式为M101H1D10五、CNC加工中心之操作安全CNC加工中心为提高生产效率,较常使用高动力和速度,而且是自动化操作,故一不小心可能造成很大的伤害。
所以操作人员除熟悉加工中心之构造、性能及操作方法外,更必须注意自身及附近工作同仁的安全。
加工中心虽有各种安全装置,但人为疏忽所引起的灾害往往无法预知,所以操作人员除遵守一般工厂安全规定外,并应遵照下列工作安全注意事项以确保安全。
1、操作CNC加工中心之前,必须熟悉机械控制方法。

CNC USER GUIDEAllowed Materials:AcrylicStyreneMDFPlywoodHardwoodSoftwoodParticle BoardBanned Materials:PlasterFoam coreCardboardFoamStyrofoamSTARTING UP THE CNCTurn the machine on by pressing the ON button (WHITE BUTTON) on the CNCThe machine will take a minute to run through its diagnostics. (This can be seen at the console)Dialog ConsoleAfter the initial diagnostics, allow the machine to seek the machine origin (seek G54 Origin) PressEnterNext, The machine will ask if you would like to warm up the spindles,Make sure that you have installed the router bit desired for your cut and that it is properlytightened.Then select YESOn the dialog console(+/‐ BUTTON) to change YES or NO( ENTER BUTTON)* There is a machine reset/shutoff handle that should not be touched unless the machine*requires to be disconnected.Allow the machine to warm up by pressing (ENTER)Before proceeding, make sure that all materials and students are away from the router.This will take approximately 5 minutes to warm up. Once the machine has warmed thespindles, you are ready to change the bit and set your origins etc. CHANGING THE BIT + SETTING USER ORGIN*Ball nosed bits are for 3D reliefs + End Mill bits and Viper bits are for 2D Profile Cuts*(F12 Enter) Seek Machine OriginChange the router bit using the CNC’s wrenchesOnce you have the new bit in place and tightened, press (F25 Enter). This will set the tool height.The machine will now ask you if you would like to measure Tool 1 or Tool 2For a 2D cut you will select Tool 1The router will then “jog” to the sensor. Now click ENTERNext, move the router bit to the origin of your material using the arrows located on the consolebuttons 2, 4, 6, 8. The origin will be located in the corner nearest the tool tip sensor. Once inplace, press (F10 Enter) to set user XY Origin. This will set your user origin. IGNORE THE ZHEIGHT. This step is only to set the X and YSENDING FILESCPU Login:User: fablaserPassword: Password!Setting up a CNC router file (2D)First open up ArtCAMClick on Create New ModelThe Job Dimensions Prompt should appear.Enter your MATERIAL dimensions (as it is positioned on the bed)X: correlates to the length of the tableY: correlates to the width of the tableZ: correlates to the vertical thickness of your material (not to exceed 5”)Units: should be inchesMaterial Z Zero: is always Machine BedModel Position in Material: Top Of Block (for 2D Files)***Once set up click OK*** This setting varies from the 2D setup and the 3D setup. ***Here we see the two screens that pop up after setting up your material dimensions.Select the corresponding view to work in and maximize the view.2D for 2D cuts3D for 3D cutsTo import a file, Click on the Vector tab at the top of the pageIn the dropdown menu, select IMPORTThrough the navigation window, find and select your DWG******Import file must be in the format of ACAD .DWG and needs to be saved down to a 2004 Polylines file******File must only include lines that are intended for the cut. Any extraneous lines and information will cause problems at setup.******It is important to create a boundary around the file that correlates with the material dimensions, this will ensure that the drawing is placed correctly***Click OK and all vectors should be placed and centered on the material.All File setup notes above are the student’s responsibility, if their file is set up incorrectly, have them go fix the file and bring it back.Once you have imported your vectors. Select all vectors that will share the same cut type.Ie. All OUTER cuts should be selected together, all INNER cuts should be selected together, and all AREA CLEARANCE cuts that share the same depth should be selected together.Once lines are selected, click on the appropriate tool path at the left of the page.Above is a guide to the different types of tool paths that are available.2DInner ProfileOuter ProfileArea ClearanceMachine Along Vector3DMachine ReliefIn the tool path options make sure to set the following settings:Profile Side: This indicates whether you would like to cut on the inside of the line or outside of the line.Finish Depth: This is the depth (from the top surface of the material) into the material that your tool path will cut.Machine Safe Z: This is the Z height that the tool will travel as it moves from one shape to another. (This number should be about 3/4” above your material.Profiling Tool: This is the type of tool you will be using to cut your material.End Mill: 2DBall Nose: 3DName: Name your tool path so that you will remember what vectors and depths are involvedCalculate: Now, This will give you a preview of the tool path created. Above: OUTERUpon clicking on Profiling Tool in the previous step, this window will appear. Select the desired tool from the list.All default settings under Wood or Plastic, Roughing and 2D Finishing, 3D Finishing should be correctly set for plywood, MDF, particle board etc.Any cutting of Plastic or other materials, please contact Stephen Mora (505)710‐1165 for further information.Once all settings have been set, click on Calculate now and you can view the tool path preview.Above we see that our OUTER tool path remains in place and we can now see our INNER tool path.Here is a demonstration of an AREA CLEARANCE. In this view make sure to set the AREA CLEARANCE tool strategy to OFFSETNotice the Profiling Tool settings that are present; these should be preset and default to the material. Stepdown should never be set to a higher value than 0.5*** If a material other than wood, plywood, mdf etc. is being cut, please contact Stephen Mora for setting adjustments.***Once all tool paths have been created, select TOOLPATHS from the tool bar, and click on SAVE TOOL PATH ASWe have previously named our tool paths, here we need to select them and with the black arrow, move them over to the right in the order we want to cut them.***Remember, we want to cut the least invasive cuts first and continue until we are finished.Ie.Area Clearance first,Inner second,Outer third etc.You have now created a G‐Code that the CNC Router will understand, Make sure that the CNC Router is turned on and save this file to the Shortcut to Jobs folder on the desktop. Name this file appropriately and we can now move to the CNC machine for the remainder of our setup.。
一. NC《INTERMAC MASTER EDGE 》的简介1 NC的开机方式A 将开机磁碟插入NC 电脑控制箱的软驱中B 打开电源 [此时电脑会检测机器各个控制件的功能]C 待画面现示白底红框的INTERMACL软体简介,拉起电脑及NC的EMERSENCYSTOP,就是急停。
按指示键头的按键及绿色CONTROLON按键,此时灯不会亮。
D 待画面现示NC要作萤幕时,按CONTEOLON此时绿色灯亮,表示进入NC。
E 工作F18主轴清零[待绩]否则机器无法动作。
2 电脑控制箱按键功能说明A CONTROLON电脑控制箱控制电源进入CN [若跳机绿色灯熄灭]B EMERGENCYSTOP 急停。
C FEED 刀具进刀速度[以用百分比表示,]D SPEED 主轴转速,[以用百分比表示]E MODE 控制型式,MDI 半自动-----X1000 Y-2000 轴依设定值移动M6T3取得号刀具M6T0将刀具放回刀座M7轴心水开启 M13轴心水关闭M8外圆水开启M9外圆水关闭M3S7000主轴正转7000RPMM4S500主轴逆转500RPMM5主轴停止 [同M3 M4]M19 主轴垂直定位并自动锁定[以上操作方式将自动转成半自动下才能用,以键盘输入按键盘右下方绿色START按键,则开始动作,按STOP 键为停止,按左方灰色RESFT按键为解除程式。
]AUTO 全自动---F18 F20 F21 F22 F23 F24 F25MANU 手动---以方向键盘选取欲移动的轴,黑色转换选择正向和负向,按绿色START 按键开始启动。
MANJ 寸动----与手动一样但是可能设定移动距离,1 。
利用JOG转钮最大数值为10MM往下减2 。
利用KEIN-JOG=40设定移动距离为40X 。
Y。
Z 轴移动方向选择转钮---位于MODE下方标示正负方向KEYBOARD:右方三个红绿灰的使用说明:红色为程式停止按键,按一次停止,再按一次恢复运行。
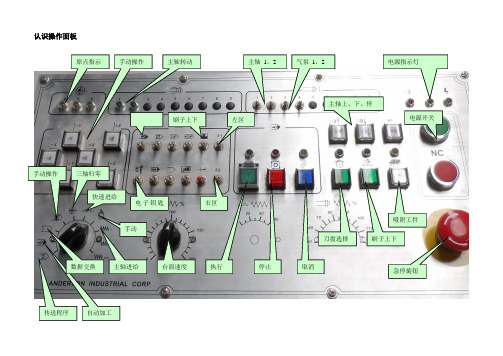
认识操作面板
气泵 1,2 主轴 1,2 原点指示 手动操作 主轴转动 电源指示灯
电源开关
急停旋钮
刀盘选择 执行 停止 取消 刷子上下
吸附工件
台面速度 主轴进给 手动
快速进给
三轴归零
手动操作 自动加工 主轴上、下、停
传送程序 数据交换 电子钥匙 右区
左区 刷子上下
程序分行
程序
设置点偏移量输入程序替换
插入
删除
取消
复位
重启功能
机器操作
启动:接通并开启机器上的电源→按[电源开关]绿钮→电子钥匙置ON(向上)。
→
移动工作台:选择[手动操作]→按X、Y、Z 。
注:座标原点在机器右上角,加工区域在第三象限。
负进正退。
回原点:选择[三轴归零]→同时按住+X、+Y、+Z。

CNC操作规程一、引言CNC(计算机数控)机床是一种通过计算机控制的自动化机床,广泛应用于各种制造行业。
为了确保CNC机床的正常运行和操作人员的安全,制定一套CNC 操作规程是非常重要的。
二、适用范围本操作规程适用于所有使用CNC机床进行加工的操作人员。
三、操作准备1. 操作人员必须穿戴好防护装备,包括安全帽、防护眼镜、防护手套等。
2. 确保CNC机床的电源已接通,并检查电源线是否正常。
3. 检查CNC机床的润滑系统,确保润滑油充足。
4. 检查CNC机床的刀具,确保刀具的锋利度和稳定性。
四、操作步骤1. 打开CNC机床的操作面板,按照机床的启动流程进行操作。
2. 在操作面板上选择相应的程序,并输入加工参数。
3. 检查工件的夹持装置,确保工件夹持牢固。
4. 执行程序前,进行手动操作,观察刀具与工件的距离是否合适。
5. 启动CNC机床,开始自动加工。
6. 在加工过程中,操作人员应时刻观察机床的运行情况,确保工件加工的质量和安全。
7. 如遇到异常情况,立即停止机床,并向上级报告。
8. 加工结束后,关闭CNC机床,清理工作区域。
五、安全注意事项1. 操作人员应经过相关培训,并持有相应的操作证书。
2. 在操作过程中,严禁戴手套,以免被卷入机床。
3. 禁止在机床运行时进行维修、清理等操作。
4. 禁止随意更改程序和加工参数,必须经过相关人员的批准。
5. 在操作过程中,严禁将手指、头发等靠近刀具和运动部件。
六、故障处理1. 如遇到CNC机床故障,操作人员应立即停止机床,并向上级报告。
2. 在等待维修人员到达之前,操作人员应将故障现象详细记录,并进行相应的临时处理。
七、操作记录1. 每次操作结束后,操作人员应填写操作记录表,包括加工时间、加工数量、加工质量等信息。
2. 操作记录表应及时上报给相关部门,以便进行统计和分析。
八、培训和考核1. 操作人员应定期接受CNC机床操作培训和考核,以保证其操作技能和安全意识。
2. 考核合格的操作人员才能获得相应的操作证书。
CNC操作规程一、引言CNC(Computer Numerical Control)操作规程是指在数控机床上进行加工操作时所需的标准程序和步骤。
本文将详细介绍CNC操作规程的相关内容,包括操作前的准备工作、操作流程、操作注意事项等。
二、操作前的准备工作1. 确保数控机床的正常运行:检查数控机床的电源、气源等是否正常供应,确保机床的各项功能正常。
2. 检查工件和刀具:检查工件和刀具的尺寸、材质等是否符合要求,确保能够顺利进行加工操作。
3. 编写加工程序:根据工件的要求,编写相应的加工程序,并进行程序的调试和验证。
三、操作流程1. 打开数控机床:按照机床的操作手册,正确操作开关,将数控机床打开。
2. 导入加工程序:将编写好的加工程序导入数控机床的控制系统中。
3. 设置工件坐标系:根据工件的几何特征和加工要求,设置工件坐标系,确定加工的参考点。
4. 定位工件:根据加工程序的要求,将工件正确地安装在数控机床的工作台上,并进行正确的夹紧。
5. 设置刀具补偿:根据刀具的尺寸和加工要求,设置刀具的补偿值,确保加工的精度和质量。
6. 运行加工程序:按照加工程序的要求,选择相应的加工模式,启动数控机床进行加工操作。
7. 监控加工过程:在加工过程中,及时观察加工情况,确保加工过程的稳定和安全。
8. 完成加工操作:加工完成后,关闭数控机床,清理工作现场,将加工好的工件取出。
四、操作注意事项1. 安全操作:在进行CNC操作时,必须严格遵守安全操作规程,戴好防护用具,确保人身安全。
2. 精确测量:在进行加工前,必须进行精确的测量和检查,确保工件和刀具的尺寸、位置等符合要求。
3. 仔细调试:在导入加工程序后,必须进行仔细的调试和验证,确保程序的正确性和可靠性。
4. 及时维护:定期对数控机床进行维护保养,保持机床的良好状态,延长使用寿命。
5. 故障处理:在遇到故障时,应及时停止操作,查找故障原因,并进行相应的处理和修复。
五、总结CNC操作规程是数控机床上进行加工操作的标准程序和步骤。
NC使用详解【本地运行】nc -v ip port【命令解释】扫瞄某 IP 的某个端口,返回信息详细输出。
====================================== =====================================【本地运行】nc -v -z ip port-port【命令解释】扫描某IP的端口到某端口,返回信息详细输出,但扫描速度较慢。
====================================== =====================================【本地运行】nc -v -z -u ip port-port【命令解释】扫描某 IP 的某 UDP 端口到某 UDP 端口,返回信息详细输出,但扫描速度较慢。
====================================== =====================================【本地运行】nc -l -p 80【命令解释】开启本机的 TCP 80 端口并监听。
===========================================================================【本地运行】nc -l -v -p 80【命令解释】开启本机的 TCP 80 端口并将监听到的信息输出到当前 CMD 窗口。
====================================== =====================================【本地运行】nc -l -p 80 > E:/log.dat【命令解释】开启本机的TCP 80 端口并将监听到的信息输出到E:/log.dat 下的日志文件里。
====================================== =====================================【本地运行】nc -nvv 192.168.1.101 80【命令解释】连接到192.168.1.101主机的 80 端口。
CNC数控机床操作规程第一章总则第一条为了确保CNC数控机床的正常运行,保证操作人员的安全以及保护设备的正常使用寿命,特制定本操作规程。
第二章操作前准备第二条操作人员应仔细阅读并熟悉相关操作手册,对设备的结构和工作原理有一定的了解。
第三条操作人员应穿戴安全防护装备,包括工作服、工作鞋、安全帽、眼镜等,并保持干燥,以防止滑倒和其他伤害。
第四条操作人员应确认机床的电源是否接通,并检查各部位的传动装置是否正常运行。
第五条在操作之前,应对机床进行检查和维护,确保机床各部件的润滑、冷却等系统正常工作。
第六条检查机床上的工件和刀具是否符合要求,并进行合理的装夹和修整,以免妨碍机床的正常运行。
第三章操作规程第七条启动机床前,操作人员应确认工作区域没有其他人员,以免发生意外事故。
第八条启动机床时,应按照启动顺序依次操作,并在启动前确认机床各部件是否处于待机状态,以免对设备造成损坏。
第九条在操作过程中,操作人员应始终保持警觉状态,及时观察机床各部位的运行情况,发现异常情况应立即停机处理。
第十条在操作过程中,操作人员应遵守相关操作规程,按照设定好的程序进行操作,不得随意更改或任意停机。
第十一条在操作CNC数控机床时,对于需要手动干预的部位,操作人员应按照正确的操作方法进行调整,并保持手部与移动部位的安全距离。
第十二条操作人员应合理控制机床的速度和进给量,避免过快或过慢可能导致的问题或损坏。
第十三条操作人员应时刻关注机床的液压、气压等系统的工作状态,并及时处理发现的异常情况,以保证机床的正常工作。
第四章操作结束第十四条操作结束后,应将机床调整到待机状态,并及时关闭电源,以节约能源和确保安全。
第十五条清理工作区域,保持机床及周围环境的整洁,防止机床受到灰尘、杂物等可能引起故障的影响。
第十六条对于刀具、工件等需要存放的物品,应妥善保管,以免丢失或造成其他损坏。
第十七条定期对机床进行保养和维护,包括对润滑系统、冷却系统、传动装置等进行检查和维修,以保证机床的正常运行和延长使用寿命。
6-2操作面板功能說明◆本節說明機械操作面板上各按鍵與開關之功能,按鍵與開關之位置如圖所示:模式模式說明功能說明圖例備註DNC 個人電腦聯線模式機台可以一方面與個人電腦執行程式傳輸,另一方面可以同時加工按CYCLESTART啟動按FEEDHOLD暫停EDIT 內部記憶體程式編輯模式可以編輯新的加工程式,也可以修改記憶體中舊的加工程式。
(三菱系統在所有模式下都可以編輯修改)AUTO 記憶體模式機台可以執行體中的加工程式。
(應先在MONITOR書面下將程式號碼呼叫了來)按CYCLESTART啟動按FEEDHOLD暫停MDI 手動操作模式可在MDI書面下,輸入簡易加工程式,並加以執行按CYCLESTART啟動按FEEDHOLD暫停HANDLE 手輪操作模式機台各軸的移動可借手輪操作盒上的軸選擇開關及倍率加以控制JOG 寸動模式機台各軸的寸動移動,可籍軸選擇開關、移動方向選擇開關及移動速率選擇開關加以控制RAPID 快速移動模式機台執行各軸的快速移動,可借軸選擇開關、移動方向選擇開關及快速移動速率選擇開關加以控制.各軸原點複歸完成前,請勿以50%或100%快速移動速率操作ZRN 原點複歸模式機台各軸執行原點複歸功能,(可選擇Z軸先原點複歸後,其他軸才能執行原點複歸功能)務必考慮各軸的原點複歸順序,避免撞機危險◆軸的移動方向移動速率選擇開關名稱功能說明圖例有效模式JOG/FEEDRATE OVERRIDE各軸的寸動及切削移動速率選擇開關,JOG模式下各軸的移動速率 mm/min為單位,DNC/AUTOMDI等模式以%為單位JOG/DNC/AUTO/MDIRAPID OVERRIDE 快速移動速率選擇開關RAPID/ZRN/DNC/AUTO/MDI+X +X 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN-X —X 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN+Y +Y 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN-Y —Y 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN◆軸的移動方向移動速率選擇開關名稱功能說明圖例有效模式+Z +Z 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN—Z —Z 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN+4 +4 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN—4 —4 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN◆主軸控制功能開關名稱功能說明圖例有效模式SPENDLE OVERRIDE 主軸旋轉轉速調整DNC/AUTO/MDT SPINDLE CW 主軸CW旋轉HANDLE/JOG/RAPID/ZRN SPINDLE STOP 主軸停止旋轉HANDLE/JOG/RAPID/ZRN SPINDLE CCW 主軸CCW旋轉HANDLE/JOG/RAPID/ZRN SPINDLE ORT 主軸定位HANDLE/JOG/RAPID/ZRN◆自動操作功能開關名稱開關說明功能說明圖例CYCLE START 程式啟動啟動程式的執行.(應先在MONITOR 書面下將程式號碼呼叫出來).FEED HOLD 程式暫停暫停程式的執行.SINGLE BLOCK 單節執行每按”CYCLE START"一次,程式執行一個單節。