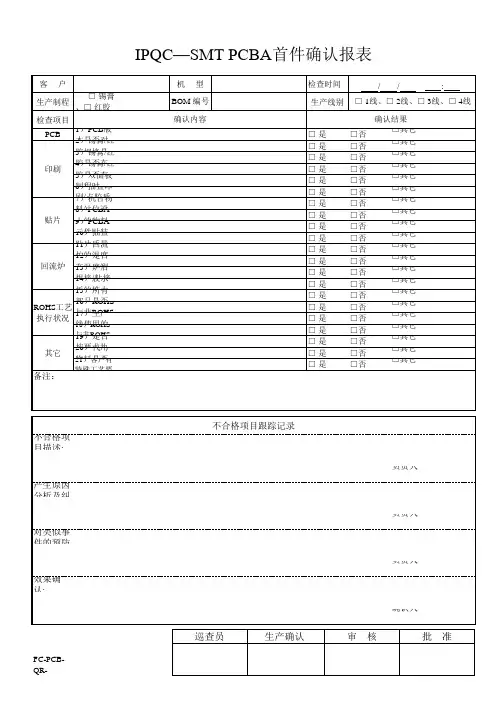
SMT首件确认记录
- 格式:xls
- 大小:42.50 KB
- 文档页数:2
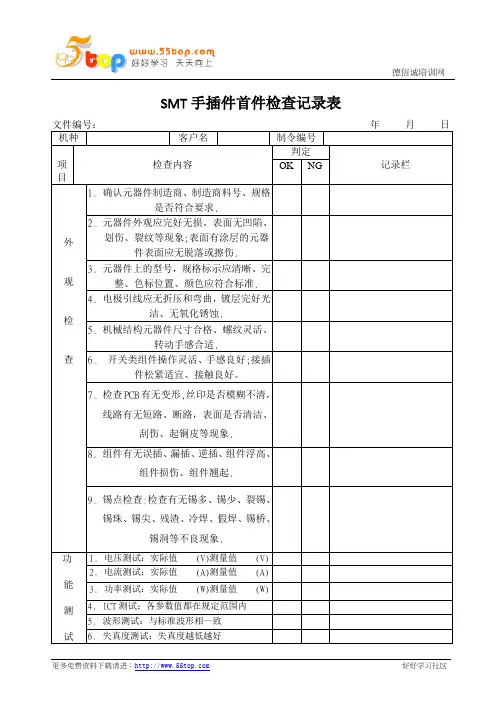
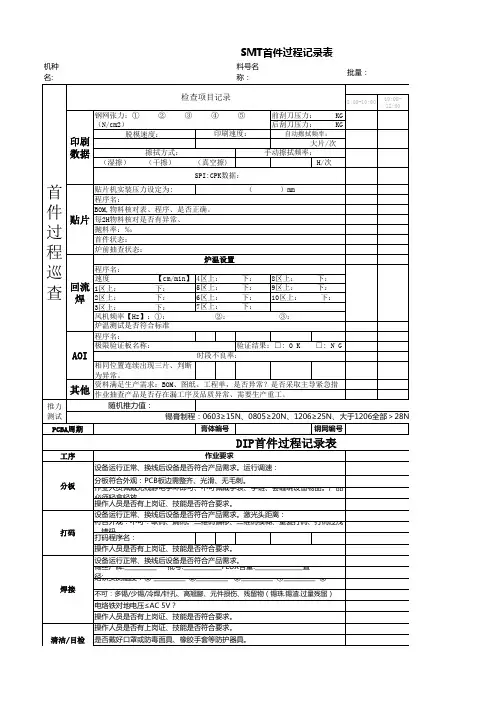
SMT手插件首件检查记录表机种客户名制令编号
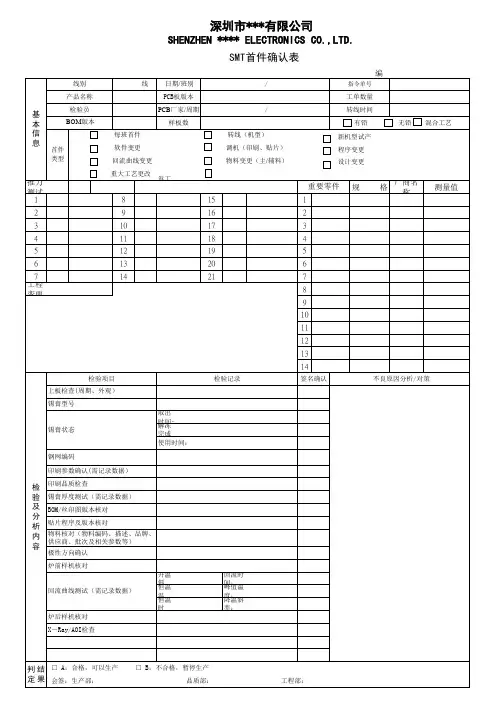
项目检查内容
判定
记录栏
OK NG
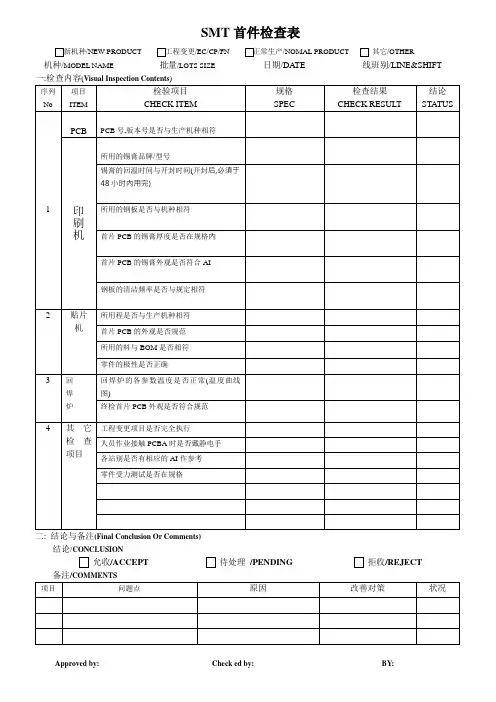
外观检查1.确认元器件制造商、制造商料号、规格
是否符合要求.
2.元器件外观应完好无损、表面无凹陷、
划伤、裂纹等现象;表面有涂层的元器
件表面应无脱落或擦伤.
3.元器件上的型号,规格标示应清晰、完
整、色标位置、颜色应符合标准. 4.电极引线应无折压和弯曲,镀层完好光
洁、无氧化锈蚀.
5.机械结构元器件尺寸合格、螺纹灵活、
转动手感合适.
6. 开关类组件操作灵活、手感良好;接插
件松紧适宜、接触良好。
7.检查PCB有无变形,丝印是否模糊不清,
线路有无短路、断路,表面是否清洁、
刮伤、起铜皮等现象.
8.组件有无误插、漏插、逆插、组件浮高、
组件损伤、组件翘起.
9.锡点检查:检查有无锡多、锡少、裂锡、
锡珠、锡尖、残渣、冷焊、假焊、锡桥、
锡洞等不良现象.
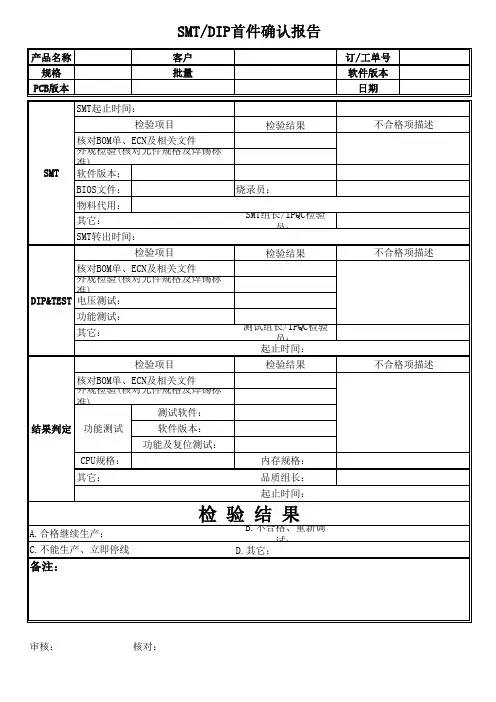
功能测试1.电压测试:实际值 (V)测量值 (V)
2.电流测试:实际值 (A)测量值 (A)
3.功率测试:实际值 (W)测量值 (W)
4.ICT测试:各参数值都在规定范围内
5.波形测试:与标准波形相一致
6.失真度测试:失真度越低越好
7.S/N测试:在规定范围内
承认确认担当判定备
注。
1
231
2.如检查结果栏当次无NG,则当次确认结果为OK,否则当次确认结果为NG.
注:1.在"检查结果"栏填"OK"或"NG"或"/","/"表示不适用
不
良
项
目不合格项描述
改善行动和对策PCBA 炉后目检(二)6 ● 标识位置及颜色与作业指导书相符
● IC无错料、反向、短路、虚焊
●检查所有零件无移位、漏料、错料、烂料、侧立、反面、反
向等不良;PC B板面无脏污
● 检查回流炉温度及链条转动速度在规格内
● 回流炉程序名_________________
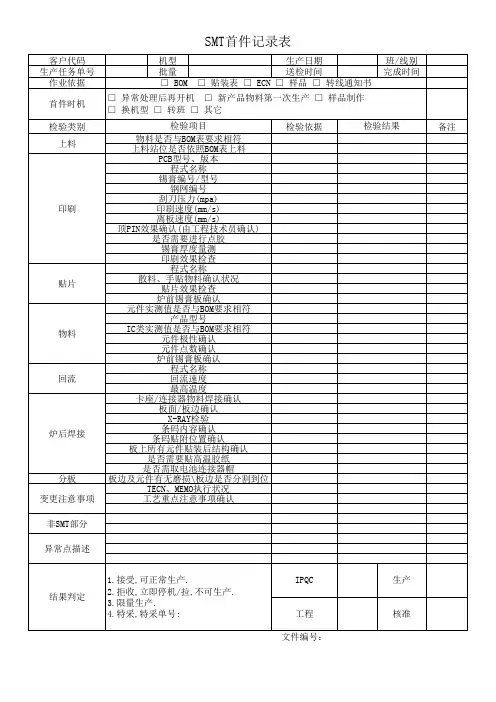
PCB 版本_________________________ ●锡膏规格_________________________ ●锡浆印刷状况监测:______________
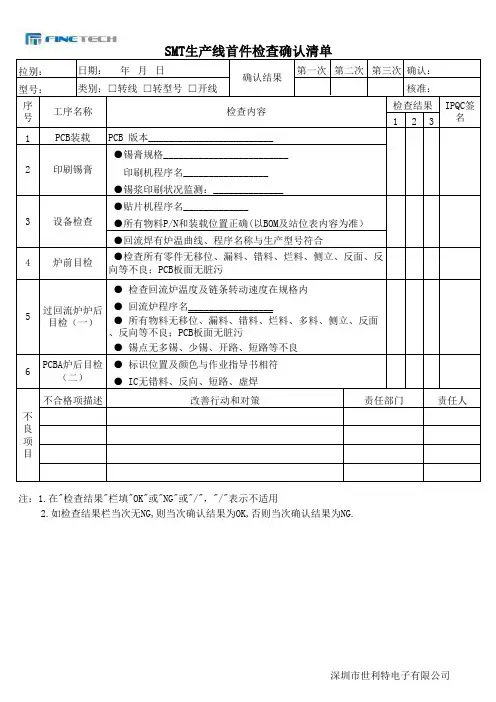
45过回流炉炉后目检(一)3设备检查炉前目检序号
工序名称PC B装载 印刷机程序名_________________
2印刷锡膏检查内容确认结果第一次 第二次 第三次 确认: 核准:拉别:
型号:
日期: 年 月 日类别:□转线 □转型号 □开线IPQC签名
检查结果责任人责任部门 ●贴片机程序名_____________
●所有物料P/N和装载位置正确(以BOM及站位表内容为准)
●回流焊有炉温曲线、程序名称与生产型号符合
● 所有物料无移位、漏料、错料、烂料、多料、侧立、反面
、反向等不良;P C B板面无脏污
● 锡点无多锡、少锡、开路、短路等不良
深圳市世利特电子有限公司。
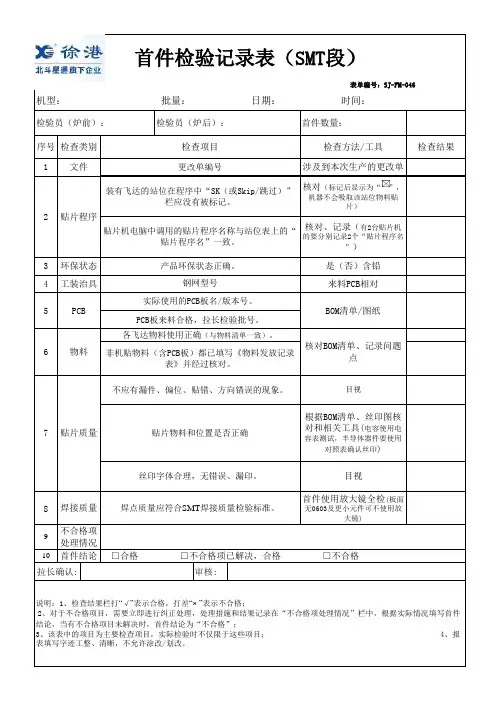
序号38910审核:拉长确认:说明:1、检查结果栏打“√”表示合格,打差“× ”表示不合格;2、对于不合格项目,需要立即进行纠正处理,处理措施和结果记录在“不合格项处理情况”栏中,根据实际情况填写首件结论,当有不合格项目未解决时,首件结论为“不合格”;3、该表中的项目为主要检查项目,实际检验时不仅限于这些项目;4、报表填写字迹工整、清晰,不允许涂改/划改。
表单编号:SJ-FM-04664不合格项处理情况物料PCB各飞达物料使用正确(与物料清单一致)。
核对BOM清单、记录问题点PCB板来料合格,拉长检验批号。
BOM清单/图纸5工装治具贴片质量7丝印字体合理,无错误、漏印。
目视实际使用的PCB板名/版本号。
钢网型号焊点质量应符合SMT 焊接质量检验标准。
不应有漏件、偏位、贴错、方向错误的现象。
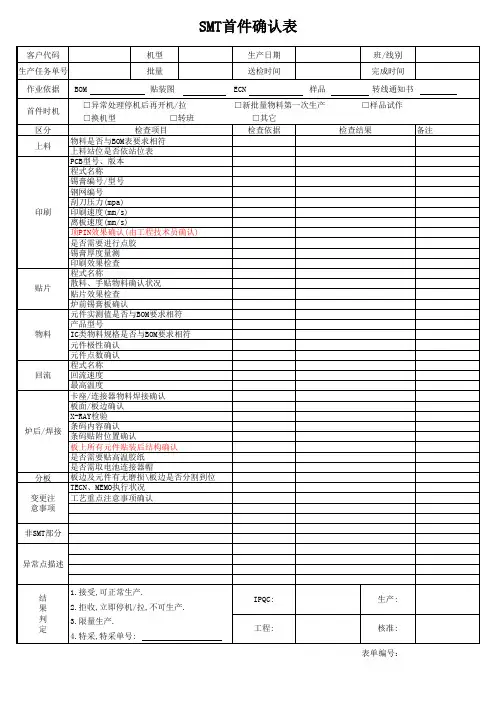
根据BOM清单、丝印图核对和相关工具(电容使用电容表测试,半导体器件要使用对照表确认丝印)首件使用放大镜全检(板面无0603及更小元件可不使用放大镜)焊接质量检查类别检验员(炉后):检验员(炉前):首件数量:首件结论 □合格 □不合格项已解决,合格 □不合格2非机贴物料(含PCB板)都已填写《物料发放记录表》并经过核对。
核对(标记后显示为“ ”,机器不会吸取该站位物料贴片)核对、记录(有2台贴片机的要分别记录2个“贴片程序名”)产品环保状态正确。
贴片机电脑中调用的贴片程序名称与站位表上的“贴片程序名”一致。
首件检验记录表(SMT段)机型: 批量: 日期: 时间:检查项目检查结果来料PCB相对1检查方法/工具是(否)含铅文件环保状态贴片程序涉及到本次生产的更改单装有飞达的站位在程序中“SK(或Skip/跳过)”栏应没有被标记。
目视更改单编号贴片物料和位置是否正确。