钢筋笼交底签到表
- 格式:doc
- 大小:31.00 KB
- 文档页数:2
技术交底记录编号:6、钢筋笼制作及安装6.1钢筋笼制作6.1.1所用钢筋笼长度必须达到设计要求, 采用直螺纹接头进行分段吊装连接。
6.1.2制作钢筋笼时, 对钢筋的调直、除锈、截断、弯折与焊接均按设计图纸和技术规范要求进行。
钢筋笼的主筋尽量为整根, 需要焊接时的, 焊接采用双面焊搭接长度不小于5d( d为主筋直径) , 焊接的宽度一般为0.7d且不小于8mm; 焊缝不可有砂眼、夹杂等现象, 表面无焊渣。
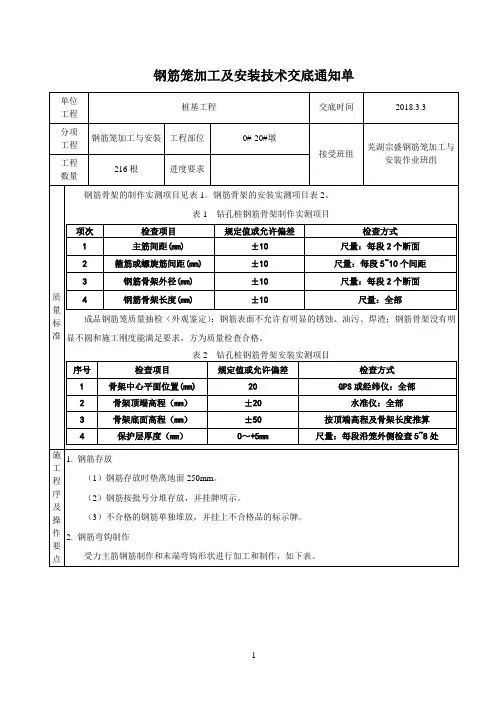
成品钢筋笼保证其顺直、尺寸准确, 其直径、主筋间距、箍筋间距及加强箍筋间距施工误差, 均不大于是10mm。
受拉热轧光圆钢筋的末端做成180°弯钩, 其弯曲直径不得小于钢筋直径的2.5倍, 钩端应留有不小于钢筋直径3倍的直线段。
6.2加劲箍筋制作经过在操作台上放样制作好加劲箍筋的制作转盘, 然后试制作加劲箍筋, 待检查确认其直径、失圆率均符合相关规定后, 即可大量进行制作。
加劲箍筋焊缝高度h应等于或大于0.3d并不得小于4mm, 焊缝宽度b应等于或大于0.7d, 并不得小于8mm。
6.3主筋连接钢筋采用直螺纹接头连接。
主筋连接配料时需注意主筋接头的错开, 确保在同一断面上的主筋接头不超过主筋总数量的50%, 同时保证相邻两批接头间距不小于主筋直径的35倍。
6.4钢筋笼成型首先在加劲箍筋上划分出主筋所在的各点位, 然后在平整的场地内将主筋按相应位置点焊在加劲筋上, 形成骨架, 应特别注意确保主筋的顺直及间距。
螺旋箍筋使用前先使用钢筋调直机将其调直。
待钢筋笼骨架形成后, 将其紧密缠绕在骨架上, 其与骨架的交点采用扎丝绑扎固定。
为确保钢筋笼在运输及安装过程中不变形, 每隔2m设置一道十字工作撑。
为保证钢筋笼安装时节段间主筋的有效对接, 各节段钢筋笼在胎膜上用套筒连接钢筋搭接焊接的焊缝。

施工方案交底记录图3.4-1 新建施工便道结构断面图施工过程中根据现场情况可辅以铺设3cm厚钢板,以确保履带吊行走安全,并在施工过程中随时对场地地基状况进行巡视监测。
履带吊行走、吊装、静置时应考虑对槽壁产生的侧向压力,根据大型吊装设备安全交底,履带吊距槽壁的最小距离不得超过5m。
3.4.2生产区临时设施布置南区地连墙施工场地平面布置情况图见附件2,北区地连墙施工场地平面布置情况见附件34吊点及吊索具设置4.1吊点布置地下连续墙钢筋笼拟采用横向主吊二排吊点,纵向二排吊点,辅吊横向二排吊点,纵向三排吊点共计10点吊装(吊装过程中可以适当增加吊点,但不得减少吊点),具体见图4.1-1。
图5.1-1 钢筋笼吊装工艺流程5.2起吊步骤项目指挥人员对吊装路线上的障碍进行清理,保证吊装作业的正常进行。
以钢筋笼平台两侧各延展40米为范围设置警戒区,除吊车司机、指挥,安检、质检人员外,其余人员不得进入。
钢筋笼吊放具体分七步走:起吊之前对钢筋笼进行全面检查,吊具做到笼上无可坠落物体。
起吊时现场指挥人员必须到位,现场吊装无关人员撤离吊装区域。
第一步:指挥主吊辅吊两吊机转移到起吊位置,司索工分别安装吊点的吊扣。
检查两吊机钢丝绳的安装情况及受力重心后,开始同时平吊。
第二步:钢筋笼吊至离地面0.5m后,静止10分钟,检查吊点焊接点,加固点,桁架,钢筋笼整体钢度,有无变形等,将钢筋笼平抬出笼台然后主吊车起钩,根据钢筋笼尾部距地面距离,随时指挥辅吊配合起钩。
具体见图5.2-1图5.2-1双机起吊就位及吊离地面50cm示意图第三步:钢筋笼吊起后,主吊车向左(或向右)侧旋转、辅吊顺转至合适位置,让钢筋笼垂直于地面。
第四步:空中顺直后,主吊机全部吊载应静停不少于5分钟,钢筋笼无任何变化再去卸掉辅吊的吊具,然后远离起吊作业范围。
指挥吊机吊笼入槽、定位,吊机走行应平稳,钢筋笼上应拉牵引绳,人力操作减少摆动,下放时不得强行入槽。
详见。
图5.2-2主吊机单机起吊示意图第五步:垂直下放至主吊机下排吊点2m位置时,使用穿杠将钢筋笼固定于导墙上,起重工卸除下排吊点,将吊扣安装至下一处吊点位置。

XXXXXX第一工程有限公司工程技术交底记录表钢筋笼制作与安装技术交底记录黄河大桥是包头至树林召高速公路项目中重要的控制性工程,大桥位于黄河蹬口浮桥下游4600米,起点地处包头市沙尔沁镇的官地村,终点位于鄂尔多斯市达拉特旗的德胜泰村。
其中:Q3标:76#~122#墩共计352根φ1.5m钻孔桩、24根φ1.8m钻孔桩、8根φ1.2m钻孔桩,钢筋总量约为1903.44吨,声测管重约为342.1吨。
一、钢筋进场检验验收1、钢筋进场检验验收钢筋进场应有出厂合格证,材质检验报告等,进场资料应齐全。
钢筋外观与数量验收合格。
取样试验合格。
对于直径大于20mm的钢筋,钢筋定尺长度应一致,由于要采用滚轧直螺纹连接,要求钢筋端头断面必须整齐一致,且端面与钢筋轴线垂直,以保证可以直接进行滚轧直螺纹。
2、钢筋力学试验钢筋进场后取样进行拉伸与弯曲试验必须合格。
对滚轧直螺纹接头必须按规范要求的500个接头抽取一组试件试验,并且合格。
3、钢筋进场后要堆放整齐,不得存放地面,堆放要求在钢筋下面进行抄垫,离地面20~30cm,并且需要覆盖防雨,防止钢筋变形及锈蚀。
4、用于滚轧钢筋接头连接的套筒表面应打钢印标记,表明型号规格、生产批号。
检验合格的套筒,其端部应有塑料保护塞保护。
二、钢筋下料加工1、钢筋笼加工时,场地及加工平台要抄平,以保证钢筋笼顺直,防止加工中钢筋笼弯曲变形造成下笼困难。
2、胎具加工要符合设计要求,使用中要经常检查。
3、钢筋下料时,钢筋端面宜平整并与钢筋轴线垂直,不得有马蹄型或扭曲,端部不得弯曲,出现弯曲应调直。
端头不得有横向表面裂纹。
4、钢筋滚轧丝头做好后进行连接,且螺纹应与连接套筒的螺纹相匹配,先把连接套筒用工作扳手将套筒拧至丝头一端,再将另一个丝头顶紧,再用工作扳手反向拧动套筒,使套筒处在丝头中央,两端丝头长度必须满足设计要求的螺纹。
5、加工丝头钢筋时应采用水溶性润滑液,不得用油性润滑液。
6、钢筋滚轧有效的中径的圆拄度误差不得超过0.2mm,螺纹长度不应小于1/2连接套长度,完整螺纹部分牙形饱满,牙顶宽度超过0.3P的不完整螺纹累计长度,其累计长度不宜超过2个螺纹周长。