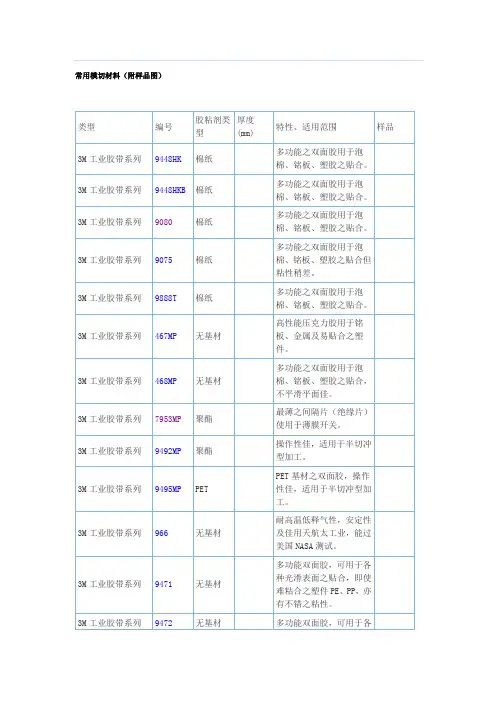
手机结构设计之模切件材料选用表
- 格式:xls
- 大小:766.00 KB
- 文档页数:6
手机壳体材料选择手机模具造价昂贵,产品所用的材料价格也不菲;手机中壳体的作用:是整个手机的支承骨架;对电子元器件定位及固定;承载其他所有非壳体零部件并限位。
壳体通常由工程塑料注塑成型。
1、壳体常用材料(matrial)ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受到冲击,不承受可靠性测试中结构耐久性测试的部件),如手机内部的支撑架(Keypad frame,LCD frame)等。
还有就是普遍用在要电镀的部件上(如按钮,侧键,导航键,电镀装饰件等)。
目前常用奇美PA-727,PA757等。
PC+ABS:流动性好,强度不错,价格适中。
适用于绝大多数的手机外壳,只要结构设计比较优化,强度是有保障的。
较常用GE CYCOLOY C1200HF。
PC:高强度,贵,流动性不好。
适用于对强度要求较高的外壳(如翻盖手机中与转轴配合的两个壳体,不带标准滑轨模块的滑盖机中有滑轨和滑道的两个壳体等,目前指定必须用PC材料)。
较常用GE LEXAN EXL1414和Samsung HF1023IM。
2、在材料的应用上需要注意以下两点:避免一味减少强度风险,什么部件都用PC料而导致成型困难和成本增加;在对强度没有完全把握的情况下,模具评审Tooling Review时应该明确告诉模具供应商,可能会先用PC+ABS生产T1的产品,但不排除当强度不够时后续会改用PC料的可能性。
这样模具供应商会在模具的设计上考虑好收缩率及特殊部位的拔模角。
通常外壳都是由上、下壳组成,理论上上下壳的外形可以重合,但实际上由于模具的制造精度、注塑参数等因素的影响,造成上、下外形尺寸大小不一致,即面刮(面壳大于底壳)或底刮(底壳大于面壳)。
可接受的面刮<0.15mm,可接受底刮<0.1mm。
在无法保证零段差时,尽量使产品的面壳大于底壳。
一般来说,面壳因有较多的按键孔,成型缩水较大,所以缩水率选择较大,一般选0.5%。
底壳成型缩水较小,所以缩水率选择较小,一般选0.4%,即面壳缩水率一般比底壳大0.1%。
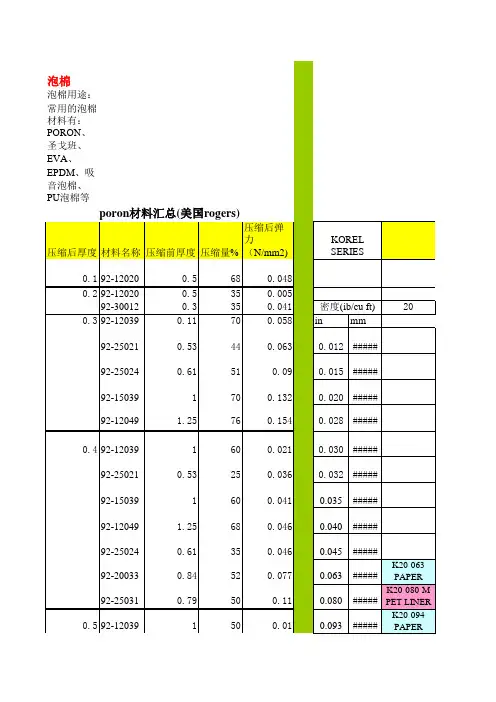
92-150391100.00792-12059 1.5400.00892-25041 1.04130.03430-25047 1.19240.05130-20064 1.63450.064192-12049 1.25200.00530-25047 1.19160.02330-20062 1.57360.0481.192-12049 1.25120.00492-12059 1.5270.00630-20062 1.57300.0411.292-12059 1.5200.0051.392-20081 2.06370.0330-20062 1.57170.0330-20064 1.63200.03392-15125 3.18590.0391.430-20062 1.57110.02692-20081 2.06320.02630-20064 1.63140.02992-15125 3.18560.0321.592-20081 2.06270.0231.8192-20081 2.06120.01792-15125 3.18430.0191.9192-15125 3.18400.017292-15125 3.18370.016型号厚度(mm)0.250%0.360%0.4◎0.5◎65%0.60.7○0.80.91.0○◎75%1.5◎2.0◎◎标准品○订制品poron 材料汇总(日本rogers)SR-S-70P SR-S-32P SR-S-40P SR-S-48P一面背胶背有支撑膜( PET 材料)公制的公称尺寸(泡棉的厚度)Korel series阴影为在国内优先选用的材料PET LINER:指带有透明PET 薄膜,作用是便于模切和支撑PAPER: 指带有白色离型纸 0.5mm —— M —— CIS LINER LESS:指不含任何支撑和离型纸泡棉纸No.532#500.05T69 22H-F (firm)0.5antracite No.532#250.025T69 23H-S (soft) 1.1antracite No.531000.1T6922H-S (soft) 1.5antracite No.532#500.05TEE S 0400.200.2white No.531000.1TEE S 0300.250.25antracite 0.5t ~0.7 t TEE 0400.350.35white TA 1000.80.8black TE 15011antracite TE 1501.2 1.2antracite TE 1501.5 1.5black 颜色ALVEOLIT编号说明:说明: SEKISUI 公司的ALVIOLIT 系列使用的材料是PE , 以前用于低端手机,非常便宜,但材料易老化,性能不是很好,现在用的很少,仅供参考,不建议使用。
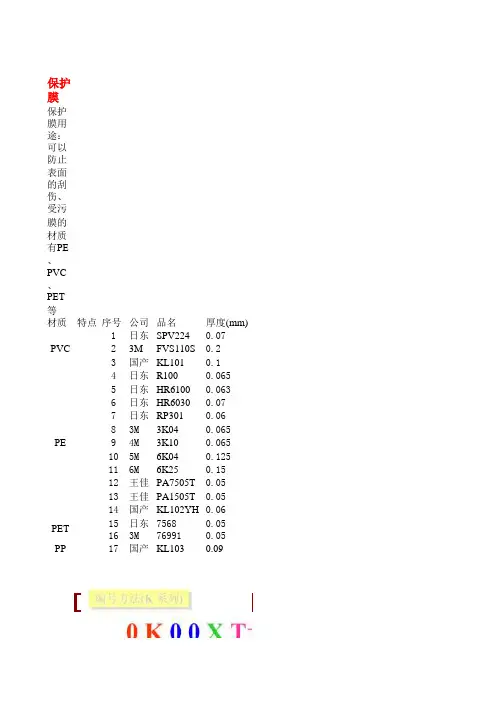
保护膜保护膜用途:可以防止表面的刮伤、受污保护膜的材质有PE 、PVC 、PET 等材质特点序号公司品名厚度(mm)1日东SPV2240.0723M FVS110S 0.23国产KL1010.14日东R1000.0655日东HR61000.0636日东HR60300.077日东RP3010.0683M 3K040.06594M 3K100.065105M 6K040.125116M 6K250.1512王佳PA7505T 0.0513王佳PA1505T 0.0514国产KL102YH 0.0615日东75680.05163M 769910.05PP17国产KL1030.093M 保护膜编号:PVC PE PET特性应用比较老的型号,现在电子行业不多用静电吸附膜,透明度高,表面可印刷lens静电吸附膜,透明度高低粘性,透明度好,粘贴容易低粘性,透明度好,粘贴容易中粘性,透明度好,贴合容易低粘性,透明度好,进行过防静电处理,透明离型纸低粘度,帖服性好,塑料卷心lenslens3K04(加厚)lenslens中粘度,透明性好,贴合容易高粘度,透明性好,贴合容易低粘度,透明性好,贴合容易透明度高,表面进行耐污染处理,带白色离型纸PET背材,透明度高,方便模切lens中等粘性,透明度高,但材质稍硬常用材料: 厚度:JS 950 0.063mmJS 972 0.065mm3M 5112C 0.13mm3M 3112C 0.08mm3M 332 0.065mm3M 3K-04 0.065mmMetafol M7001 0.05mmHetalex P-1020 0.057mm。
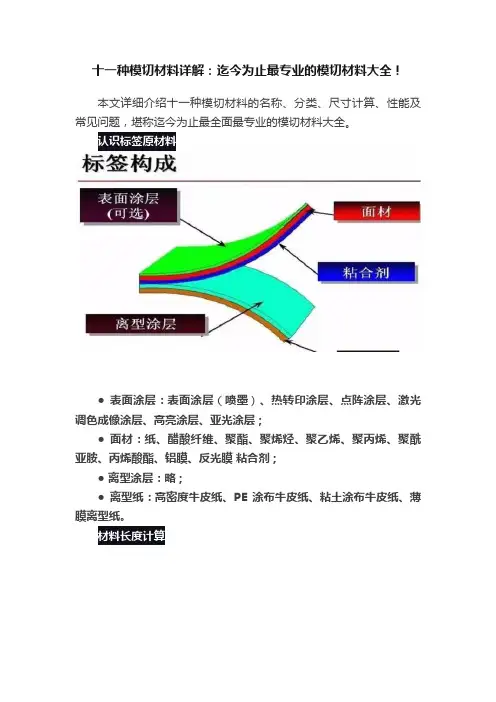
十一种模切材料详解:迄今为止最专业的模切材料大全!本文详细介绍十一种模切材料的名称、分类、尺寸计算、性能及常见问题,堪称迄今为止最全面最专业的模切材料大全。
● 表面涂层:表面涂层(喷墨)、热转印涂层、点阵涂层、激光调色成像涂层、高亮涂层、亚光涂层;● 面材:纸、醋酸纤维、聚酯、聚烯烃、聚乙烯、聚丙烯、聚酰亚胺、丙烯酸酯、铝膜、反光膜粘合剂;● 离型涂层:略;● 离型纸:高密度牛皮纸、PE 涂布牛皮纸、粘土涂布牛皮纸、薄膜离型纸。
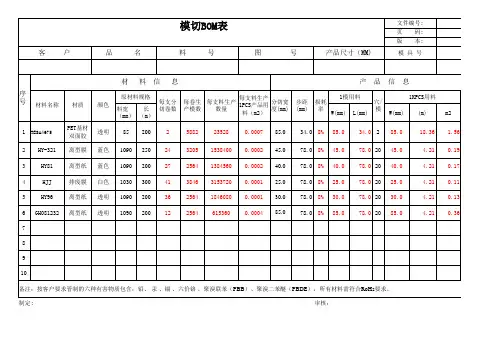
材料长度计算该公式的推演是等体积法,从大家所熟悉的圆柱体积计算公式得到:(1)圆柱的体积 V=底面积S×高 H(2)底面积S=π×R²材料的体积=大圆柱体积-小圆柱体积=π×R²×H-π×r²×材料宽度H=3.14(外径半径平方R²-内径半径平方r²) ×材料宽度 H同时,材料的体积=材料宽度H×材料长度L×材料厚度 C因此,3.14(外径半径平方R²-内径半径平方r²)×材料宽度 H =材料宽度H×材料长度L×材料厚度 C所以,材料长度 L=3.14(外径半径平方R²-内径半径平方r²)÷材料厚度 C模切原材料举例高温绝缘类:聚酰亚胺(PI)胶带(膜)、聚脂(PET)胶带(膜)、玻璃纤维胶带、特氟龙(PTFE)胶带(膜)、聚醚醚酮(PEEK)胶带(膜)、PP 胶片、阻燃快巴纸、青(红)壳纸、PB 纸、NOMEX 纸、云母纸、硬软质云母片材、聚芳砜织维纸-聚酰亚胺薄膜复合材料(SHS)、聚芳织维纸 -聚酰亚胺薄膜复合材料(NHN )、聚胺脂泡棉阻燃(难燃)等。
缓冲吸收类:PORON 泡棉、INOA C 泡棉、ServteK 泡棉、PE、IXPE、EPE、CR、EPDM、吸音棉、PE 泡棉等。
干货史上最全模切材料汇总1.塑料材料:包括聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯(PS)、聚酯(PE)等。
塑料材料具有轻巧、耐用、抗腐蚀等特点,适用于制作各种塑料模切制品。
2.橡胶材料:包括天然橡胶、丁腈橡胶、氯丁橡胶、丙烯橡胶等。
橡胶材料具有弹性好、耐磨损、耐高温等特点,适用于制作密封件、垫片、垫圈等。
3.装饰材料:包括木制品、金属板、玻璃、陶瓷等。
装饰材料具有美观、耐用、环保等特点,适用于制作纸盒、礼品盒、广告牌等。
4.绝缘材料:包括绝缘纸、绝缘胶布、绝缘纤维板等。
绝缘材料具有电绝缘性能好、机械强度高等特点,适用于制作电气绝缘材料。
5.导热材料:包括铜箔、铝箔、导热绝缘片等。
导热材料具有导热性能好、绝缘性能好等特点,适用于制作散热片、导热垫等。
6.隔音材料:包括隔音棉、隔音板、隔音泡棉等。
隔音材料具有隔音效果好、吸声性能好等特点,适用于制作汽车隔音材料、建筑隔音材料等。
7.软包材料:包括汽车内饰材料、家具材料、布料等。
软包材料具有柔软、舒适、环保等特点,适用于制作汽车座椅套、沙发套等。
8.电子材料:包括电路板、散热片、导电胶等。
电子材料具有导电性能好、耐高温、抗腐蚀等特点,适用于制作电子产品配件。
9.制鞋材料:包括皮革、合成革、尼龙布等。
制鞋材料具有透气性好、耐磨性好、舒适等特点,适用于制作鞋子的鞋面和鞋底。
10.医疗材料:包括医用胶带、医用纱布、医用海绵等。
医疗材料具有医用级别的质量要求,适用于制作医疗用品。
11.食品安全材料:包括食品包装材料、食品隔离材料等。
食品安全材料具有食品卫生安全等特点,适用于制作食品包装盒、食品袋等。
12.纸张材料:包括普通纸、牛皮纸、压花纸等。
纸张材料具有环保、易于加工等特点,适用于制作纸质模切制品。
需要注意的是,选择合适的模切材料需要根据具体的应用和要求来决定,确保所选材料符合产品的特性和要求。
手机结构设计标准(详细分类珍藏版)字体: 小中大| 打印发表于: 2007-7-02 07:13 作者: wildfire 来源: SupeSite/X-Space社区门户一.天线的设计1,PIFA双频天线高度≥7mm,面积≥600mm2,有效容积≥5000mm3 PIFA2,三频天线高度≥7.5mm,面积≥700mm2,有效容积≥5500mm33,PIFA天线与连接器之间的压紧材料必须采用白色EVA(强度高/吸波少)4,圆形外置天线尽量设计成螺母旋入方式非圆形外置天线尽量设计成螺丝锁方式。
5,外置天线有电镀帽时,电镀帽与天线内部外壳不要设计成通孔式,否则ESD难通过。
6,内置单棍天线,电子器件离开天线X方向10(低限8),天线尽量*壳体侧壁,天线倾斜不得超过5度,PCB天线触点背面不允许有金属。
7,内置双棍天线如附图所示,效果非常不好,硬件建议最好不要采用8,天线与SIM卡座的距离要大于30MM GUHE电工天线,周围3mm以内不允许布件,6mm以内不允许布超过2mm高的器件,古河天线正对的PCB板背面平面方向周围3mm 以内不允许有任何金属件二.翻盖转轴处的设计:1,尽量采用直径5.8hinge,2,转轴头凸出转轴孔2.2,5.8X5.1端与壳体周圈间隙设计单边0.02,2D图上标识孔出模斜度为03,孔与hinge模具实配,为避免hinge本体金属裁切毛边与壳体干涉,4,5.8X5.1端壳体孔头部做一级凹槽(深度0.5,周圈比孔大单边0.1),5,4.6X4.2端与壳体周圈间隙设计单边0.02,,2D图上标识孔出模斜度为0,6,孔与hinge模具实配,hinge尾端(最细部分)与壳体周圈间隙设计0.17,深度方向5.8X5.1端间隙0,4.6X4.2端设计间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成8,壳体装配转轴的孔周圈壁厚≥1.0 非转轴孔周圈壁厚≥1.29,主机、翻盖转轴孔开口处必须设计导向斜角≥C0.210,壳体非转轴孔与另壳体凸圈圆周配合间隙设计单边0.05,不允许喷漆,深度方向间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成11,凸圈凸起高度1.5,壁厚≥0.8,内要设计加强筋(见附图)12,非转轴孔开口处必须设计导向斜角≥C0.2,凸圈必须设计导向圆角≥R0.213,HINGE处翻盖与主机壳体总宽度,单边设计0.1,试模适配到喷涂后装入方便,翻盖无异音,T1前完成14,翻转部分与静止部分壳体周圈间隙≥0.315,翻盖FPC过槽正常情况开到中心位,为FPC宽度修改留余量16,转轴位置胶太厚要掏胶防缩水17,转轴过10万次的要求,根部加圆角≥R0.3(左右凸肩根部)18,hinge翻开预压角5~7度(2.0英寸以上LCM双屏翻盖手机采用7度);合盖预压为20度左右19,拆hinge采用内拨方式时,hinge距离最近壳体或导光条距离≥5。

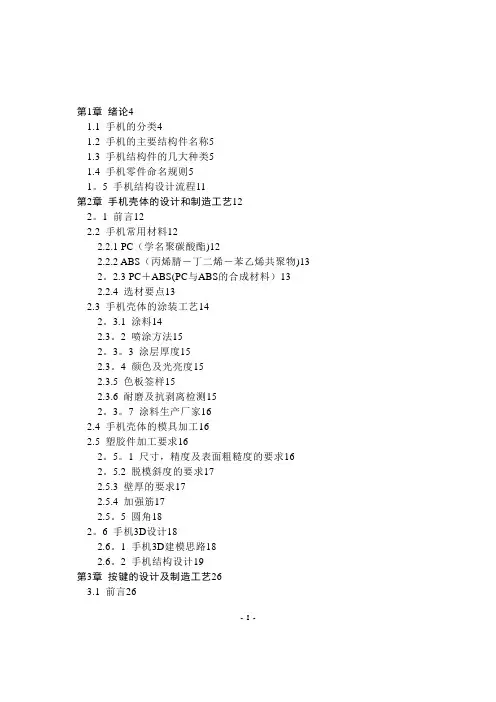
第1章绪论41.1 手机的分类41.2 手机的主要结构件名称51.3 手机结构件的几大种类51.4 手机零件命名规则51。
5 手机结构设计流程11第2章手机壳体的设计和制造工艺122。
1 前言122.2 手机常用材料122.2.1 PC(学名聚碳酸酯)122.2.2 ABS(丙烯腈-丁二烯-苯乙烯共聚物)132。
2.3 PC+ABS(PC与ABS的合成材料)132.2.4 选材要点132.3 手机壳体的涂装工艺142。
3.1 涂料142.3。
2 喷涂方法152。
3。
3 涂层厚度152.3。
4 颜色及光亮度152.3.5 色板签样152.3.6 耐磨及抗剥离检测152。
3。
7 涂料生产厂家162.4 手机壳体的模具加工162.5 塑胶件加工要求162。
5。
1 尺寸,精度及表面粗糙度的要求162。
5.2 脱模斜度的要求172.5.3 壁厚的要求172.5.4 加强筋172.5。
5 圆角182。
6 手机3D设计182.6。
1 手机3D建模思路182.6。
2 手机结构设计19第3章按键的设计及制造工艺263.1 前言26- I -3。
2 P+R按键设计与制造工艺263。
3 硅胶按键设计与制造工艺273.4 PC(IMD)按键设计与制造工艺283.5 Metal Dome的设计283.5。
1 概述283.5。
2 Metal Dome的设计293.5.3 Metal Dome触点不同表面镀层性能对比293.5。
4 Metal Dome技术特性293。
6 手机按键设计要点30第4章标牌和镜片设计及其制造工艺334.1 前言334。
2 金属标牌设计与制造工艺334.2.1 电铸Ni标牌制造工艺334。
2。
2 铝合金标牌制造工艺354.3 塑料标牌及镜片设计与制造工艺364。
3.1 IMD工艺364。
3。
2 IML工艺374.3.3 IMD与IML工艺特点比较384。
3.4 注塑镜片工艺394.3.5 IMD、IML、注塑工艺之比较414.4 平板镜片设计与制造工艺424。
手机的一般结构材料手机的一般结构一、手机结构手机结构一般包括以下几个部分:1.LCD LENS材料:材质一般为PC或压克力;连结:一般用卡勾+背胶与前盖连结。
分为两种形式:a. 仅仅在LCD上方局部区域;b.与整个面板合为一体。
2.上盖(前盖)材料:材质一般为ABS+PC;连结:与下盖一般采用卡勾+螺钉的连结方式(螺丝一般采用φ2,建议使用锁螺丝以便于维修、拆卸,采用锁螺丝式时必须注意Boss的材质、孔径)。
Motorola 的手机比较钟爱全部用螺钉连结。
下盖(后盖)材料:材质一般为ABS+PC;连结:采用卡勾+螺钉的连结方式与上盖连结;3.按键材料:Rubber,pc + rubber,纯pc;连接:Rubber key主要依赖前盖内表面长出的定位pin和boss 上的rib定位。
Rubber key没法精确定位,原因在于:rubber 比较软,如key pad上的定位孔和定位pin间隙太小(<0.2-0.3mm),则key pad压下去后没法回弹。
三种键的优缺点见林主任讲课心得。
4.Dome按下去后,它下面的电路导通,表示该按键被按下。
材料:有两种,Mylar dome和metal dome,前者是聚酯薄膜,后者是金属薄片。
Mylar dome 便宜一些。
连接:直接用粘胶粘在PCB上。
5.电池盖材料一般也是pc + abs。
有两种形式:整体式,即电池盖与电池合为一体;分体式,即电池盖与电池为单独的两个部件。
连结:通过卡勾+ push button(多加了一个元件)和后盖连结;6.电池盖按键材料:pom种类较多,在使用方向、位置、结构等方面都有较大变化;7.天线分为外露式和隐藏式两种,一般来说,前者的通讯效果较好;标准件,选用即可。
连结:在PCB上的固定有金属弹片,天线可直接卡在两弹片之间。
或者是一金属弹片一端固定在天线上,一端的触点压在PCB上。
8.Speaker通话时发出声音的元件。
【模切产品】盘点手机外壳的辅料模切的分类及应用要求
手机组件-防尘网
产品特点:可采用不同目数的网纱,可按照客人提供的图纸来选择不同的品牌型号的产品。
适用范围:电子产品的各个行业(如手机壳、MP3、笔记本电脑及周边产品等)
手机组件-泡棉胶带/防震材料
产品特点:原产地:日&美国:产品的特性有,多微孔化合垫,具防震、滑、漏及耐老化、高低温等功能。
备多个型号,切合各特别用途。
HH48C,L24,L32,H32,H48-为最用之型号,适用于一般仪器作脚垫或防震功能。
有防滑及不损害这特性。
SRS系列-特别设计为手机用,有低到0.2mm的厚度,备慢弹及PET底纸之特点。
美国产PORON型号4701-4790系列适用范围:适合各工业;特别适用于手机及手提电脑等……发挥其防震,密封保护及不影响金属之特性。
手机组件-手机装饰片
产品特点:采用PET材料印刷冲压成型(背面带3M胶)可丝印各种颜色方案
适用范围:手机行业按键面板
手机组件-螺钉贴纸
适用范围:各类电子行业,小家电等(如手机螺钉处封盖)
镜片镭射膜
产品特点:色彩艳丽,颜色可随方向不同而变化
适用范围:各类LOGO镜片,手机镜片处闪光图案效果
手机组件-手机面板
产品特点:采用PET材料印刷冲压成型(背面带3M胶)可丝印各种颜色方案
适用范围:手机行业按键面板。
※声明:本文内容节选网络,涉及作品版权问题,请及时联系我们,我们将删除内容以保证您的权益。