反应注射成型(RIM)聚氨酯特性与应用
- 格式:ppt
- 大小:3.04 MB
- 文档页数:83
![[工学]反应注射成型技术在聚氨酯材料合成中的研究与应用](https://uimg.taocdn.com/cff1c521f90f76c661371af3.webp)
反应注射成型技术在聚氨酯材料合成中的研究与应用摘要:主要介绍反应型注射技术,以及在聚氨酯合成中的研究与应用,并对几种不同的类型的RIM-PU注射成型技术进行介绍关键词:反应型注射聚氨酯自增强1. 前言:反应注射成型,简称RIM( Reaction Injection Molding),是将两种或两种以上具有反应性的液体组分在一定温度下注入模具型腔内,在其中直接生成聚合物的成型技术。
即将聚合与成型加工一体化,或者说,直接从单体得到制品的“ 一步法注射技术”。
和传统的热塑性注射成型 (TIM)不同,RIM是单体在模具中聚合而形成固体聚合物,而TIM是聚合物在模具中冷却才成型。
其它反应成型加工方法,如单体浇铸成型、热固性塑料的注射成型,虽然也是在形成部件的形状后完成聚合反应。
而在RIM中,单体和模具的温度没有很大的不同,而是靠基体激烈撞击混合来活化反应。
和各种聚合物加工方法相比RIM制品最节能,RIM 是目前聚合物加工领域中引人注目的新方向。
RIM技术可用于聚氨酯、硅橡胶、环氧树脂和尼龙的成型加工。
RIM聚氨酯发展尤为迅速,现已用于制造汽车内饰件、机器外壳和家具等。
汽车行业为了获得高模量的聚氨酯制品,又发展了增强反应注射成型(RRIM)。
聚氨酯(PU) 反应注射成型(RIM) 近年来发展十分迅速,其主要原料有 A料和B料。
A料通常为低分子量聚酯或聚醚,有时也加入其他添加剂。
B料为各种异氰酸酯,目前国内外常用二苯甲烷二异氰酸酯(MDI )或液化改性MDI (L—MDI)。
反应注射成型聚氨醋( RIM—PU) 是70年代初聚合物加工领域中研制开发的一门新型交叉成型技术,它是由低粘度高活性的异氰酸酯和多元醇经高压碰撞混合,通过化学、物理等变化而成型的。
它具有成型温度和压力低、能耗少、材料性能优良等优点,近年来发展和应用极为迅速。
2. RIM在聚氨酯方面的发展聚氨酯RIM聚氨酯制品(RIM—PUR) 是世界上开发最早且首先达到实用化的品种:通过配方的调整.利用RIM可生产出不同密度的软、硬制品,由低密度的发泡材料到高密度的结构泡沫材料,低或高模量的弹性体等。
RIM是种非常灵活的塑料成型工艺,尤其适用于以下情况:•零件面积大于0.22 m2•零件质量超过1 kg•同时存在厚壁和薄壁•零件表面有很高的外观或结构要求•零件要求有很高的硬度且要有很好的抗冲击性初识RIMRIM全称是Reaction Injection Molding,中文是反应注射。
它可以:•降低您的模具成本•设计更加自由•更高的比强度•改善或减少二次加工•没有缩痕•更轻巧•广泛的物理特性除了高强度,低重量,在物理性能方面,它强度高,重量低,耐热,绝热,尺寸稳定,并且抗冲击性良好。
在化学性能方面,它耐腐蚀,耐候性良好。
比起热塑性塑料的注塑成型,反应注射成型温度低,注射压力小,消耗的能量要少,而且使用的设备和场地也少,因而更加经济。
比起其它的热固性塑料成型,反应注射的自动化程化程度更高。
RIM的原理反应注射成型的材料一般为聚氨酯树脂、不饱和聚酯树脂和环氧树脂,目前应用最多的是聚氨酯树脂。
将两种反应原材料(聚氨酯组分和树脂混合物)分别放入有搅拌器可控温度的进料罐中,通过精确计量,在高压下进入混合头。
注射开始时,混合头的阀门打开,反应物在一定压力下进入混合头的混合室,高速激烈碰撞,然后在接近大气压的压力下流入模具,经放热化学反应,在模具中形成聚氨酯聚合体。
注射和成型周期决定于零件的大小以及所用的聚氨酯体系。
.可以生产大尺寸零件成型零件的大小取决于聚氨酯组分的反应固化速度以及反应注射机的注射流量。
聚氨酯组分有着很好的流动性,即使很大零件也容易充模。
2. 制品镶嵌件工艺简便先将镶嵌件放入模具中,成型过程中就完成了嵌入件的封装。
钢或铝合金的结构框架,窗户玻璃,电子传感器等都可以用RIM工艺封装。
3. 可以制作不同壁厚的零件RIM的特殊性工艺决定了可以灵活的设计零件,壁厚的可变范围相当大,同一个模塑件的横截面可以从6毫米到28毫米间变化。
4. 制品表面质量好可以生产出表面为A级曲面的零件。
5. 模内漆涂装可以在注射前将模内漆涂在模具中,模内漆在成型过程中和聚氨酯材料结合为一体,从而在模具内完成了零件的装饰。
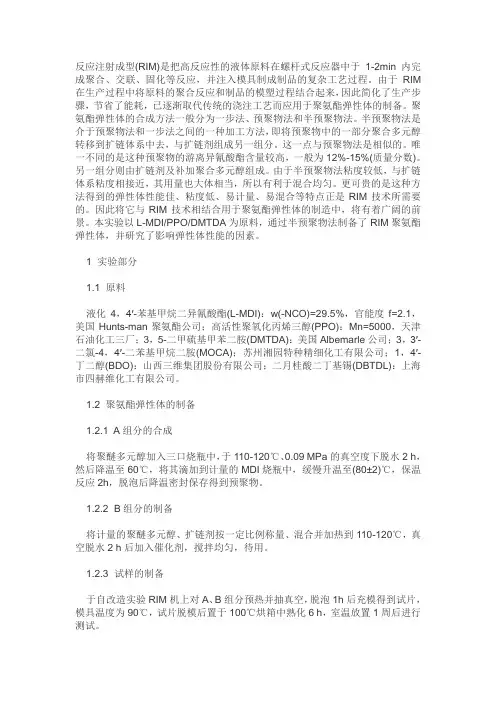
反应注射成型(RIM)是把高反应性的液体原料在螺杆式反应器中于1-2min内完成聚合、交联、固化等反应,并注入模具制成制品的复杂工艺过程。
由于RIM 在生产过程中将原料的聚合反应和制品的模塑过程结合起来,因此简化了生产步骤,节省了能耗,已逐渐取代传统的浇注工艺而应用于聚氨酯弹性体的制备。
聚氨酯弹性体的合成方法一般分为一步法、预聚物法和半预聚物法。
半预聚物法是介于预聚物法和一步法之间的一种加工方法,即将预聚物中的一部分聚合多元醇转移到扩链体系中去,与扩链剂组成另一组分。
这一点与预聚物法是相似的。
唯一不同的是这种预聚物的游离异氰酸酯含量较高,一般为12%-15%(质量分数)。
另一组分则由扩链剂及补加聚合多元醇组成。
由于半预聚物法粘度较低,与扩链体系粘度相接近,其用量也大体相当,所以有利于混合均匀。
更可贵的是这种方法得到的弹性体性能佳、粘度低、易计量、易混合等特点正是RIM技术所需要的。
因此将它与RIM技术相结合用于聚氨酯弹性体的制造中,将有着广阔的前景。
本实验以L-MDI/PPO/DMTDA为原料,通过半预聚物法制备了RIM聚氨酯弹性体,并研究了影响弹性体性能的因素。
1 实验部分1.1 原料液化4,4′-苯基甲烷二异氰酸酯(L-MDI):w(-NCO)=29.5%,官能度f=2.1,美国Hunts-man聚氨酯公司;高活性聚氧化丙烯三醇(PPO):Mn=5000,天津石油化工三厂;3,5-二甲硫基甲苯二胺(DMTDA):美国Albemarle公司;3,3′-二氯-4,4′-二苯基甲烷二胺(MOCA);苏州湘园特种精细化工有限公司;1,4′-丁二醇(BDO):山西三维集团股份有限公司;二月桂酸二丁基锡(DBTDL):上海市四赫维化工有限公司。
1.2 聚氨酯弹性体的制备1.2.1 A组分的合成将聚醚多元醇加入三口烧瓶中,于110-120℃、0.09 MPa的真空度下脱水2 h,然后降温至60℃,将其滴加到计量的MDI烧瓶中,缓慢升温至(80±2)℃,保温反应2h,脱泡后降温密封保存得到预聚物。
RIM工艺在汽车车身NVH方面的应用广汽菲亚特汽车有限公司贺前勇北京兴信易成机电工程有限公司刘海涛陶氏(DOW)化学中国有限公司杨晓军,乐传华固瑞克(Graco)流体设备中国有限公司詹力随着国内汽车制造业的蓬勃发展,新技术和新工艺不断得到应用,提升了车辆的制造水平。
从最近的车展不难看出汽车制造技术全球化的趋势,新技术无论国别都会被全球的汽车制造企业所吸收采纳。
本文借此机会为汽车制造企业介绍一种新工艺——RIM(reaction inject molding 反应注射成型)工艺,此工艺采用DOW化学新型聚氨酯发泡材料,阻断车身噪声传播途径来达到改善车内噪声的目的。
另有结构加强应用,本文不做赘述。
随着人们物质需求的不断增长,对车辆品质的要求提高,所以增加车辆结构的安全性、提高乘坐的舒适性和降低能源消耗成为所有汽车制造企业的重点目标。
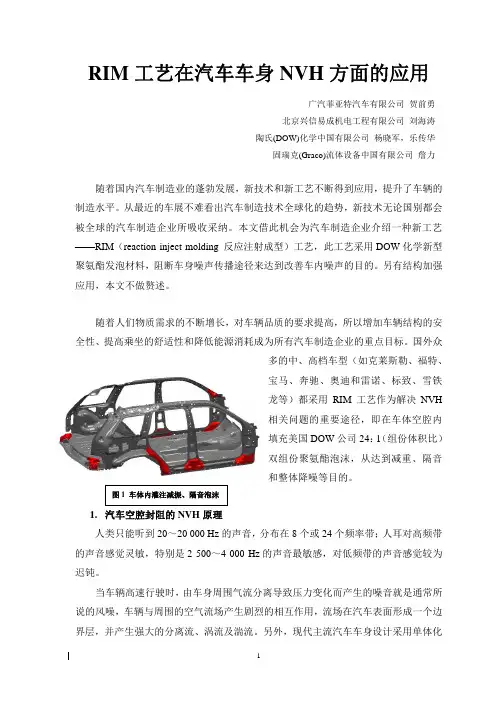
国外众多的中、高档车型(如克莱斯勒、福特、龙等)都采用RIM工艺作为解决NVH相关问题的重要途径,即在车体空腔内填充美国DOW公司24:1(组份体积比)双组份聚氨酯泡沫,从达到减重、隔音和整体降噪等目的。
1.汽车空腔封阻的NVH原理人类只能听到20~20 000 Hz的声音,分布在8个或24个频率带;人耳对高频带的声音感觉灵敏,特别是2 500~4 000 Hz的声音最敏感,对低频带的声音感觉较为迟钝。
当车辆高速行驶时,由车身周围气流分离导致压力变化而产生的噪音就是通常所说的风噪,车辆与周围的空气流场产生剧烈的相互作用,流场在汽车表面形成一个边界层,并产生强大的分离流、涡流及湍流。
另外,现代主流汽车车身设计采用单体化车身(unitized-body),车身侧围板是由内外薄壁钢板冲压组焊而成,存在旁路空腔结构。
由于空腔的贯通,空气在侧围空腔通道产生高速气流场,就是通常所说的空腔共鸣噪声;而车辆在高速行驶状态下空腔的孔洞会把风噪、发动机噪声、振动噪声和排气噪声放大,并传送到驾驶员和乘客的耳中,使车内安静舒适性降低。
聚氨酯化学与工艺反应注射成型(RIM)聚氨酯•6.1 反应注射成型简介•6.2 RIM-聚氨酯加工机械简介•6.3 RIM-聚氨酯的化学反应特性•6.4 RIM-聚氨酯用原料•6.5 增强RIM材料•6.6 RIM聚氨酯的应用第六章反应注射成型(RIM)聚氨酯6.1 反应注射成型简介反应注射成型又称反应注塑模制RIM(ReactionInjection Moulding),是由分子量不大的齐聚物以液态形式进行计量,瞬间混合的同时注入模具,而在模腔中迅速反应,材料分子量急骤增加,以极快的速度生成含有新的特性基团结构的全新聚合物的工艺。
它是集液体输送、计量、冲击混合、快速反应和成型同时进行为特征的、一步完成的全新加工新工艺,其加工简单、快捷。
RIM加工技术的优点包括以下几点:⑴RIM加工技术能量消耗低。
它与传统热塑型合成材料加工成型相比,由于加工时物料为低粘度液体状态,注模压力较低。
反应放热量大,模温较低,模具的夹持力较少,因此,其设备和加工费用相对较低。
尤其对大型制品的生产尤为突出。
(2)模具强度要求较低。
物料呈液体状态注入模具,模腔内压较低,模具承压能力较传统塑料成型模要低得多。
(3)所用原料体系比较广泛。
该项新工艺除了适用于聚氨酯、聚脲材料的生产,同时还可以用于环氧树脂、尼龙、双环戊二烯、聚酯等材料的加工成型。
(4)与传统塑料加工成型法相比,RIM工艺对制备大型制品、形状复杂制品、薄壁制品更为有利,产品表面质量好,花纹图案清晰,重现性好。
(5)该工艺加工勿需普通塑料热塑成型所需的昂贵的热流道体系,设备费仅为热塑型结构泡沫塑料成型设备的1/2~1/3,且生产出的制品无成型应力、成型周期短、生产效率高,尤其对于大批量、大尺寸制品的生产,生产成本的降低更为明显。
(6)物料以液体形态注入模具,有利于生产断面形状复杂的制品,可嵌入插入件一次成型,也可以在液体原料中添入某些增强材料。
生产增强型反应注塑模制(RRIM——Reinforced Reaction lnjection Moulding)以及在模腔中预置增强片材等生产结构增强型反应注塑模制品(SRIM——Structural Reaction Injection Moulding)等。
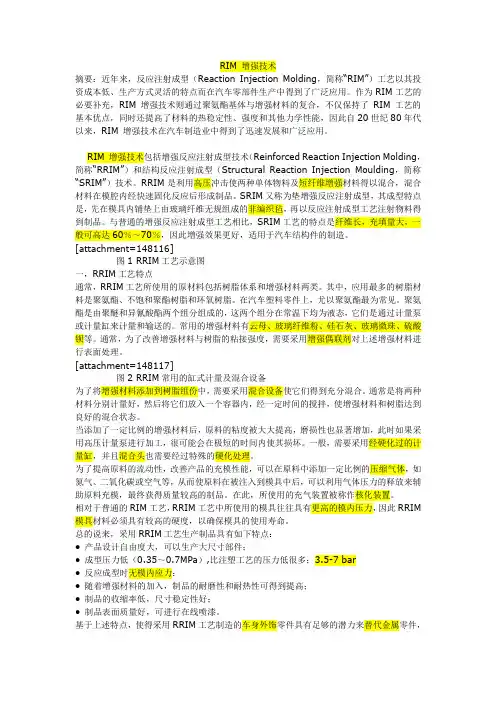
RIM 增强技术摘要:近年来,反应注射成型(Reaction Injection Molding,简称“RIM”)工艺以其投资成本低、生产方式灵活的特点而在汽车零部件生产中得到了广泛应用。
作为RIM工艺的必要补充,RIM 增强技术则通过聚氨酯基体与增强材料的复合,不仅保持了RIM 工艺的基本优点,同时还提高了材料的热稳定性、强度和其他力学性能,因此自20世纪80年代以来,RIM 增强技术在汽车制造业中得到了迅速发展和广泛应用。
RIM 增强技术包括增强反应注射成型技术(Reinforced Reaction Injection Molding,简称“RRIM”)和结构反应注射成型(Structural Reaction Injection Moulding,简称“SRIM”)技术。
RRIM是利用高压冲击使两种单体物料及短纤维增强材料得以混合,混合材料在模腔内经快速固化反应后形成制品。
SRIM又称为垫增强反应注射成型,其成型特点是,先在模具内铺垫上由玻璃纤维无规组成的非编织毡,再以反应注射成型工艺注射物料得到制品。
与普通的增强反应注射成型工艺相比,SRIM工艺的特点是纤维长,充填量大,一般可高达60%~70%,因此增强效果更好,适用于汽车结构件的制造。
[attachment=148116]图1 RRIM工艺示意图一,RRIM工艺特点通常,RRIM工艺所使用的原材料包括树脂体系和增强材料两类。
其中,应用最多的树脂材料是聚氨酯、不饱和聚酯树脂和环氧树脂。
在汽车塑料零件上,尤以聚氨酯最为常见。
聚氨酯是由聚醚和异氰酸酯两个组分组成的,这两个组分在常温下均为液态,它们是通过计量泵或计量缸来计量和输送的。
常用的增强材料有云母、玻璃纤维粉、硅石灰、玻璃微珠、硫酸钡等。
通常,为了改善增强材料与树脂的粘接强度,需要采用增强偶联剂对上述增强材料进行表面处理。
[attachment=148117]图2 RRIM常用的缸式计量及混合设备为了将增强材料添加到树脂组份中,需要采用混合设备使它们得到充分混合。
反应注射成型技术反应注射成型起源于聚氨酯塑料。
随着工艺技术的进步,该工艺也扩展到了多种材料的加工中。
与此同时,为了拓宽RIM技术的应用领域,特别是在汽车行业中的应用,该工艺还引入了纤维增强技术。
RIM简介反应注射成型(简称“RIM”)是指将具有高化学活性、相对分子质量低的双组分材料经撞击混合后,在常温低压下注入密闭的模具内,完成聚合、交联和固化等化学反应并形成制品的工艺过程。
这种将聚合反应与注射成型相结合的新工艺,具有物料混合效率高、流动性好、原料配制灵活、生产周期短及成本低的特点,适用于大型厚壁制品生产,故而受到了世界各国的重视。
RIM最早仅用于聚氨酯材料,随着工艺技术的进步,RIM也可应用于多种材料(如环氧、尼龙、聚脲及聚环戊二烯等)的加工。
用于橡胶与金属成型的RIM工艺是当前研究的热点。
为了拓宽RIM的应用领域,提高RIM制品的刚性与强度,使之成为结构制品,RIM技术得到了进一步的发展,出现了专门用于增强型制品成型的增强反应注射成型(RRIM)和专门用于结构制件成型的结构反应注射成型(SRIM)技术等。
RRIM和SRIM成型工艺原理与RIM 相同,不同之处主要在于纤维增强复合材料制品的制备。
目前,典型的RIM制品有汽车保险杠、挡泥板、车体板、卡车货箱、卡车中门和后门组件等大型制品。
它们的产品质量比SMC产品好,生产速度更快,所需二次加工量更小。
RIM成型工艺1.工艺过程RIM工艺过程为:单体或预聚物以液体状态经计量泵以一定的配比进入混合头进行混合。
混合物注入模具后,在模具内快速反应并交联固化,脱模后即为RIM制品。
这一过程可简化为:贮存→计量→混合→充模→固化→顶出→后处理。
2.工艺控制(1)贮存。
RIM工艺所用的两组分原液通常在一定温度下分别贮存在2个贮存器中,贮存器一般为压力容器。
在不成型时,原液通常在0.2~0.3 MPa的低压下,在贮存器、换热器和混合头中不停地循环。
对聚氨酯而言,原液温度一般为20~40℃,温度控制精度为±1℃。
1 前言聚氨酯微孔弹性体由于具有优良的物理机械性能而被广泛应用于制作汽车阻流板、护板、空气导流板、翼子板、挡泥板、行李箱盖等。
目前,国内外聚氨酯微孔弹性体的生产一般采用一步法工艺,即反应注射成型工艺。
聚氨酯反应注射成型工艺(RIM-PU)系本世纪70年代由国外率先迅速发展起来的一项塑料加工新技术,将液体状的高活性反应物料在高压下同时喷射入混合室,瞬间混合均匀,随之注入膜腔中迅速反应得到模制品。
通常将聚氨酯RIM工艺所用原料配制成A、B两组分。
要求液体原料粘度低、流动性好、反应性能高。
为了满足工艺及制品物性的要求,必须从配方的组成、物料的温度、模具温度、注射压力及脱模时间等几方面进行考虑。
因此,我们在确定的配方条件下,针对物料温度、模具温度、注射压力和脱模时间对制品的物性及表观性能影响进行了研究,从中筛选出适宜的RIM-PU弹性体加工条件。
上述四因素中,物料温度和注射压力不仅对制品的物性及表面性能有影响,同时又受机组条件的限制,物料温度的高低直接影响物料的粘度,当粘度过低时容易发生物料在高压泵轴封间的泄漏,尤其是异氰酸酯的泄漏严重时,随着物料与轴间的摩擦,导致轴封温度升高,加快异氰酸酯自聚,使轴运转阻力加大,严重时可使高压泵堵塞。
因此,物料温度不宜过高,适宜的温度范围是:聚醚组分不超过50℃,异氰酸酯不超过30℃(通常选定在室温)。
压力的高低直接影响物料的输送情况和输送管道的承受力,因此压力不宜过高,通常不超过25Mpa。
2 实验 2.1 原料A 组分:由聚醚多元醇、扩链剂、发泡剂、催化剂、表面活性剂等组分混合而成的组合聚醚。
B组分:异氰酸酯2.2 器材自制钢模,规格:500mm*300mm*4mm 高压注射剂:H40,意大利Cannon公司 2.3 方法将A、B两组分分别装入高压注射剂的储料罐中,在不同的物料温度、模具温度、注射压力和脱模时间条件下,作浇注试验,研究其对制品物性及表面性能的影响。