反应注射成型工艺及其发展1.
- 格式:pdf
- 大小:3.48 MB
- 文档页数:23
反应注射成型工艺
反应注射成型工艺是一种特殊的注射成型方法,其特点在于成型过程中涉及化学反应。
这种工艺主要利用两种或多种液态单体或预聚物,以一定比例混合,在加压下混合均匀后,立即注射到闭合模具中,并在模具内聚合固化,最终定型成制品。
该工艺的主要步骤包括:
1、加料:按照设定的比例将液态单体或预聚物加入到混合头中。
2、塑化:在高压下,这些液态物料被混合均匀,形成均匀的混合物。
3、注射:将混合好的物料快速注射到闭合的模具中。
4、冷却与固化:在模具内,物料发生聚合反应,逐渐固化,同时通过冷却系统控制固化过程。
5、脱模:待制品冷却到一定温度后,打开模具,将制品推出。
反应注射成型工艺具有设备投资及操作费用低、制件外表美观、耐冲击性好、设计灵活性大等优点。
它特别适用于生产大面积制件和复杂形状的制品,如汽车保险杠、仪表板等。
此外,为了进一步提高制品的刚性和强度,还可以在原料中加入各种增强材料,形成增强反应注射成型工艺。
然而,反应注射成型工艺也要求各组分一经混合,必须立即快速反应,并且物料能固化到可以脱模的程度。
因此,需要采用专用原料和配方,有时制品还需进行热处理以改善其性能。
原料贮罐及模具的
温度控制也是非常重要的。
总的来说,反应注射成型工艺是一种高效、灵活的塑料加工方法,广泛应用于汽车、电子、家电等领域。
随着技术的进步和工艺的完善,该工艺将在更多领域得到应用。
注射成型工艺的定义及应用注射成型工艺是一种非常常用的塑料加工方法,适用于制造各种复杂形状的塑料制品。
该工艺通过将加热熔融的塑料材料注入到模具中,然后通过冷却和固化来制造出所需形状的制品。
注射成型工艺可以应用于各个领域,如汽车、电子、家电、医疗设备、玩具等。
注射成型工艺的原理是将固态塑料加热到熔融状态,然后使用注射机将熔融塑料注入到预先设计好的模具中。
在注入过程中,注射机通过高压力将熔融塑料注入到模具的腔体中,待塑料冷却和固化后,模具打开,制品从模具中取出。
在整个过程中,需要精确控制注射压力、温度和注射时间等参数,以确保所制造的产品具有高质量。
注射成型工艺具有以下几个优势:1. 生产效率高:注射成型工艺采用自动化生产方式,可以实现高速生产,提高生产效率。
2. 制品质量高:注射成型工艺可以制造出复杂形状的制品,能够满足高精度和高质量的要求。
3. 生产成本低:注射成型工艺可以大批量生产,减少人工成本和材料浪费,降低生产成本。
4. 环保节能:注射成型工艺不会产生废水废气等污染物,符合环保要求,同时也可以节约能源。
注射成型工艺广泛应用于各个行业,下面我将依次介绍几个应用领域:1. 汽车行业:汽车零部件如仪表盘、门板、车灯等都可以通过注射成型工艺来制造。
注射成型工艺可以实现复杂形状、轻量化和高韧性要求,满足汽车工业不断提高产品质量、降低成本的需求。
2. 电子行业:注射成型工艺在电子行业中的应用非常广泛,如手机壳、键盘、电视外壳、充电器等。
注射成型工艺可以制造出光滑、细腻的外观,为电子产品增加美观度和手感。
3. 家电行业:家电制品如冰箱、洗衣机、风扇等都可以采用注射成型工艺制造。
注射成型工艺可以实现产品结构复杂、组装方便、使用寿命长等特点,满足家电行业对产品功能和性能的要求。
4. 医疗设备:注射成型工艺在医疗设备制造中也有广泛应用,如注射器、输液器、雾化器等。
注射成型技术可以实现医疗器械的高精度制造,确保产品无菌、安全可靠。
注射成型生产工艺过程一、注射成型生产工艺概述注射成型是一种将熔融的塑料通过高压注射到模具中成型的方法。
它是目前广泛应用于制造塑料制品的一种成型工艺,因其生产效率高、质量稳定、加工精度高等特点而备受青睐。
二、注射成型生产工艺步骤1. 原材料准备:根据产品要求选择适当的原材料,并进行预处理,如干燥、混合等。
2. 模具设计:根据产品要求设计模具,并制作出来。
3. 注射成型机调试:将模具安装在注射成型机上,并进行调试,包括调节温度、压力等参数。
4. 开始生产:将预处理好的原材料放入注射机中,通过高压将其注入模具中。
待塑料冷却后,取出产品并进行后续加工处理。
5. 检验产品质量:对生产出来的产品进行严格检验,确保其符合要求。
三、原材料准备1. 塑料颗粒预处理:首先需要对塑料颗粒进行预处理,以确保其在注射过程中能够达到最佳加工状态。
一般来说,塑料颗粒需要进行干燥、混合等处理。
2. 颜色添加:如果产品需要染色,还需要将颜色添加剂加入到塑料中进行混合。
3. 填充物添加:如果产品需要增加硬度或其他特性,还可以向塑料中添加填充物。
四、模具设计1. 模具结构设计:根据产品的形状、尺寸等要求,设计出相应的模具结构。
2. 模具材质选择:根据产品要求选择适当的模具材质,并进行制作。
3. 模具表面处理:为了确保产品表面光滑,还需要对模具表面进行抛光等处理。
五、注射成型机调试1. 温度调节:根据原材料的种类和要求,调节注射成型机的温度,以确保塑料颗粒能够在最佳状态下进行熔融和注射。
2. 压力调节:根据产品要求和模具结构,调节注射成型机的压力参数,以确保塑料能够完整地填充整个模具空间。
六、开始生产1. 填充模腔:将预处理好的塑料颗粒放入注射成型机中,通过高压将其注入模具中。
2. 冷却固化:待塑料冷却后,取出产品并进行后续加工处理。
七、检验产品质量1. 外观检查:对产品外观进行检查,确保表面光滑、无瑕疵等。
2. 尺寸检查:对产品尺寸进行检查,确保符合要求。
改性阴离子聚合尼龙的研究进展杨海洋,郑梯和,刘爱学(株洲时代新材料科技股份有限公司,湖南株洲412007)摘要:本文介绍了阴离子聚合尼龙改性的研究进展,重点介绍了阴离子聚合尼龙6的填充和共聚改性研究,总结了最新的工作和其发展趋势。
关键词:阴离子聚合;尼龙;研究进展前言活性阴离子聚合尼龙是采用阴离子聚合方法,使单体快速聚合成分子量高、熔体粘度大的尼龙。
这种尼龙结晶度高(可超过50%)、密度大、工艺简单、成型时间短,在强度、刚度、吸水性、尺寸稳定性、耐化学药品性等方面都比普通尼龙优越得多。
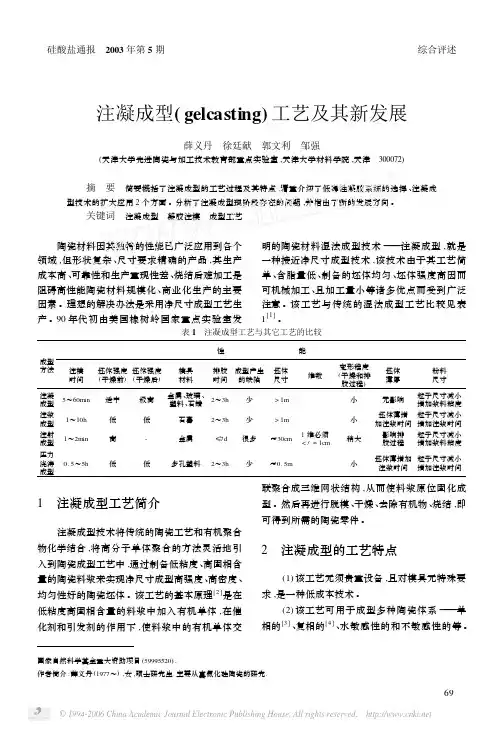
根据合成工艺的不同,活性阴离子聚合尼龙主要有铸型尼龙、反应注射成型尼龙两种。
所谓铸型尼龙,简称MC尼龙(Monomer Casting Nylon),就是在常压下将熔融的原料己内酰胺单体用强碱性的物质做催化剂,与活性剂等助剂一起,直接注入预热到一定温度的模具中,物料在模具内很快地进行聚合反应,凝结成白色坚韧的固体坯件[1]。
而反应注射成型(RIM)是将两股含有反应催化剂和引发剂的低粘度流体注入到模具中。
目标聚合物分子量的增长就像一个化学反应的进行,将单体转变为刚性的固体聚合物部件[2]。
RIM尼龙6所用的原料系统与一般的己内酰胺有所不同,其主要区别是首先用聚醚多元醇与催化剂反应制成预聚物,然后再与己内酰胺共聚制成嵌段共聚物[3]。
RIM尼龙与MC尼龙都是采用活性阴离子聚合的方法,技术有很多相似点,是MC尼龙工业制造方法的进一步开拓[4]。
MC尼龙设备简单,但是成型后制备需要大量的加工,浪费原料。
RIM尼龙的特点是参与反应的原料之间的比例可精确调节,参与反应的组分为液体,其粘度低,充模时的流动性好,充模压力和锁模力都很低,从而也就降低了成型设备和模具的造价,而且适合于成型大面积、薄壁和形状复杂的注塑制品。
近年来,许多科研人员对MC尼龙和RIM尼龙做了大量的改性研究,尤其在填充和共聚改性方面,而且研制出了许多性能优异及及可满足特殊要求的改性阴离子聚合尼龙。
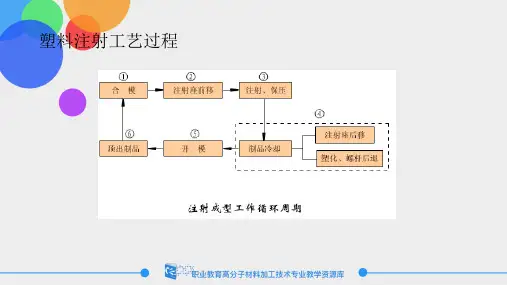
塑料成型工艺讨论课报告注射成型的原理、特点、应用及工艺过程姓名:1.注射成型原理将粒状或粉状的塑料加入到注射机的料斗,在注射机内塑料受热熔融并使之保持流动状态,然后在一定压力下注人闭合的模具,经冷却定型后,熔融的塑料就固化成为所需的塑件。
2.注射成型特点注射成型的生产周期短,生产率高,采用注射成型可以生产形状复杂,尺寸要求高及带有各种嵌件的塑件,这是其它塑料成型方法都难以达到的;其次,注射成型在生产过程容易实现自动化,如注射、脱模、切除浇口等操作过程都可实现自动化,因而注射成型得到了广泛的应用。
2.1 优点:成型周期短、生产效率高、易实现自动化能成型形状复杂、尺寸精确、带有金属或非金属嵌件的塑料制件产品质量稳定适应范围广2.2 缺点:注塑设备价格较高;注塑模具结构复杂;生产成本高、生产周期长、不适合于单件小批量的塑件生产。
3.应用除少数热塑性塑料(氟塑料)外,几乎所有的热塑性塑料都可以用注射成型方法生产塑件。
注射成型不仅用于热塑性塑料的成型,而且已经成功地应用于热固性塑料的成型。
目前,其成型制品占目前全部塑料制品的20-30%。
为进一步扩大注射成型塑件的范围,还开发了一些专门用于成型有特殊性能或特殊结构要求塑件的专用注射技术.如高精度塑件的精密注射、复合色彩塑件的多色注射、内外由不同物料构成的夹芯塑件的夹芯注射和光学透明塑件的注射压缩成型等。
4.注射成型工艺过程4.1 成型前准备原料外观检验及工艺性能测定:包括塑料色泽、粒度及均匀性、流动性(熔体指数、粘度)热稳定性及收缩率的检验。
塑料预热和干燥:除去物料中过多的水分和挥发物,以防止成型后塑件表面有缺陷或发生降解,影响塑料制件的外观和内在质量。
物料干燥的方法:小批量生产,采用烘箱干燥;大批量生产,采用沸腾干燥或真空干燥。
料筒清洗:当改变产品、更换原料及颜色时均需清洗料筒。
嵌件预热:减少物料和嵌件的温度差,降低嵌件周围塑料的收缩应力,保证塑件质量。
图1 一步法工艺的工作原理示意图(图片来自KraussMaffei T echnologies GmbH)*更多详情扫码关注网站27 2021/03艺环保无污染,生产环境与注射成型车间相同,极大地节省了物流成本,减少了操作环节、生产占地空间及能耗。
根据克劳斯玛菲的测算,在同样条件下,与喷涂工艺相比,使用ColorForm工艺的综合生产成本可降低30%。
一步法工艺不仅拥有成本优势,而且获得的涂层品质高,产品设计空间大、灵活性高。
例如,涂层厚度均匀且可控,外观无缺陷,可以获得透明和各种彩色涂层,包括金属漆效果、皮纹外观和软触感,以及各种花纹和几何图案等;产品设计允许在同一表面集成多种颜色和不同的外观效果,以及具有真实外观和触感的3D表面造型、可设计的光泽度和表面自修复功能。
另外,一步法工艺还可以非常便利地与IMD/ IML等膜片注射工艺相结合,把装饰薄膜和功能薄膜以及真木木皮等嵌入产品,使用高度透明的聚氨酯对产品表面施以双重模内修饰,令产品外观呈现相应的设计效果或功能,例如,色彩丰富的外观、触控表面、背光、透光和氛围灯等效果,甚至目前备受关注的隐藏式开关设计也可以实现。
这些特性,也是一步法工艺与智能表面应用的基本契合点。
随着智能表面在汽车和其他多个领域的应用越来越多,相信一步法工艺也会有更多的应用可能性和更大的发展空间。
聚氨酯和模内涂装工艺聚氨酯材料(P U R)是聚酯多元醇或聚醚多元醇与异氰酸酯反应形成的聚合物。
聚氨酯材料具有高度可设计的特性,依据使用的原料和配方,既可以是热固性材料,也可以是热塑性材料;既可以制成软泡、硬泡或自结皮等发泡制品,也可以制成非发泡的弹性体、纤维、涂料和粘合剂等;与玻纤或碳纤亦或天然纤维结合,可以制成强度高、重量轻的复合材料。
得益于优异的使用性能和加工性能,聚氨酯广泛地应用于含汽车在内的众多细分市场。
反应注射成型,即RIM工艺,是聚氨酯成型的一个重要途径。
与热塑性注射成型的物理过程不同,RIM工艺的核心是两种不含任何溶剂的液体组分通过化学反应固化成型。