第二章焊接接头
- 格式:ppt
- 大小:3.79 MB
- 文档页数:45
《金属熔焊原理及材料焊接》习题答案绪 论一、填空题1.连接金属材料的方法主要有____________、____________、____________、____________等形式,其中,属于可拆卸的是___________、____________属于永久性连接的是____________、____________。
2. 按照焊接过程中金属所处的状态不同,可以把焊接分为___________、___________ 和__________三类。
3.常用的熔焊方法有_____________、_______________、_______________等。
4.焊接是通过____________或___________或两者并用,用或不用______________,使焊件达到结合的一种加工工艺方法。
5.压焊是在焊接过程中,必须对焊件施加___________,以完成焊接的方法。
二、判断题(正确的划“√”,错的划“×”)1.焊接是一种可拆卸的连接方式。
﹙ ﹚2.熔焊是一种既加热又加压的焊接方法。
﹙ ﹚3.钎焊是将焊件和钎料加热到一定温度,使它们完全熔化,从而达到原子结合的一种连接方法。
﹙ ﹚4.钎焊虽然在宏观上也能形成不可拆卸的接头,但在微观上与压焊和熔焊是有本质区别的。
﹙ ﹚5.焊接接头由焊缝和因焊接热传递的影响而产生组织和性能变化的焊接热影响区构成。
﹙ ﹚6.焊接是通过加热或加压,或两者并用,用或不用填充材料,使焊件达到原子结合的一种方法。
﹙ ﹚答案一、填空题1.螺纹连接 键连接 铆接 焊接 螺纹连接 键连接 铆接 焊接2.熔焊 钎焊 压焊3.气焊 焊条电弧焊 CO气体保护焊24.加热 加压 填充材料5.压力二、判断题1.× 2.× 3× 4.√ 5.√第一章 焊接热源及其热作用一、填空题1.常用焊接热源有_____________热、_____________热、_____________热、_____________和_____________等。

焊接接头标准焊接接头是指焊接件上的连接部分,它是焊接结构的重要组成部分。
焊接接头的质量直接影响到整个焊接结构的安全可靠性,因此对焊接接头的标准要求非常严格。
在进行焊接接头时,必须严格按照相关标准进行操作,以确保焊接接头的质量符合要求。
首先,焊接接头的准备工作非常重要。
在进行焊接之前,必须对接头进行清洁处理,去除表面的油污、氧化物等杂质,以保证焊接质量。
同时,还需要对焊接材料进行选择,确保选用的焊接材料符合相关标准要求,以保证焊接接头的强度和耐蚀性。
其次,焊接接头的焊接工艺也是至关重要的。
在进行焊接时,必须严格按照焊接工艺规程进行操作,包括焊接电流、焊接速度、焊接温度等参数的控制。
只有在严格按照标准要求进行焊接操作时,才能确保焊接接头的质量达到标准要求。
另外,焊接接头的检测也是必不可少的环节。
在焊接完成后,必须对焊接接头进行全面的检测,包括外观检测、尺寸检测、无损检测等,以确保焊接接头的质量符合标准要求。
只有通过严格的检测,才能保证焊接接头的质量可靠。
此外,焊接接头的环境条件也会对其质量产生影响。
在焊接过程中,必须保证焊接环境的清洁和干燥,避免因环境条件不良而影响焊接接头的质量。
同时,还需要对焊接接头进行防护,避免受到外部环境的侵蚀,以确保焊接接头的长期使用性能。
总之,焊接接头的标准要求非常严格,需要在焊接接头的准备、焊接工艺、检测和环境条件等方面严格遵守相关标准要求。
只有通过严格的操作和检测,才能确保焊接接头的质量达到标准要求,从而保证焊接结构的安全可靠性。
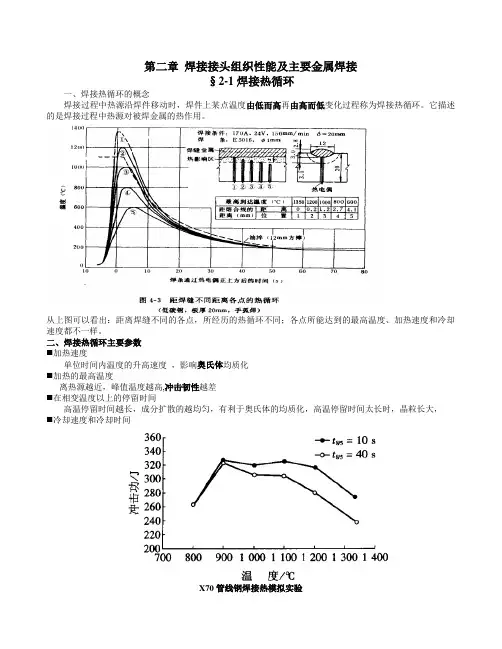
第二章焊接接头组织性能及主要金属焊接§2-1焊接热循环一、焊接热循环的概念焊接过程中热源沿焊件移动时,焊件上某点温度由低而高再由高而低变化过程称为焊接热循环。
它描述的是焊接过程中热源对被焊金属的热作用。
从上图可以看出:距离焊缝不同的各点,所经历的热循环不同;各点所能达到的最高温度、加热速度和冷却速度都不一样。
二、焊接热循环主要参数⏹加热速度单位时间内温度的升高速度,影响奥氏体均质化⏹加热的最高温度离热源越近,峰值温度越高,冲击韧性越差⏹在相变温度以上的停留时间高温停留时间越长,成分扩散的越均匀,有利于奥氏体的均质化,高温停留时间太长时,晶粒长大,⏹冷却速度和冷却时间X70管线钢焊接热模拟实验加热最高温度与热影响区-20℃冲击韧性关系⏹表示:从800℃冷却到500℃的时间;⏹表示:从800℃冷却到300℃的时间;⏹表示:从峰值温度冷却到100℃时的时间。
三、多层热循环的特点⏹长段多层焊(l>1m)前道冷至100~200℃⏹短段多层焊(l=50mm~400mm)第一道冷至Ms点前长段多层焊(l>1m)热循环,短段多层热循环(a)代表1点的热循环(b)4点的热循环t B代表A3 冷至Ms的时间四、影响热循环的特点⏹1、材质:导热系数,比热容,密度⏹2、工件的尺寸、形状:(1)体积效应:体积大,冷却快(2)厚板冷却速度大于薄板(3)T形接头冷却速度大于对接接头⏹3、工艺条件:E(线能量),To(预热温度)等(1)线能量越大,峰值温度越大,高温停留时间越长(2)To对加热速度无太大影响,但明显降低冷却速度§2-2 焊缝结晶及组织一、熔池的概念:熔焊时,在高温热源的作用下,局部熔化的母材与熔化了的焊丝金属搅拌混合而形成的具有一定几何形状的液体金属便叫做焊接熔池(Weld Pool)。
熔池就相当于炼钢炉,进行着复杂冶金反应焊接熔池形状示意图二、熔池结晶的特点⏹体积小、重量轻、冷却快(10000)⏹熔池是在运动状态下结晶⏹熔池温度高、合金烧损多,柱状晶多,等轴晶少。
第二章基础知识题一、判断题1.焊缝余高越大,则焊缝的强度越高。
(×)2.焊接接头中最危险的焊接缺陷是气孔。
(×)3.冷裂纹都具有延时性质,所以又称为延时裂纹。
(√)4.促使形成热裂纹的三个主要元素是硫、磷、碳。
(√)5.焊条烘干的目的是为了防止产生气孔而不是防止产生裂纹。
(×)6.低碳钢的焊接缺陷主要是气孔而不是裂纹。
(√)7.再热裂纹产生在焊接热影响区的过热晶粒组织中,而热影响区的细晶区和母材都不会产生再热裂纹。
(√)8.水压试验可以用来检验压力容器的致密性和强度。
(√)9.壁厚大于46毫米的压力容器焊缝,常用的探伤方法是磁粉探伤。
(×)10.测定热影响区的最高硬度值,可做为该钢材焊接性的一个参考指标。
(√)11.断口检查对未熔合,未焊透等缺陷不敏感。
(×)12.焊接接头的位伸试验是属于非破坏性检验。
(×)13.以患有心脏病、肺病和神经系统疾病的人,允许他们从事焊接工作。
(×)14.所有用电来进行焊接的工人,都有触电的危险。
(√)15.可以用车间内的金属结构、管道和行车轨道等搭连起来,作为焊机的二次导线使用。
(×)16.焊机允许在两次端短路的情况下进行启动。
(×)17.焊工在位、合电闸时,最好双手进行。
(×)18.手弧焊工出汗或在潮湿地点进行焊接作业而发生触电的主要原因是弧焊机的空载电压太高。
(√)19.焊接过程中,在电弧不熄灭的情况下,允许焊工调节焊接电流。
(×)20.在容器内焊接时,外面必须设人监护,或两人轮换工作。
(√)21.在容器内焊接时,应有良好的通风措施,照明电压应采用12V。
(√)22.严禁用氧气代替压缩空气在容器内进行吹风。
(√)23.高空作业时,不准使用高频引弧器。
(√)24.雨天、雪天、雾天或刮六级以上大风时,禁止高空作业。
(√)25.焊工职业病是由于职业环境、条件所造成,但并不是每个焊工都必家染上,关键是要注意预防、注意安全卫生,注意早期诊断治疗。