硫酸生产安全风险分析(正式)
- 格式:docx
- 大小:38.29 KB
- 文档页数:12
硫酸生产风险分析硫酸是一种广泛应用于化工、矿产、冶金等行业的重要化工产品。
然而,在硫酸生产过程中存在着一系列的风险,可能给人员安全、环境保护和财产安全带来威胁。
因此,对硫酸生产过程中的风险进行全面的分析,对于制定合理的安全措施和预防措施具有重要意义。
首先,硫酸生产过程中存在着酸雾伤害的风险。
硫酸具有强酸性,在生产过程中可能产生大量的酸雾。
如果没有有效的排风设备和防护装置,酸雾可能对操作人员的眼睛、呼吸系统和皮肤造成伤害,甚至导致化学灼伤。
因此,对硫酸生产车间进行通风换气,并要求作业人员佩戴防护眼镜、面具和防护服等个人防护装备是必要的。
其次,硫酸生产过程中存在着硫酸泄漏和外溢的风险。
硫酸是一种腐蚀性极强的液体,一旦泄漏或外溢,可能对设备、管道和周围环境产生严重的腐蚀作用。
同时,硫酸的泄漏还可能导致化学灼伤和中毒事故的发生。
因此,在硫酸生产车间设置泄漏报警装置,并定期检查设备和管道的状态,确保其密封性良好是必要的。
此外,硫酸生产过程中还存在着爆炸和火灾的风险。
硫酸是一种易燃物质,与有机物或可燃物质接触时可能发生剧烈的化学反应,产生大量热能,引发爆炸和火灾。
硫酸生产车间应设置火灾报警装置、消防器材和建立灭火预案,以应对可能发生的火灾和爆炸事故。
此外,硫酸生产过程中还存在着设备故障和操作失误导致事故的风险。
硫酸生产涉及到多个设备的协调运行,操作人员需要具备一定的经验和技能。
如果设备出现故障或操作人员疏忽大意,可能导致事故的发生。
因此,硫酸生产企业应加强对操作人员的培训和考核,确保其熟悉设备操作规程,并定期检查设备的运行情况,及时发现和排除潜在的故障隐患。
综上所述,硫酸生产过程中存在着酸雾伤害、硫酸泄漏和外溢、爆炸和火灾以及设备故障和操作失误导致事故的风险。
为了降低这些风险的发生,硫酸生产企业需要制定科学合理的安全措施和防范措施,加强对操作人员的培训和管理,保证设备的良好运行和定期维护,并在必要时与相关部门进行合作,确保生产过程的安全和稳定。
硫酸生产危险因素及安全对策分析摘要:硫酸具有明显的毒性,并且腐蚀性较强,所以在产品生产过程中,硫酸原材料存在很大的安全隐患。
国家对于硫酸的生产及销售环节给予了高度的重视,所以相关厂家必须要加强对硫酸生产过程的管控力度,明确硫酸生产的危险因素,并且采取合理的安全应对措施。
关键词:硫酸;危险因素;安全对策;化学产品引言:在我国硫酸生产的过程中,一般会将其分为毒性化学产品和易爆化学产品。
因为其腐蚀性较强,对工人的生命安全及机械设备的使用都会造成严重的影响。
所以必须要加强对硫酸的工业生产管控力度,保障能够按照硫酸的生产管理规范标准,进行原材料的生产、储存以及运输等,确保硫酸生产环节更加安全。
一、硫酸生产的危险因素分析硫酸属于无色无味的油状液体,并且具有较强的腐蚀性和稀释性,因为硫酸的沸点较高并且难以挥发,所以在各种硫元素化工产品生产过程中得到了广泛的应用。
因为硫酸的毒性较强,并且具有较强的氧化性,可以和多种化学物质发生反应,为了避免机械设备和人体皮肤等遭到硫酸的腐蚀,需要在储存及运输的过程中采取严格的防护措施,避免对人员的生命安全及工厂的财产权益造成影响。
首先是在二氧化硫产品的生产过程,二氧化硫产品属于无色、有刺激性气味的有毒气体,在储存的过程中极易发生液化反应。
并且二氧化硫和水及酒精具有较强的融合性,能够与溴水或者氯水等发生化学反应。
同时,二氧化硫在和皮肤接触以后,会产生灼伤或者炎症。
二氧化硫的毒性非常强,如果人们在生产过程中不小心吸入少量二氧化硫物质,将会引起咳嗽、喉咙灼痛等现象,如果吸入的二氧化硫量过大,超过了人体承受的标准,还会引起窒息问题,严重影响生产人员的生命健康。
其次是三氧化硫物质,同样具有刺激性的气味,并且在常温状态下呈液体形态。
与三氧化硫发生化学反应的主要物质,具有还原性的化学物质,可燃性化学物质以及有机化合物质等这些化合物质,在发生反应以后会放出大量的热,进而引起火灾或者爆炸问题。
同时三氧化硫还会与水发生化学反应,生成硫酸,并且可以和氧气、磷等发生激烈的化学反应,引起周围环境温度过高。
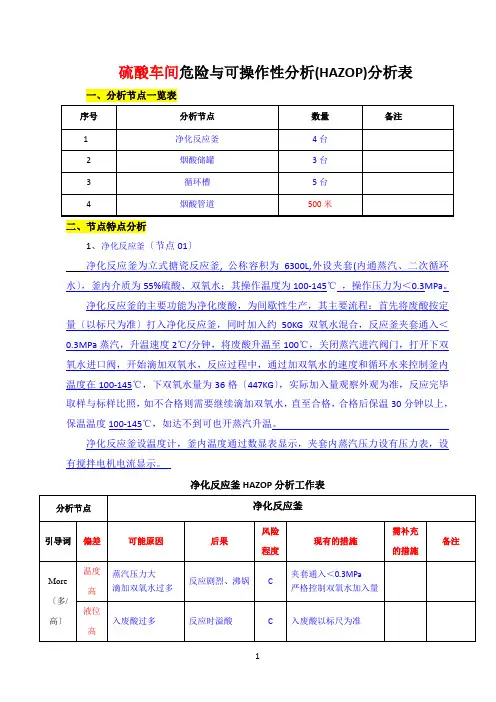
硫酸车间危险与可操作性分析(HAZOP)分析表一、分析节点一览表二、节点特点分析1、净化反应釜〔节点01〕净化反应釜为立式搪瓷反应釜, 公称容积为6300L,外设夹套(内通蒸汽、二次循环水〕,釜内介质为55%硫酸、双氧水;其操作温度为100-145℃,操作压力为<0.3MPa。
净化反应釜的主要功能为净化废酸,为间歇性生产,其主要流程:首先将废酸按定量〔以标尺为准〕打入净化反应釜,同时加入约50KG双氧水混合,反应釜夹套通入<0.3MPa蒸汽,升温速度2℃/分钟,将废酸升温至100℃,关闭蒸汽进汽阀门,打开下双氧水进口阀,开始滴加双氧水,反应过程中,通过加双氧水的速度和循环水来控制釜内温度在100-145℃,下双氧水量为36格〔447KG〕,实际加入量观察外观为准,反应完毕取样与标样比照,如不合格则需要继续滴加双氧水,直至合格,合格后保温30分钟以上,保温温度100-145℃,如达不到可也开蒸汽升温。
净化反应釜设温度计,釜内温度通过数显表显示,夹套内蒸汽压力设有压力表,设有搅拌电机电流显示。
净化反应釜HAZOP分析工作表2、烟酸储罐烟酸储罐为碳钢材质,壁厚12mm,1、2储罐直径为5.5米,高约6m,容积为142.5m3,每个储罐最大储存量为180吨,3储罐直径为6米,高约6m,容积为169.5m3,最大储存量为214吨;1号储罐储存65%烟酸,2、3号储罐储存31%烟酸,储罐设有压力变送器,把储罐压力远传到中控室,设有两套液位计,通过远传至中控室,并且设有两套回烟管,一个放空阀门;每个储罐根部阀门设有2个DN100截止阀,1个DN100的气动阀,在中控室通过DCS系统进行操作。
储罐设有负压联锁,但储罐向外打酸时产生负压到达-1000pa时报警,到达-1500pa时自动停止30打酸泵。
烟酸储罐HAZOP分析工作表3、循环槽循环槽为碳钢材质,2个烟酸循环槽规格型号为φ3000*2210,2个98酸循环槽规格型号为φ4000*2200,干燥循环槽规格型号为直径3000*2210;各循环槽均设有放净阀门、溢流阀门,设有2套顶装磁翻板液位计通过远传至中控室,各循环槽均设有高低液位报警,烟酸循环槽配有回烟管到。
探讨硫酸生产中的安全风险与对策摘要:硫酸是一种基础的化学原料,也是常见的化学工业品,它的腐蚀性较强,其生产过程具有一定的安全风险,必须要加强对硫酸生产销售的管控。
鉴于此,本文先是阐述了硫酸生产中的危险性,又分析了硫酸生产中的常见安全风险,以期更好地保证硫酸的安全生产。
关键词:硫酸生产;安全风险;对策1硫酸在生产过程中的危险性1.1二氧化硫二氧化硫是一种无色且具有刺激性的有毒气体,这种物质不具有可燃性,但很容易液化,极易溶于水和乙醇;这种气体具有较强的还原性,能与高锰酸钾、溴水以及氯水发生化学反应使之褪色。
二氧化硫属于一种急性毒性物质,在生物实验中发现二氧化硫能够与大鼠黏膜表面发生反应,形成硫酸和亚硫酸,会极大的刺激大鼠的呼吸道和眼睛。
如果人体少量吸入二氧化硫,还会导致人体出现咽喉灼痛、咳嗽以及流泪的状况;如果大量吸入二氧化硫,还有可能导致患者出现肺气肿和窒息的状况。
一旦二氧化硫与皮肤发生接触会立即引发灼伤或者炎症,可以说二氧化硫的主要危险特征是其强烈的毒性。
1.2三氧化硫三氧化硫是一种无色透明的油状液体,这种液体具有极强的刺激性气味。
这种化学物质能够与有机化合物、还原性化合物以及可燃物质发生一些化学反应,可能会引发爆炸或火灾的情况,同时三氧化硫还能够与水发生化学反应形成硫酸。
与氟、氧气、磷等物质相遇也可以发生强烈的化学反应。
而接触到棉花、草、木等易燃物很容易引发火灾,而在潮湿的环境下,三氧化硫可能会对金属产生腐蚀而释放氢气[1]。
三氧化硫与硫酸有较高的性质相似性,这种物质也具有较强的腐蚀性,会对人体的粘膜组织、严重时还有可能导致接触人出现结膜炎或失明等疾病。
三氧化硫还会对人体的呼吸道造成刺激,引起肺水肿或者呼吸困难的症状。
如果人体与三氧化硫出现直接接触,会导致患者出现胃穿孔、溃疡甚至死亡的情况,腐蚀性和中毒特征。
可以说是三氧化硫的主要危险特性。
1.3五氧化二钒五氧化二矾属于一种砖红色或是橙色的固体,这种物质无色无味,但具有一定的毒性,与水、氯化氨以及乙醇都不具有相溶性,五氧化二钒既具有氧化性又具有还原性,可以溶于强酸和强碱中。

硫酸生产风险分析硫酸是一种重要的基本化工原料,其用途十分广泛,在国民经济中占有举足轻重的地位。
硫酸的主要生产原料为硫磺、硫铁矿、冶炼烟气、硫化氢等,目前主要生产工艺为接触法,包括原料二氧化硫的生成、二氧化硫向三氧化硫的催化转化和三氧化硫的吸收。
由于硫酸生产所涉及的化学物质和工艺过程具有一定的安全风险,所以应引起足够的重视并采取适当的防范措施。
本文对此分析如下。
1硫酸生产中主要化学物质风险分析1.1原料硫酸生产中涉及安全风险的原料主要为硫磺和硫化氢。
1.1.1硫磺硫磺为淡黄色脆性结晶或粉末,可能因含少许硫化氢而有特殊臭味,183.8℃时蒸气压0.13kPa,闪点207℃,熔点119℃,沸点444.6℃,相对体积质量(水为1)2.0,自燃温度232℃,爆炸下限2.3g/m3。
硫磺属易燃固体,遇明火、高热易燃,与氧化剂混合能形成爆炸性混合物。
硫磺粉体与空气可形成爆炸性混合物。
硫磺为不良导体,在干燥状态下会因搅拌、输送和注入等操作产生静电。
硫磺能在肠内部分转化为硫化氢而被吸收,故大量口服可导致硫化氢中毒。
硫磺可引起眼结膜炎、皮肤湿疹,对皮肤有弱刺激性。
生产过程中长期吸人硫磺粉尘一般无明显毒性作用。
硫磺的毒性相对较小,主要危险是粉尘爆炸。
在气候干燥、通风不良的情况下处置硫磺,会造成粉尘富集,达到爆炸极限后在外部能量的作用下引发爆炸。
由于硫磺表面易产生静电积累,更加剧了爆炸的危险。
1.1.2硫化氢硫化氢是可燃性无色气体,具有典型的臭鸡蛋味,沸点-60.3,相对体积质量(空气为1)为1.19,易溶于水及醇类、二硫化碳、石油溶剂和原油,20℃时蒸气压为1874.5kPa,空气中爆炸极限(体积分数)为4.3%-45.5%,自燃温度260℃。
硫化氢是一种神经毒剂,亦为窒息性和刺激性气体。
硫化氢经粘膜吸收较快,经皮肤吸收甚慢。
急性硫化氢中毒一般发病迅速,出现以脑和(或)呼吸系统损害为主的临床表现,亦可伴有心脏等器官功能障碍。

第八章环境风险分析8.1 硫酸生产危险因素分析在硫酸生产、储运过程中,由于生产设备、工艺的原因,人为的或不可抗拒的原因,导致废气超标排放和硫酸泄漏,造成的事故有可能对环境造成危害。
①在生产过程中开车生产、工艺或设备出现问题都有可能造成硫酸生产尾气中二氧化硫和三氧化硫超标排放。
硫酸储存设备与装置由于受损或人员违规操作等原因造成硫酸泄漏,可能造成大量硫酸雾排放。
后果会危及周围人群的健康和生命安全;硫酸雾会毁坏周围的植物及植被,腐蚀附近建筑物。
②在火车、汽车装卸和运输过程中如发生浓硫酸泄漏,可能造成以下后果:硫酸及酸雾会危及周围人群的健康和生命安全;硫酸泄漏后渗入土壤会造成土壤酸性;硫酸雾在空气中扩散污染环境空气,酸雾会毁坏周围的植物及植被,腐蚀周围建筑物。
硫酸如果直接流入地表水中会污染水域;导致水中动植物死亡;浓硫酸遇水引起强烈反应,会产生浓烈的硫酸烟雾。
影响周围环境空气,危及周围人群的健康和生命安全。
本次评价根据硫酸生产工艺、装置和生产储运情况分析,通过对硫酸造成的安全环境污染事故调查,硫酸生产在厂区内的主要环境危险因素是SO2、SO3、硫酸雾废气的非正常和事故排放,本次评价主要对SO2、SO3、硫酸雾废气非正常和事故排放对空气环境的影响进行预测和防范措施分析,对浓硫酸大量泄漏对空气可能产生的影响进行定性分析和防范措施分析,根据该厂生产、储存设施情况,废水处理装置情况,对浓硫酸大量泄漏,或停车冲洗废水的处理情况进行分析。
环境风险评价中往往是通过对历史事故的调查,最好是全世界或国内同类项目运行的历史的事故调查来确定事故可能发生的概率。
关于硫酸生产、储运中发生非正常排放和事故排放的报道较少,尤其是危害事故的报道不完整,因此很难从历史事故调查分析中确定事故可能发生的概率。
本次评价重点对污染排放的原因、源强及其影响情况进行分析。
提出相应的防范措施。
8.2 主要污染物物化毒理性质8.2.1二氧化硫8.2.1.1理化特性分子式:SO2;分子量:64.07;性状:常温下无色气体,具辛辣和窒息气味,在常温时压力(4~5kg/cm2)下压缩为无色、流动的液体。
环境风险分析1 硫酸生产危险因素分析在硫酸生产、储运过程中,由于生产设备、工艺的原因,人为的或不可抗拒的原因,导致废气超标排放和硫酸泄漏,造成的事故有可能对环境造成危害。
①在生产过程中开车生产、工艺或设备出现问题都有可能造成硫酸生产尾气中二氧化硫和三氧化硫超标排放。
硫酸储存设备与装置由于受损或人员违规操作等原因造成硫酸泄漏,可能造成大量硫酸雾排放。
后果会危及周围人群的健康和生命安全;硫酸雾会毁坏周围的植物及植被,腐蚀附近建筑物。
②在火车、汽车装卸和运输过程中如发生浓硫酸泄漏,可能造成以下后果:硫酸及酸雾会危及周围人群的健康和生命安全;硫酸泄漏后渗入土壤会造成土壤酸性;硫酸雾在空气中扩散污染环境空气,酸雾会毁坏周围的植物及植被,腐蚀周围建筑物。
硫酸如果直接流入地表水中会污染水域;导致水中动植物死亡;浓硫酸遇水引起强烈反应,会产生浓烈的硫酸烟雾。
影响周围环境空气,危及周围人群的健康和生命安全。
本次评价根据硫酸生产工艺、装置和生产储运情况分析,通过对硫酸造成的安全环境污染事故调查,硫酸生产在厂区内的主要环境危险因素是SO2、SO3、硫酸雾废气的非正常和事故排放,本次评价主要对SO2、SO3、硫酸雾废气非正常和事故排放对空气环境的影响进行预测和防范措施分析,对浓硫酸大量泄漏对空气可能产生的影响进行定性分析和防范措施分析,根据该厂生产、储存设施情况,废水处理装置情况,对浓硫酸大量泄漏,或停车冲洗废水的处理情况进行分析。
环境风险评价中往往是通过对历史事故的调查,最好是全世界或国内同类项目运行的历史的事故调查来确定事故可能发生的概率。
关于硫酸生产、储运中发生非正常排放和事故排放的报道较少,尤其是危害事故的报道不完整,因此很难从历史事故调查分析中确定事故可能发生的概率。
本次评价重点对污染排放的原因、源强及其影响情况进行分析。
提出相应的防范措施。
2 主要污染物物化毒理性质2.1二氧化硫2.1.1理化特性分子式:SO2;分子量:64.07;性状:常温下无色气体,具辛辣和窒息气味,在常温时压力(4~5kg/cm2)下压缩为无色、流动的液体。
硫酸车间危险与可操作性风险分析硫酸车间是化工生产过程中常见的一种车间,其作用是生产硫酸。
在硫酸生产过程中,存在着一定的危险性和可操作性风险。
为了确保车间的安全运行和工作人员的健康,需要进行危险与可操作性风险分析。
下面将对硫酸车间的危险性以及可操作性风险进行分析。
首先,硫酸车间的危险性主要包括以下几个方面:1.化学品的危险性:硫酸本身是一种强酸,具有腐蚀性和刺激性。
在车间中会大量使用硫酸进行生产过程,如果不正确操作或者发生泄露,会对工作人员的健康造成严重危害。
2.火灾爆炸风险:硫酸与其他物质如有机物质发生反应时会产生大量热量,容易引发火灾和爆炸。
此外,硫酸和一些物质如氯中和反应会产生有毒气体,增加了火灾爆炸的危险性。
3.机械设备故障:硫酸车间中会使用一些机械设备如搅拌器、泵等,这些设备如果发生故障可能引发事故,如设备爆炸、泵漏等。
4.人员操作不当:硫酸车间操作要求严谨,需要工作人员有一定的专业知识和操作技能。
如果操作不当,比如未佩戴好防护装备、操作过程中违反安全规定等,可能引发安全事故。
在进行危险性分析的基础上,还需对可操作性风险进行分析,主要包括以下几个方面:1.操作规程和标准:需要制定明确的操作规程和标准,确保工作人员按照规程进行操作,遵循标准操作流程,减少操作失误的可能性。
2.培训和教育:对车间工作人员进行必要的培训和教育,提高员工的安全意识和技能水平,使其具备正确的操作能力。
3.预防措施设备:在硫酸车间中,应配置适当的预防措施设备如泄露检测器、安全阀等,及时发现和处理潜在的危险,减少事故发生的概率。
4.监控系统:安装监控系统对硫酸车间进行实时监测,及时发现可能的异常情况,减少事故发生的损失。
总之,在硫酸车间危险与可操作性风险分析中,需要综合考虑硫酸的危险性以及人员操作的可操作性风险。
通过制定明确的操作规程和标准、进行培训和教育、配置适当的预防措施设备和监控系统等综合措施,可以减少危险性和风险,确保硫酸车间的安全运行和工作人员的健康。


硫酸生产安全风险辨识1、硫酸和氢氧化钠要纳入危险化学品重大危险源辨识吗?他们的临界值是多少?硫酸和氢氧化钠不要纳入危险化学品重大危险源辨识。
普通98酸和片碱都是属于第八类专危化品,不纳入重大危险属源,但是硫酸中的发烟硫酸纳入,临界量100吨。
《GB18218-2009危险化学品重大危险源辨识》,其中确实没有腐蚀性物质,但在中华人民共和国国务院令(第591号)《危险化学品安全管理条例》中也规定了腐蚀性危险化学品的管理控制,只是没有作为重大危险源控制。
其腐蚀性是较为缓慢的过程,相对爆炸性、毒性这种突发性较强的危害要慢些,控制消除更有余地,所以未作为重大危险源进行控制。
(1)硫酸生产安全风险辨识扩展资料根据GB18218—2014《危险化学品重大危险源辨识》,燃煤发电厂可能成为重大危险源的有氢站、轻柴油油区、抗燃油油箱、液氨罐区、硫酸储罐、盐酸储罐、氢氧化钠储存区、联氨储存区、化学试验用有毒药剂储存区。
新版整合了《危险化学品重大危险源监督管理暂行规定(2015修正)》中重大危险源分级方法,其中毒性气体β校正系数取值有所变动,暴露人员a校正系数、重大危险源和R值对应关系没有变化。
2、安全风险辨识和评价的方法有哪些4.1.1早期发现职业病、职业健康损害和职业禁忌证; 4.1.2跟踪观察职业病及职业健康损害的发生、发展内规律及分布容情况; 4.1.3评价职业健康损害与作业环境中职业病危害因素的关系及危害程度; 4.1.4识别新的职业病危害因素和高危人群; 4.1.5进行目标干预,包括改善作业环境条件,改革生产工艺,采用有效的防护设施和个人防护用品,对职业病患者及疑似职业病和有职业禁忌人员的处理与安置等; 4.1.6评价预防和干预措施的效果;4.1.7为制定或修订卫生政策和职业病防治对策服务。
3、安全风险的辩识和控制包含哪些内容安全风险的识别风险管理的第一步就是识别和评估潜在的风险领域。
所谓风险领域就是风险因素的集合。
2024年硫酸生产过程中的职业危害及控制硫酸(H2SO4)纯品是无色油状液体,工业品如果含有杂质,则呈黄、棕等色。
纯度为98.3%的硫酸,相对密度为1.834,熔点10.49℃,沸点338℃。
将纯度为1000%的硫酸加热至290℃,其将分解放出三氧化硫。
硫酸无臭,但发烟硫酸有强烈的刺激性。
它是一种活泼的二元强酸,能与许多金属或金属氧化物作用而生成硫酸盐。
浓硫酸有强烈的吸水作用和氧化作用,可吸收大气中的水分,也可使有机物失水碳化。
硫酸是重要的基本化工原料,用途十分广泛,如制造硫酸铵、过磷酸钙、硫酸铝、二氧化钛、合成药物、合成染料及合成洗涤剂等。
硫酸在有机合成中被用作脱水剂和磺化剂,在金属、搪瓷等工业中被用作酸洗剂,在石油工业中被用于精炼石油制品等。
生产硫酸的原料有硫铁矿、硫黄及有色金属冶炼气等。
硫酸生产方法有铅室法、塔式法和接触法等,目前广泛采用的是接触法,其主要过程包括二氧化硫的制备、净化、转化和三氧化硫的吸收4个部分。
职业危害硫酸生产中的危害主要有火灾爆炸、中毒、化学灼伤及机械事故等。
1.火灾、爆炸危险硫酸本身没有燃烧性和爆炸危险,然而,高浓度硫酸可与许多物质,特别是有机物剧烈反应,释放出大量的热,从而引起火灾和爆炸;此外,当硫酸与金属反应时可释放出氢,氢可与空气形成爆炸性混合物。
因此,近年来,硫酸储槽发生爆炸的事故屡见不鲜。
在硫酸生产中,沸腾炉和预热器燃烧炉点火升温时可能发生爆炸和喷火;处理沸腾炉结疤或停炉清灰时,用冷却水冷却时也会因温差太大引起爆炸。
2.中毒人体吸入或食入硫酸物会引起中毒。
硫酸对皮肤及黏膜等组织有强烈的刺激和腐蚀作用。
硫酸蒸气或雾可引起结膜炎、角膜混浊以致失明;引起呼吸道刺激,重者发生呼吸困难和肺水肿;高浓度吸入会引起喉痉挛或声门水肿而窒息死亡。
口服硫酸后会引起消化道烧伤,以致形成溃疡;严重者可出现胃穿孔、腹膜炎、肾损害及休克等。
此外,硫酸生产过程中可能会泄漏出对人体和环境有害的二氧化硫、三氧化硫。
硫酸企业安全与风险管理浅析摘要:本文以奎屯铜冠冶化有限责任公司的硫酸生产为例,重点针对设备、人员、安全体系三方面进行分析探讨,解析容易发生事故的环节,从源头上控制安全事故的发生。
关键词:硫酸设备安全管理人为因素风险我国目前硫酸生产工艺有硫铁矿制酸、硫磺制酸、冶炼烟气制酸、石膏与磷石膏生产硫酸等[1],奎屯铜冠冶化有限责任公司主要是针对阿舍勒铜业有限公司尾矿硫铁矿进行综合利用。
采用以硫铁矿为原料的接触法硫酸生产工艺。
本文针对该公司生产中的一系列安全事故防范措施进行探讨,浅析硫酸生产中的安全管理。
1 生产工艺介绍1.1 工艺原理利用硫铁矿颗粒进行焙烧生成SO2,经炉气净化、SO2转化、SO3吸收后制成工业硫酸。
硫铁矿燃烧时放出大量的热,设置余热锅炉回收余热副产蒸汽,用于余热发电系统。
正常生产期间SO2到SO3转化率为99.7%,SO3到硫酸吸收率为99.99%[2]。
1.1.1 焙烧反应:硫铁矿焙烧时的反应为:4FeS2+11O2=2Fe2O3 +8SO2 +3415.7kJ当过剩氧量较少时,反应按下式进行:3FeS2+8O2=Fe3O4 +6SO2+2438.2 kJ1.1.2 二氧化硫的催化氧化反应:2SO2+O2 2SO3+Q1.1.3 吸收反应SO3+H2O H2SO41.2工艺流程见下图1.2-1图1.2-1 工艺流程2 硫酸生产过程中的危险性分析在硫酸的生产过程中,主要的危险因素有:(1)中毒窒息:在硫酸生产中会产生大量的二氧化硫和三氧化硫,这些气体正常状态下会存在于生产输送管道中,如果在生产过程中的设备出现泄漏,或者操作失误就会导致有毒有害外泄,如果处理不当,就很容易出现人员中毒和窒息事故;(2)化学腐蚀:在硫酸生产过程中,包括硫酸在内有多种物质对设备、材料等都具有很强的腐蚀性;(3)化学灼伤:三氧化硫、硫酸、以及生产中使用的盐酸和硝酸等都具有很强的腐蚀性,在生产、运输、使用过程中一旦出现泄漏,就会对人体造成化学灼伤。
硫酸生产安全风险分析姓名:XXX部门:XXX日期:XXX硫酸生产安全风险分析硫酸是一种重要的基本化工原料,其用途十分广泛,在国民经济中占有举足轻重的地位。
硫酸的主要生产原料为硫磺、硫铁矿、冶炼烟气、硫化氢等,目前主要生产工艺为接触法,包括原料二氧化硫的生成、二氧化硫向三氧化硫的催化转化和三氧化硫的吸收。
由于硫酸生产所涉及的化学物质和工艺过程具有一定的安全风险,所以应引起足够的重视并采取适当的防范措施。
本文对此分析如下。
1硫酸生产中主要化学物质风险分析1.1原料硫酸生产中涉及安全风险的原料主要为硫磺和硫化氢。
1.1.1硫磺硫磺为淡黄色脆性结晶或粉末,可能因含少许硫化氢而有特殊臭味,183.8℃时蒸气压0.13kPa,闪点207℃,熔点119℃,沸点444.6℃,相对体积质量(水为1)2.0,自燃温度232℃,爆炸下限2.3g/m3。
硫磺属易燃固体,遇明火、高热易燃,与氧化剂混合能形成爆炸性混合物。
硫磺粉体与空气可形成爆炸性混合物。
硫磺为不良导体,在干燥状态下会因搅拌、输送和注入等操作产生静电。
硫磺能在肠内部分转化为硫化氢而被吸收,故大量口服可导致硫化氢中毒。
硫磺可引起眼结膜炎、皮肤湿疹,对皮肤有弱刺激性。
生产过程中长期吸人硫磺粉尘一般无明显毒性作用。
硫磺的毒性相对较小,主要危险是粉尘爆炸。
在气候干燥、通风不良的情况下处置硫磺,会造成粉尘富集,达到爆炸极限后在外部能量的作用下引发爆炸。
由于硫磺表面易产生静电积累,更加剧了爆炸的危险。
第 2 页共 9 页1.1.2硫化氢硫化氢是可燃性无色气体,具有典型的臭鸡蛋味,沸点-60.3,相对体积质量(空气为1)为1.19,易溶于水及醇类、二硫化碳、石油溶剂和原油,20℃时蒸气压为1874.5kPa,空气中爆炸极限(体积分数)为4.3%-45.5%,自燃温度260℃。
硫化氢是一种神经毒剂,亦为窒息性和刺激性气体。
硫化氢经粘膜吸收较快,经皮肤吸收甚慢。
急性硫化氢中毒一般发病迅速,出现以脑和(或)呼吸系统损害为主的临床表现,亦可伴有心脏等器官功能障碍。
内蒙古齐华矿业有限责任公司风险分析内蒙古齐华矿业有限责任公司120kt/a制酸工程编制部门:安全环保处成员:赵建设、李永宽、刘龙、庞利平、郝小平、周海民审核:冯晓虎、赵建设签发:石广军前言为了实现我公司安全生产方针和目标;强化各级安全生产职责;确保国家财产和职工的安全健康。
根据国家工业和信息化部、国家安监总局《关于危险化学品企业贯彻落实〈国务院关于进一步加强企业安全生产工作的通知〉的实施意见》〔2010〕23号文件等法律、法规的要求,针对危险化学品企业展开安全生产标准化工作。
本风险评价报告的内容主要包括:概述、风险识别、风险评价单元的划分、制定风险评价准则和风险评价方法选择、风险控制措施汇总六部分。
危险化学品企业要按照《企业安全生产标准化基本规范》AQ/T9006-2010及《危险化学品从业单位安全标准化通用规范》AQ3001-2008的要求开展安全生产标准化工作,建立并运行科学、规范的安全管理工作体制机制。
通过开展安全生产标准化工作,使危险化学品企业防范生产安全事故的能力明显提高。
术语和定义1.危险化学品从业单位 chemical enterprise依法设立,生产、经营、使用和储存危险化学品的企业或者其所属生产、经营、使用和储存危险化学品的独立核算成本的单位。
2.安全标准化 safety standardization为安全生产活动获得最佳秩序,保证安全管理及生产条件达到法律、行政法规、部门规章和标准等要求制定的规则。
3.关键装置 key facility在易燃、易爆、有毒、有害、易腐蚀、高温、高压、真空、深冷、临氢、烃氧化等条件下进行工艺操作的生产装置。
4.重点部位 key site生产、储存、使用易燃易爆、剧毒等危险化学品场所,以及可能形成爆炸、火灾场所的罐区、装卸台(站)、油库、仓库等;对关键装置安全生产起关键作用的公用工程系统等。
5.资源 resources实施安全标准化所需的人力、财力、设施、技术和方法等。
环境风险分析1 硫酸生产危险因素分析在硫酸生产、储运过程中,由于生产设备、工艺的原因,人为的或不可抗拒的原因,导致废气超标排放和硫酸泄漏,造成的事故有可能对环境造成危害。
①在生产过程中开车生产、工艺或设备出现问题都有可能造成硫酸生产尾气中二氧化硫和三氧化硫超标排放。
硫酸储存设备与装置由于受损或人员违规操作等原因造成硫酸泄漏,可能造成大量硫酸雾排放。
后果会危及周围人群的健康和生命安全;硫酸雾会毁坏周围的植物及植被,腐蚀附近建筑物。
②在火车、汽车装卸和运输过程中如发生浓硫酸泄漏,可能造成以下后果:硫酸及酸雾会危及周围人群的健康和生命安全;硫酸泄漏后渗入土壤会造成土壤酸性;硫酸雾在空气中扩散污染环境空气,酸雾会毁坏周围的植物及植被,腐蚀周围建筑物。
硫酸如果直接流入地表水中会污染水域;导致水中动植物死亡;浓硫酸遇水引起强烈反应,会产生浓烈的硫酸烟雾。
影响周围环境空气,危及周围人群的健康和生命安全。
本次评价根据硫酸生产工艺、装置和生产储运情况分析,通过对硫酸造成的安全环境污染事故调查,硫酸生产在厂区内的主要环境危险因素是SO2、SO3、硫酸雾废气的非正常和事故排放,本次评价主要对SO2、SO3、硫酸雾废气非正常和事故排放对空气环境的影响进行预测和防范措施分析,对浓硫酸大量泄漏对空气可能产生的影响进行定性分析和防范措施分析,根据该厂生产、储存设施情况,废水处理装置情况,对浓硫酸大量泄漏,或停车冲洗废水的处理情况进行分析。
环境风险评价中往往是通过对历史事故的调查,最好是全世界或国内同类项目运行的历史的事故调查来确定事故可能发生的概率。
关于硫酸生产、储运中发生非正常排放和事故排放的报道较少,尤其是危害事故的报道不完整,因此很难从历史事故调查分析中确定事故可能发生的概率。
本次评价重点对污染排放的原因、源强及其影响情况进行分析。
提出相应的防范措施。
2 主要污染物物化毒理性质2.1二氧化硫2.1.1理化特性分子式:SO2;分子量:64.07;性状:常温下无色气体,具辛辣和窒息气味,在常温时压力(4~5kg/cm2)下压缩为无色、流动的液体。
硫酸厂常见事故危害硫酸厂出现的事故主要有化学灼伤、中毒、火灾爆炸、高温烫伤、触电、机械伤害、高处坠落、化学腐蚀、静电雷电、粉尘、噪声、起重伤害、物体打击、车辆伤害等14种。
归纳起来,硫酸生产过程中存在的危险有害因素有如下几类:(11类); I" J) 1.化学腐蚀的危害0 v" q1 ^* w5 o6 ], V" z w本生产过程中,由于主要工艺物料二氧化硫、三氧化硫、硫酸等酸性物质均具有腐蚀性,因此对建构筑物、设备、管道、仪表、电气设施、地坪、设备基础、操作平台等,均会造成腐蚀性破坏,影响生产安全。
2.化学灼伤的危害人体接触到生产过程中泄漏和喷溅的稀硫酸或浓硫酸,稀硫酸或浓硫酸会对人体造成腐蚀,形成化学灼伤。
$ W6 F. L) A0 `" V' h1 a 3.化学中毒的危害生产过程中产生的二氧化硫、三氧化硫、一氧化碳等有毒气体一旦外泄被人吸入会造成人体中毒或死亡。
# I: A* g8 Y0 Y9 M0 z6 w. e 4.高温烫伤' K) L' V; X6 @8 J+ e# g! j在本工艺制酸生产过程中高温灼伤主要是沸腾炉、排渣机、原料烘干机、净化中的除尘设备管道、转化工段电加热器等,当人体接触这些高温设备以及高温炉渣时会有被烫伤的危险。
5 u" X( u, r3 l8 C 5.静电、雷电的危害+ N% ^! C' V& k6 i$ |6 ]2 n生产过程中,在有弱电、强电操作的环境,如变压器室、配电室、中控室等处,静电放电、雷电放电均可造成仪表损坏或引起燃烧的点火源,导致火灾或造成因控制失灵产生的其他伤害事故。
6.火灾和爆炸危险性硫酸在生产过程中为不燃物,但硫酸遇金属反应放出氢气,能与空气形成爆炸性混合物;生产过程中余热锅炉为压力容器,如果超压有可能发生物理爆炸。
生产中使用的润滑油、点火用的柴油、木材及变压器室,低压配电柜(箱),配电线路、开关、熔断器、插销、电热设备、照明器具、电动机等均可能引起火灾。
编订:__________________
单位:__________________
时间:__________________
硫酸生产安全风险分析
(正式)
Deploy The Objectives, Requirements And Methods To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level.
Word格式 / 完整 / 可编辑
文件编号:KG-AO-6078-97 硫酸生产安全风险分析(正式)
使用备注:本文档可用在日常工作场景,通过对目的、要求、方式、方法、进度等进行具体、周密的部署,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。
下载后就可自由编辑。
硫酸是一种重要的基本化工原料,其用途十分广泛,在国民经济中占有举足轻重的地位。
硫酸的主要生产原料为硫磺、硫铁矿、冶炼烟气、硫化氢等,目前主要生产工艺为接触法,包括原料二氧化硫的生成、二氧化硫向三氧化硫的催化转化和三氧化硫的吸收。
由于硫酸生产所涉及的化学物质和工艺过程具有一定的安全风险,所以应引起足够的重视并采取适当的防范措施。
本文对此分析如下。
1 硫酸生产中主要化学物质风险分析
1.1 原料
硫酸生产中涉及安全风险的原料主要为硫磺和硫化氢。
1.1.1 硫磺
硫磺为淡黄色脆性结晶或粉末,可能因含少许硫
化氢而有特殊臭味,183.8℃时蒸气压0.13kPa,闪点207℃,熔点119℃,沸点444.6℃,相对体积质量(水为1)2.0,自燃温度232℃,爆炸下限2.3g/m3。
硫磺属易燃固体,遇明火、高热易燃,与氧化剂混合能形成爆炸性混合物。
硫磺粉体与空气可形成爆炸性混合物。
硫磺为不良导体,在干燥状态下会因搅拌、输送和注入等操作产生静电。
硫磺能在肠内部分转化为硫化氢而被吸收,故大量口服可导致硫化氢中毒。
硫磺可引起眼结膜炎、皮肤湿疹,对皮肤有弱刺激性。
生产过程中长期吸人硫磺粉尘一般无明显毒性作用。
硫磺的毒性相对较小,主要危险是粉尘爆炸。
在气候干燥、通风不良的情况下处置硫磺,会造成粉尘富集,达到爆炸极限后在外部能量的作用下引发爆炸。
由于硫磺表面易产生静电积累,更加剧了爆炸的危险。
1.1.2 硫化氢
硫化氢是可燃性无色气体,具有典型的臭鸡蛋味,沸点-60.3,相对体积质量(空气为1)为1.19,易溶于
水及醇类、二硫化碳、石油溶剂和原油,20℃时蒸气压为 1 874.5kPa,空气中爆炸极限(体积分数)为4.3%-45.5%,自燃温度260℃。
硫化氢是一种神经毒剂,亦为窒息性和刺激性气体。
硫化氢经粘膜吸收较快,经皮肤吸收甚慢。
急性硫化氢中毒一般发病迅速,出现以脑和(或)呼吸系统损害为主的临床表现,亦可伴有心脏等器官功能障碍。
临床表现因接触硫化氢的浓度等因素的不同而有明显差异。
中枢神经系统损害最为常见,轻则出现头痛、头晕、乏力、共济失调及轻度意识障碍,重则出现意识模糊、昏迷、呼吸困难或呼吸停止后心跳停止,与极高浓度(1 000mg/m3以上)硫化氢接触可发生电击样死亡。
硫化氢的主要危险是致人中毒,由于爆炸下限较低,也容易引发爆炸事故。
硫化氢体积质量较空气大,在低处泄漏时会聚积在地面,在高处泄漏时也会扩散至地面,因此容易导致严重后果。
1.2 中间产物
硫酸生产的中间产物是二氧化硫和三氧化硫,它们均具有一定的安全风险。
1.2.1 二氧化硫
二氧化硫为五色、有刺激性臭味、有毒气体,不可燃,易液化,沸点-10℃,相对体积质量(空气为1)2.26,是一种还原剂。
二氧化硫易被湿润的粘膜表面吸收生成亚硫酸、硫酸,对眼睛及呼吸道粘膜有强烈的刺激作用。
大量吸入可引起肺水肿、喉水肿、声带痉挛而致窒息。
急性影响为:轻度中毒时发生流泪、畏光、咳嗽,咽喉灼痛等,严重中毒后可在数小时内引发肺水肿,极高浓度吸人可引起反射性声门痉挛而致窒息,皮肤或眼接触会发生炎症或灼伤。
慢性影响为:长期低浓度接触可产生头痛、头昏、乏力等全身症状以及慢性鼻炎、咽喉炎、支气管炎、嗅觉及味觉减退等,少数工人有牙齿酸蚀症。
二氧化硫的主要危险是致人中毒。
1.2.2 三氧化硫
三氧化硫在常态下为无色液体或者无色至白色晶体,不可燃,有发烟、吸湿特性,沸点45℃,相对体积质量(空气为1)2.8,是一种强氧化剂。
三氧化硫与可燃物质、还原性物质及有机化合物激烈反应,有着火和爆炸危险;与水和潮湿空气激烈反应,生成硫酸;水溶液是一种强酸;与碱剧烈反应;腐蚀金属,生成爆炸性气体氢。
三氧化硫对皮肤、粘膜等组织有强烈的刺激和腐蚀作用,可引起结膜炎、水肿、角膜混浊以致失明;对呼吸道有刺激作用,重者造成呼吸困难和肺水肿;高浓度接触会引起喉痉挛或声门水肿致死;口服后会灼伤消化道形成溃疡,严重者可造成胃穿孔、腹膜炎、喉痉挛和声门水肿、肾损害、休克等;慢性影响有牙齿酸蚀症、慢性支气管炎、肺气肿和肝硬变等。
三氧化硫的主要危险是致人中毒。
1.3 产品
产品硫酸为透明粘稠的油状液体,无气味,颜色自五色、黄色至黄棕色,相对体积质量(水为1)1.834,
易溶于水同时放出大量热量。
浓硫酸有明显的脱水、氧化作用和腐蚀性。
硫酸本身虽然不燃烧,但因其化学性质活泼,遇水及许多可燃物质,如木屑、稻草、纸张、电石、高氯酸盐、雷酸盐、硝酸盐、苦味酸盐等会发生剧烈反应,放出高热并可能引起燃烧;稀硫酸遇金属会反应放出氢气,引发爆炸。
硫酸腐蚀性强,能严重灼伤眼睛并有造成失明的危险,对皮肤有刺激性,会导致皮炎或灼伤。
与三氧化硫一样,硫酸可引起上呼吸道炎症及肺损害,其毒性表现见上述“三氧化硫”部分。
硫酸的主要危险源启其化学活泼性和强腐蚀性,有可能引发燃烧、爆炸和人体严重伤害。
2 硫酸生产过程风险分析
2.1 火灾爆炸
处置硫磺时存在粉尘爆炸危险,熔硫槽会因蒸汽加热管的腐蚀泄漏而发生超压爆炸,或因水漏人急剧气化而发生蒸汽爆炸。
硫铁矿沸腾炉和预热燃烧炉点火升温时可能发生爆炸和喷火,用冷却水冷却处理沸
腾炉结疤或清灰时会因温差太大而引发爆炸,沸腾炉水箱漏水等也可能引发爆炸。
因设备、管道腐蚀或其它故障而致使硫酸泄漏时,硫酸与可燃物接触会引起燃烧,遇电石、金属粉末等接触能发生爆炸或着火。
在硫酸容器的检修过程中,设备内残余的浓硫酸会吸收空气中的水分而稀释,继而腐蚀钢材并放出氢气,当氢气浓度达到爆炸极限时会引发爆炸。
这类事故即使在近年也屡有发生。
如果控制不当或发生设备故障,废热锅炉以及其它压力容器存在超压爆炸的危险。
2.2 化学灼伤
化学灼伤是硫酸生产中常见的危险。
如果有关设备、管道发生腐蚀或存在缺陷导致硫酸泄漏,与之接触会造成化学灼伤。
2.3 中毒
由于生产不正常、工艺控制不当、设备及管道腐蚀及故障等,在焚(焙)烧、净化、转化等工序会造成硫化氢、二氧化硫、三氧化硫泄漏,从而引起人员中毒事故。