通用卡尺检定和校准原始记录
- 格式:doc
- 大小:38.00 KB
- 文档页数:1
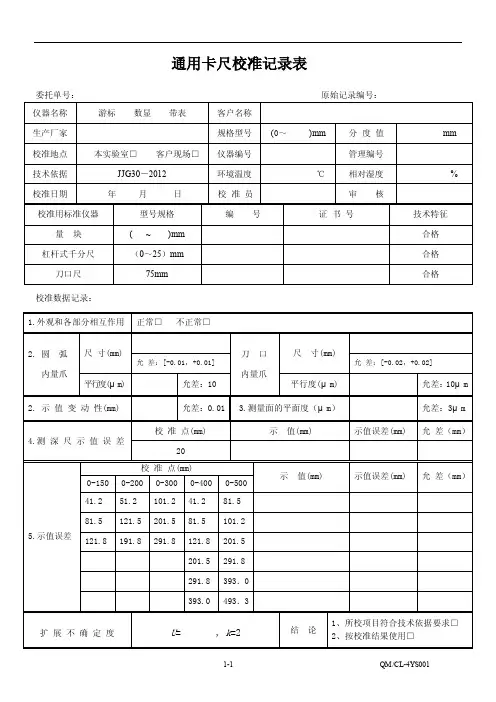
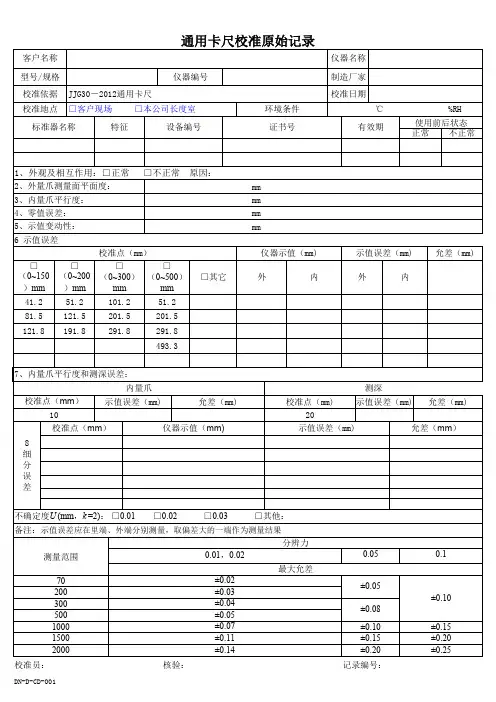
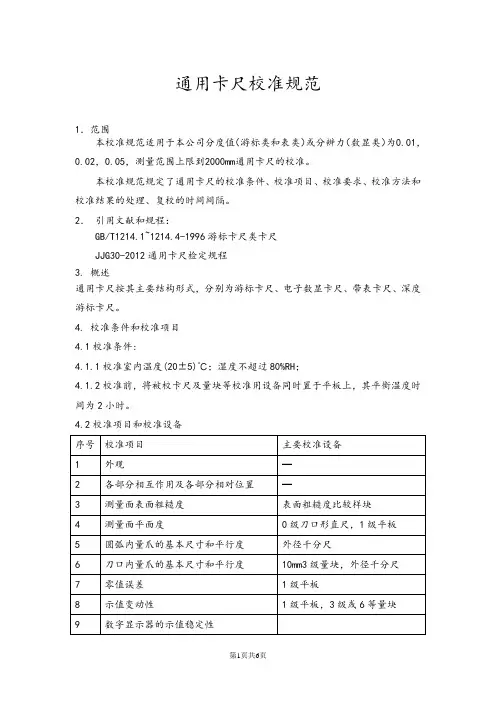
通用卡尺校准规范1.范围本校准规范适用于本公司分度值(游标类和表类)或分辨力(数显类)为0.01,0.02,0.05,测量范围上限到2000mm通用卡尺的校准。
本校准规范规定了通用卡尺的校准条件、校准项目、校准要求、校准方法和校准结果的处理、复校的时间间隔。
2.引用文献和规程:GB/T1214.1~1214.4-1996游标卡尺类卡尺JJG30-2012通用卡尺检定规程3.概述通用卡尺按其主要结构形式,分别为游标卡尺、电子数显卡尺、带表卡尺、深度游标卡尺。
4.校准条件和校准项目4.1校准条件:4.1.1校准室内温度(20±5)℃;湿度不超过80%RH;4.1.2校准前,将被校卡尺及量块等校准用设备同时置于平板上,其平衡温度时间为2小时。
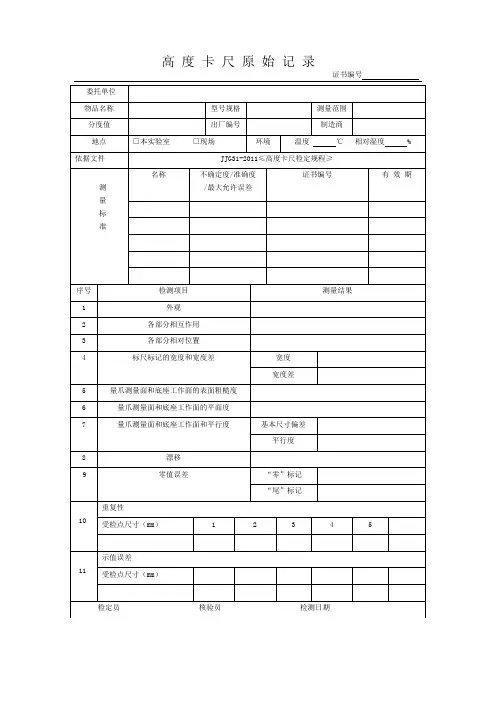
4.2校准项目和校准设备5.1外观5.1.1要求:卡尺表面应镀层均匀、标尺标记应清晰,表蒙透明清洁。
不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目力可见的断线或粗细不匀等以及影响外观质量的其他缺陷。
卡尺上必须有制造厂名或商标、CMC标志、分度值和出厂编号。
使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。
5.1.2校准方法:目力观察。
5.2各部分相互作用及各部分相对位置:5.2.1要求::尺框沿尺身移动应手感平稳,不应有阻滞或松动现象。
数字显示应清晰、完整,无黑斑和闪跳现象。
各按钮功能稳定、工作可靠;紧固螺钉和微动装置的作用应可靠;主尺尺身应有足够的长度裕量,以保证在测量范围上限时尺框及微动装置在尺身之内。
游标尺刻线与主标尺刻线应平行,无目力可见的倾斜;游标尺标记表面棱边至主标尺标记表面的距离应不大于0.30mm;圆标尺的指针尖端应盖住短标记长度的30%~80%。
指针末端与标尺标记表面之间的间隙应不大于表6的规定。
卡尺两外量爪合并时,应无目力可见的间隙。
表6指针末端与标尺标记表面之间的间隙5.2.2校准方法:目力观察和手动试验。
5.3测量面的表面粗糙度5.3.1要求:应不超过表1规定表1测量面表面粗糙度5.3.2校准方法:用表面粗糙度比较样板进行比较校准。
检定校准计量测试部门原始记录校准计量测试部门原始记录检定1.引言在校准计量测试部门进行校准测试过程中,为了保证测试结果的准确性和可靠性,需要进行原始记录的检定。
本次检定主要目的是确认原始记录的完整性、可读性和准确性,以及记录的合规性和符合标准规范的要求。
2.检定流程(1)确认原始记录的完整性。
检定员首先需要检查原始记录的完整性,包括检查所有必要的数据和信息是否都完整记录下来,是否有遗漏或者错误。
确认原始记录中包括了测试的日期、时间、地点、所使用的设备和仪器、测试对象的特征参数等相关信息。
(2)检查原始记录的可读性。
检定员需要确保原始记录的文字清晰明了,字迹工整,使用的符号和单位规范一致,避免使用模糊不清的手写或者缩写词语,保证他人能够理解并复现测试过程。
(3)验证原始记录的准确性。
检定员需要核对原始记录中的数据和结果,并与测试过程中所使用的仪器和设备进行比对,确保记录的数据准确无误。
对于涉及到多次测试的情况,检定员需进行数据的平均值计算,确保结果的准确性。
(4)判断记录的合规性。
检定员需要对原始记录进行评估,确认记录的合规性。
合规性包括记录是否符合ISO9001质量管理体系要求,是否遵守所适用的标准和规范,是否按照校准程序和操作规程进行记录,以及是否符合相关法律法规的要求等。
(5)分析记录的符合性。
检定员需要分析记录的符合性,即确认记录的内容是否能够满足校准测试的目的和要求。
检定员需要根据校准测试的目标和标准规范,检查记录的内容是否完整、详细,并且包含了测试流程、测量结果、不确定度等必要信息。
3.检定结果(1)完整性检定结果。
经过确认,原始记录中的数据和信息完整,没有遗漏或者错误记录。
(2)可读性检定结果。
原始记录的文字清晰明了,字迹工整,使用的符号和单位规范一致,易于阅读和理解。
(3)准确性检定结果。
经过核对,原始记录中的数据准确无误,并与测试仪器和设备的结果一致。
(4)合规性检定结果。
原始记录符合ISO9001质量管理体系要求,遵守适用的标准和规范,并按照校准程序和操作规程进行记录,符合相关法律法规的要求。
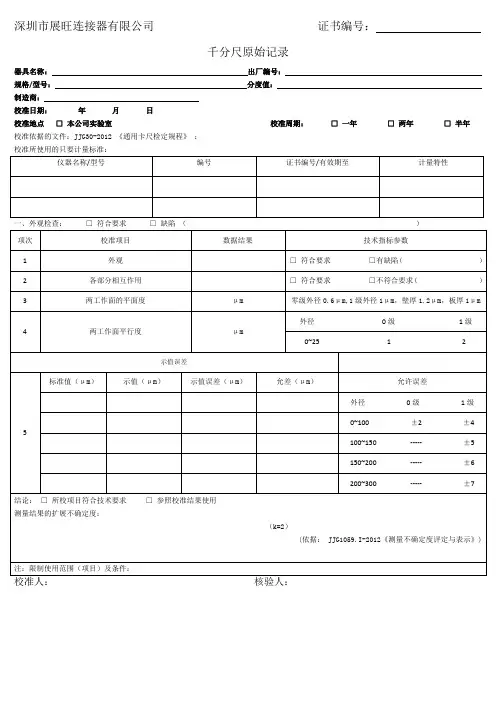

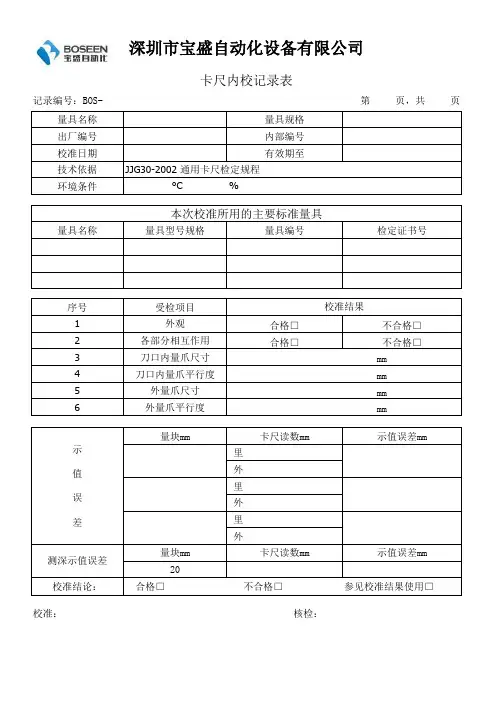
1.校正程序1.1依据所使用的外校合格、且在有效期内的游标卡尺作为标准件,及要求使用单位提供受检之设备。
1.2备妥清洁用布和《量检具内校记录表》1.3检查卡尺测量接触面是否平整、干净、无污渍、锈迹1.4调校零位1.5被测面要干净、平整。
连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录。
允许误差范围根据不同卡尺的精度分为±0.01mm、±0.02mm ﹑±0.03mm ﹑±0.05mm1.6测内径接触面磨损程度:使卡尺上面的测量端张开后靠紧两基准面进行读数,测量三次,取平均值。
测量值与标准值根据不同卡尺的精度分为±0.01mm、±0.02mm±0.03mm ±0.05mm,将其平均值记录。
1.7可根据不同量程的卡尺选用不同的基准或组合进行校准;1.8历次测量值与标准值之差,均在允许误差范围内,判校准合格;1.9检定合格的卡尺需在其内外量爪的表面涂上润滑油。
两爪之间应留有(2-3)mm的间隙,并用紧固螺钉锁紧。
1.10将检定好的游标卡尺放入盒子内保存1.11.将使用完的标准件用纱布擦干净,并检查是否有损坏。
放入盒中,摆放整齐1.12依1-10做出标示后,归位并记录于《量检具内校记录表》内1.13检定周期:每年一次2.操作要求2.1必须按规定程序进行检定2.2在使用时发现故障,使用人必须立即报告,并停止使用,退回仓库联系专人修理。
2.3使用人员必须保持量具的清洁,按规定要求进行维护保养,并妥善保管。
2.4 对不执行检定或超期使用的计量器具要禁止使用。
2.5要轻拿轻放,防止猛烈碰撞、跌落2.6 测量前应把卡尺擦干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,游标上的“0”刻线(简称游标零线)对准主尺上的“0”刻线,这个过程称为校对卡尺的零位2.7移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象,在移动尺框时,不要忘记松开固定螺钉,亦不宜过松以免掉了2.8使用中,不能在机床还在转动时就去测量工件,以防测量人员发生危险和损坏量具,应待被测工件处于静态后进行。