外文文献的翻译Microsoft Office Word 文档
- 格式:docx
- 大小:17.33 KB
- 文档页数:5

由于导师给的是扫描件,扫描件的pdf格式无法复制文字,用翻译的软件也比较难识别文本,所以给出以下教程(以下软件都能够在360软件管家里面下载)
第一步,去网上下载cajviewer,如图表所示,安装完以后打开。
用软件打开导师给的pdf文档,在软件的左上角有个文字识别,利用这个功能就能扫描出排版工整的文字了。
第二步,如果出现了图片不公整(图片斜的),扫描出来的文字就跟原文有较大的出入,所以我们要调整图片的位置。
首先你电脑里要有以下软件,楼主就直接下载的360软件管家
里面的,
然后在下载dopdf(如果是office2007可不下此软件)
最后下载一个ps软件(楼主下的光影魔术手)
有可能安装有问题,那么换美图秀秀也可以的。
操作如下
S1先用Adobe Reader打开文档
S2复制一张不工整的(斜的图片)扫描件到电脑附件自带画图软件里面
保存
S3利用PS软件将图片调整成水平位置(位置调整角度一般很小),保存图片
S3 用电脑自带的office新建个word文档,将PS过后的图片插入到文档中去
S4 如果电脑中office是2003时则在文档中选项中选择文件/打印(如下图所示),记得将打印机的名称改成doPDF 8,然后确定,跳出来对话框,选择转化成pdf格式的存放位置点OK确认就生成pdf文件;
如果office是2007可直接文件/另存为PDF格式的就可以了
S5 操作如上述用cajviewer扫描出文字然后用软件翻译外文即可。
本人用过金山词霸还有谷歌翻译(需要翻墙),对比看谷歌翻译还是可以的,但是还是有20-30%的错误率,有些专业术语还要自己重新翻译的。
如何翻译英文文献
当你需要翻译一个英文文献时,以下是一个简单的参考步骤:
1. 首先,阅读并理解原始文献。
确保你对文献的主要内容和结构有一个清晰的了解。
2. 将文献分成几个段落,并将每个段落的主要论点和细节记录下来。
这将帮助你组织翻译过程。
3. 开始翻译。
从第一个段落开始,将原始文本逐句翻译成目标语言(如中文)。
尽量保持原始文本的词序和句子结构,但也要注意目标语言的习惯表达方式和语法规则。
4. 当遇到翻译难点时,可以使用在线翻译工具或参考语言学资源,以确保准确理解原始文本的意思。
5. 逐句翻译完整个文献后,进一步审查和编辑翻译内容。
确保语义和逻辑的准确性,并修复任何可能的语法或用词错误。
6. 做一次整体审查,确保翻译流畅自然,没有歧义或不连贯之处。
注意提前准备好目标语言的专业术语和词汇,以便正确传达原文的意思。
7. 最后,检查翻译与原文之间是否有任何遗漏或错误,以确保您的翻译准确无误。
建议在翻译过程中保留原文献的原始结构和思路,并自然流畅
地传达其意义。
尽量使用准确的专业术语,并始终关注翻译的准确性和一致性。
word文档怎么翻译成英文Word文档怎么翻译成英文?很多小伙伴在学生生涯没有认真学习英语,导致英语水平很差。
开始工作后,有时却会接触到外国客户,但是因为自己的英语水平太低不但无法和客户形成很好的交流,就连制作好的合作文件都是中文不知道该如何精确的转换为英文。
下面小编就教给大家用不同的三种方法轻松实现word文档翻译为英文。
1.首先较为简单的翻译方法在word本身即可实现。
打开制作好的word文档,鼠标点击word操作栏中的【审阅】,再点击下方的【翻译】,并选择【翻译文档】。
2.在接下来弹出的窗口当中,将翻译前的语言设置为中文,把翻译后的语言设置为英语。
并将翻译屏幕提示语言也设置为中文,便于自己查找提示消息。
然后点击右下角【确定】,即可翻译成功。
3.在线翻译法。
大家鼠标点击搜索word文档在线翻译,然后点击进入到相关得翻译网页页面中。
4.在进入页面后,现在自定义设置转换中将转换的语言设置为英文转换为中文。
然后根据个人需求,设置翻译后文件的格式以及是否公开翻译后的文件。
5.接着使用鼠标单击页面内的【点击选择文件】将需要翻译的word文档添加到翻译页面中。
6.如若还有其它需要翻译的word文档,点击【继续添加】将它们也添加到页面当中,再点击右侧的【开始翻译】一同翻译。
7.当翻译完成后,鼠标点击【立即下载】选项,将翻译后的文件保存到电脑当中就可打开使用了。
8.如果大家在工作中经常需要翻译文件文档内容,则可在电脑当中安装个翻译工具,便于每次的翻译操作,节约工作学习当中的时间。
9.双击打开翻译工具,鼠标点击操作界面内左侧的【特色功能】——【Word翻译】。
10.鼠标点击界面内的【添加文件】,然后会出现个本地窗口。
在该窗口中选中要翻译的word文档,再点击右下角【打开】即可将word 文档添加到翻译工具内。
11.在翻译工具当中将翻译语言设置为由简体中文翻译为英文。
12.接着为翻译后的文档设置个保存地址,鼠标点击工具内的【原文件夹】选项,就可将翻译后的文件存放在,存储原文件的文件夹当中便于查找。
外文文献的翻译方法和技巧在科学研究领域,阅读和理解外文文献是非常重要的,因为这些文献包含了世界各地研究者的最新成果和观点。
然而,由于语言障碍,许多人可能觉得翻译外文文献是一项困难的任务。
本文将介绍一些有效的翻译方法和技巧,帮助读者更好地理解和翻译外文文献。
选择合适的翻译工具在翻译外文文献时,选择合适的工具是非常重要的。
一些常见的翻译工具包括在线翻译网站和翻译App。
这些工具可以帮助读者快速翻译文献,但需要注意的是,这些工具可能存在一定的翻译误差,因此在使用时要注意核对翻译结果。
保持原文的风格和语气在翻译外文文献时,要尽可能保持原文的风格和语气。
这样可以更好地传达原作者的意图和思想。
在翻译过程中,读者可以使用词典等工具帮助理解原文中的专业术语和文化背景,以确保翻译的准确性和通顺性。
注意语法和语法结构另一个翻译外文文献的重要方面是注意语法和语法结构。
外文文献往往使用复杂的句子结构和语法规则,因此在翻译时要保持句子的逻辑和结构。
正确理解原文中的句子结构和语法规则,可以帮助读者更好地翻译文献并消除歧义。
查找背景知识和参考资料翻译外文文献时,有时可能会遇到一些专业术语和概念,读者不熟悉。
在这种情况下,建议读者查找相关背景知识和参考资料,帮助理解原文中的内容。
这样不仅可以提高翻译的准确性,还可以扩展读者的知识面。
结语总的来说,翻译外文文献是一项需要一定技巧和耐心的工作。
通过选择合适的翻译工具、保持原文的风格和语气、注意语法和语法结构、查找背景知识和参考资料,读者可以更好地理解和翻译外文文献。
希望本文介绍的方法和技巧对读者有所帮助。
杭州电子科技大学毕业论文外文文献翻译要求根据《普通高等学校本科毕业设计(论文)指导》的内容,特对外文文献翻译提出以下要求:一、翻译的外文文献可以是一篇,也可以是两篇,但总字符要求不少于1.5万(或翻译成中文后至少在3000字以上)。
二、翻译的外文文献应主要选自学术期刊、学术会议的文章、有关著作及其他相关材料,文献作者最好为国外的专家或学者;应与毕业论文(设计)主题相关,并作为外文参考文献列入毕业论文(设计)的参考文献。
并在每篇中文译文首页用“脚注”形式注明原文作者及出处,中文译文后应附外文原文。
脚注的方法:插入----引用---脚注和尾注三、中文译文的基本撰写格式为:1.题目:采用小三号、黑体字、居中打印,段前段后1行间距;;2.正文:采用小四号、宋体字,行间距为固定值20磅,标准字符间距。
页边距为左3cm,右2.5cm,上下各2.5cm,页面统一采用A4纸。
英文原文如为word文档,请用罗马字体排版,段前空两格,段间距20磅。
页眉为“杭州电子科技大学本科毕业论文外文翻译”,5号宋体字从正文开始编写页码,页码居中。
四、封面格式由学校统一制作(注:封面上的“翻译题目”指中文译文的题目),填充内容为加粗小三号楷体_GB2312,并按“封面、译文一、外文原文一、译文二、外文原文二、考核表”的顺序统一装订。
五、忌自行更改表格样式,学号请写完整。
封面和考核表均为一页纸张,勿换行换页。
注意:1.除了封面和考核表之外,外文翻译有页眉和页码。
2.外文翻译中各级标题统一为段前空两格;若标题无序号,也可按与原文一致的原则处理。
题目段前段后1行一级标题小四宋体加黑,段前段后0.5行其他各级标题段前空两格,小四宋体不加黑,其他与正文要求一致。
毕业论文外文文献翻译毕业设计(论文)题目Xxx(单击此处添加论文题目)翻译(1)题目指翻译后的第一篇中文译文的题目翻译(2)题目指翻译后的第二篇中文译文的题目若无,则本栏留空学院经贸学院专业国际经济与贸易(单击此处添加专业)姓名XXXXXX(单击此处添加姓名)班级XX020811(单击此处添加班级)学号XX023101(单击此处添加班级)指导教师XXXXXX(单击此处添加指导教师)单击此处添加翻译后的第一篇中文译文的题目1 [单击此处添加译文正文]一、单击此处添加一级标题1[单击此处添加译文正文]1.[单击此处添加译文正文]2.[单击此处添加译文正文]3.[单击此处添加译文正文]二、单击此处添加一级标题2[单击此处添加译文正文]1.[单击此处添加译文正文]2.[单击此处添加译文正文]3.[单击此处添加译文正文]三、单击此处添加一级标题3……………………………以下是模板的使用方法说明文字,正式成文后请删除。
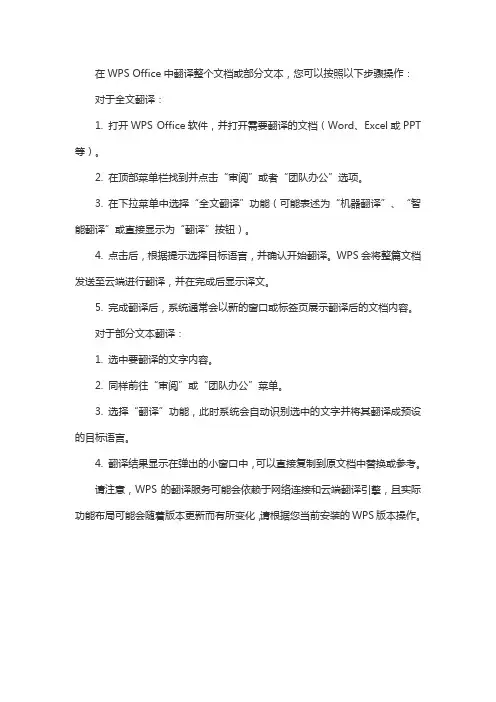
在WPS Office中翻译整个文档或部分文本,您可以按照以下步骤操作:对于全文翻译:
1. 打开WPS Office软件,并打开需要翻译的文档(Word、Excel或PPT 等)。
2. 在顶部菜单栏找到并点击“审阅”或者“团队办公”选项。
3. 在下拉菜单中选择“全文翻译”功能(可能表述为“机器翻译”、“智能翻译”或直接显示为“翻译”按钮)。
4. 点击后,根据提示选择目标语言,并确认开始翻译。
WPS会将整篇文档发送至云端进行翻译,并在完成后显示译文。
5. 完成翻译后,系统通常会以新的窗口或标签页展示翻译后的文档内容。
对于部分文本翻译:
1. 选中要翻译的文字内容。
2. 同样前往“审阅”或“团队办公”菜单。
3. 选择“翻译”功能,此时系统会自动识别选中的文字并将其翻译成预设的目标语言。
4. 翻译结果显示在弹出的小窗口中,可以直接复制到原文档中替换或参考。
请注意,WPS的翻译服务可能会依赖于网络连接和云端翻译引擎,且实际功能布局可能会随着版本更新而有所变化,请根据您当前安装的WPS版本操作。
手把手教你把一篇pdf英文文献瞬间翻译成doc格式的中文一、准备工作:需要安装软件:1. Adobe Acrobat professionals 8.1 这是真正的pdf制作软件(网上找激活码)按上吧,可以吧任何格式文档搞成pdf。
图12.谷歌浏览器二、翻译开始了1.用Adobe Acrobat professionals 8.1打开你要翻译的pdf 英文文献。
然后点导出如图所示选择HTML网页格式导出生成一个这个htm格式网页文件2.点击打开这个网页如图复制地址红框中的3.点击谷歌浏览器打开粘贴地址吽,看到箭头指的的了吗、客气啥翻译呗。
搞定了还没完,不要直接复制这上面中文,选项另存为网页,再建个word复制进去就行了。
当然,谷歌的翻译水平不敢恭维还是认真校对,自己慢慢改吧,对长篇文章很管用滴。
若pdf文档质量不好,无法导出想要的格式那没办法了如何翻译外文文献在科研过程中阅读翻译外文文献是一个非常重要的环节,许多领域高水平的文献都是外文文献,借鉴一些外文文献翻译的经验是非常必要的。
由于特殊原因我翻译外文文献的机会比较多,慢慢地就发现了外文文献翻译过程中的三大利器:Google“翻译”频道、金山词霸(完整版本)与CNKI“翻译助手"。
具体操作过程如下:1.先打开金山词霸自动取词功能,然后阅读文献;2.遇到无法理解的长句时,可以交给Google处理,处理后的结果猛一看,不堪入目,可是经过大脑的再处理后句子的意思基本就明了了;3.如果通过Google仍然无法理解,感觉就是不同,那肯定是对其中某个“常用单词”理解有误,因为某些单词看似很简单,但是在文献中有特殊的意思,这时就可以通过CNKI的“翻译助手”来查询相关单词的意思,由于CNKI的单词意思都是来源与大量的文献,所以它的吻合率很高。
另外,在翻译过程中最好以“段落”或者“长句”作为翻译的基本单位,这样才不会造成“只见树木,不见森林”的误导。
前几天看到一篇不错的Word文档,小编想要翻译成英文分享给国外的网友。
但是小编的英语翻译能力不是很好,那么该如何翻译Word文档呢?还真的是让人头大。
不过小编已经找到翻译方法了。
一起来看看是什么方法吧。
方法一:利用文档翻译器
借助软件:文档翻译器
操作步骤:
1、在软件首页找到“文档翻译”,然后点击“点击上传文档”将Word文档添加进去。
2、然后在页面中设置翻译形式为“简体中文→英文”,然后点击“翻译”就可以了。
文档翻译器不仅仅是能实现文档的翻译哦,还能实现语音翻译文字,短句翻译哦,功能很多,一款多用哦。
方法二:在线Word文档翻译
网址:迅捷PDF在线转换器
操作步骤:
1、在网站首页找到“文档处理”,然后点击其中的“Word在线翻译”进入操作页面。
2、然后将Word文档添加进去,在自定义设置栏里设置语言翻译类型为“简体中文→英文”,然后点击“开始翻译”就可以了。
这个迅捷PDF在线转换器网站不仅仅能实现Word文档翻译,还能实现PDF 转图片,PDF转Word等文档转换哦。
方法三:利用Word 2016
借助工具:Word 2016
操作步骤:
1、首先,全选Word文档,然后点击页面中的“语言”,接着点击“翻译”,选择其中的“翻译所选文字”。
2、然后在信息检索选项栏里,设置翻译:源语言为简体中文,目标语言为英文。
点击“→”翻译Word文档,然后点击“插入”就可以了。
大家可以根据自己的需要选择适合自己的方法,以上是有关Word文档翻译的三个方法,希望对大家有所帮助。
如何使用Word的翻译功能Word是一款功能强大的文字处理软件,在我们日常的工作和学习中经常会用到。
除了基本的编辑、排版、插入图片等功能外,Word还提供了翻译功能,方便我们对文档进行翻译和阅读。
一、使用Word内置的翻译功能Word内置了翻译功能,可以帮助我们翻译文档中的文字。
具体操作步骤如下:1. 打开Word文档,选择需要翻译的文字。
2. 在菜单栏中点击“Review(审阅)”选项卡。
3. 在“Proofing(校对)”组别中,找到“Translate(翻译)”按钮,点击打开翻译功能。
二、选择翻译语言在使用Word的翻译功能前,我们需要选择翻译的语言。
默认情况下,Word会根据系统语言环境选择一种语言作为翻译的目标语言,可以根据自身需求进行调整。
具体操作步骤如下:1. 打开Word文档,点击“Review(审阅)”选项卡。
2. 在“Proofing(校对)”组别中,找到“Translate(翻译)”按钮,点击打开翻译功能。
3. 点击翻译功能窗口中的“选择翻译语言”按钮,选择你需要的翻译语言。
三、翻译文本当我们选择好翻译的语言后,就可以进行文本的翻译了。
具体操作步骤如下:1. 打开Word文档,选择需要翻译的文字。
2. 在菜单栏中点击“Review(审阅)”选项卡。
3. 在“Proofing(校对)”组别中,找到“Translate(翻译)”按钮,点击打开翻译功能。
4. 在翻译功能窗口左侧的文本框中,将选中的文字自动填充到文本框中。
5. 在翻译功能窗口右侧选择翻译的语言。
6. 点击“翻译”按钮,进行文本翻译。
四、使用在线翻译引擎除了Word内置的翻译功能外,我们也可以使用在线翻译引擎来进行翻译。
在Word中使用在线翻译引擎翻译文本的方法如下:1. 在打开的翻译功能窗口中,点击“在线翻译”链接。
2. Word将自动使用默认的在线翻译引擎进行翻译,将选中的文本翻译成目标语言。
3. 如果你希望使用其他在线翻译引擎,可以点击“设置翻译服务选项”链接,选择其他翻译引擎。
在我们的日常工作中, Word是比较常用的工具,那么这个工具除了可以写文章以外也会有很多种功能可以使用,比如,我们可以用来翻译。
下面分享的内容是Word中翻译功能的使用,本次操作会有7个步骤向大家展示,一起来看下。
准备工作:
1、电脑上新建一个Word文档并打开;
2、准备好待翻译的内容;(这里小编准备的是日文)
准备工作完成后,接下来我们开始操作!
具体操作:
1、首先将我们已准备好的待翻译日文内容添加到word中。
2、然后选中文本内容,单击鼠标右键,选择功能中的【翻译】并点击。
3、随后页面中会弹出一个提示框,点击【是】按钮完成继续操作。
4、然后挪动鼠标至word文档的右侧【信息检索】进行设置语言参数【日语—中文】,如图所示的语言参数选择。
5、语言参数设置完成后,word会快速地将翻译结果展现在页面。
6、鼠标点击在滚动条上向左拖拽使预览区域变大,可以更清晰地看到翻译的结果,再点击【插入】按钮。
7、之后我们的日文内容就被成功替换成了中文了!
是不是很简单呢?以上是本次分享Word中翻译功能使用的内容,借助的是日语翻译中文的操作向大家展示的操作,希望这个简单的Word小技巧可以对你们有所帮助,byebye~。
怎样翻译word文档中的英文?在职场办公当中,难免会遇到外国客户。
在与外国客户沟通、合作的过程当中,所使用得合作文件、资料的内容几乎都是英文。
这也就使得英文不好的职员,除了准备合作资料外还需要花费大量时间去查阅单词,翻译语句,大大降低了工作效率。
今天小编就将告诉大家如何快速有效地翻译word文档中的英文。
1.大部分翻译工具,都只能单个单词或者逐句翻译,就算能翻译整段也是有次数限制。
这样就会导致翻译出来的内容,和原文意思有着较大的差别。
今天小编就将告诉大家两个可直接翻译整份英文文件的翻译方法。
大家在百度当中搜索关键词在线翻译word文档,然后点击进入到相关的网页内。
2.当进入网页页面后,将鼠标光标移动到【文档处理】选项上,然后下方就会出现多个功能选项,鼠标点击选中其中的【Word在线翻译】。
3.接着就会转入新的页面当中,鼠标单击选中页面内的【点击选择文件】选项,将要翻译的word文档添加到页面当中。
4.然后在页面内下方有个【自定义设置转换】,可在其中设置翻译前后的语言种类。
并且可选择翻译后文件的格式,以及是否公开翻译后的文件内容。
5.倘若大家还有要翻译的word文档忘记添加到页面中,可点击页面内的【继续添加】选项,将剩余文件再添加到页面里来。
然后鼠标点击右侧的【开始翻译】选项,将所有文档统一翻译。
6.整个翻译的过程需要大家耐心等待,而在页面当中也将告诉大家预计需要多长时间才能翻译完成。
7.当翻译操作完成后,鼠标点击文件缩略图下的【预览】选项,查看文档是否成功翻译。
接着再点击右下角的【立即下载】选项,把翻译好的word文档保存到自己的电脑里就可以了。
8.除了在线翻译word文档之外,小编还将继续告诉大家个操作更为简单,翻译效果不错的翻译方法。
大家先给自己的电脑里准备个支持word翻译的pdf转换器。
9.把电脑当中准备的pdf转换器打开,在转换器操作界面内使用鼠标点击选中【特色功能】——【Word翻译】。
英文文献怎么翻译
翻译英文文献的字数要根据实际情况而定,有些文献可能只有几百字,有些可能几千字甚至更多。
下面是一个关于如何翻译英文文献的简要步骤,供参考:
1. 阅读理解原文:在开始翻译之前,确保对英文文献的内容有充分的理解。
仔细阅读并注意文章的结构、段落和句子的逻辑关系。
2. 确定文献的重点:确定原文中的关键信息和重点句子。
了解作者的主旨和要传达的主要观点。
3. 逐句翻译:按照句子的顺序,逐一翻译每个句子。
可以使用在线词典和翻译工具来帮助理解和翻译生词和固定短语,但要谨慎使用,避免机械翻译导致的不准确。
4. 保持逻辑连贯:确保翻译的文本在语义和语法上与原文保持一致。
注意句子的结构和语调,使其在目标语言中流畅自然。
5. 校对和润色:完成初步翻译后,进行校对和润色。
仔细检查语法、词汇和语义等方面的错误,并进行必要的修改和调整。
6. 考虑目标读者:当翻译英文文献时,要考虑目标读者的语言和背景。
尽量使用目标语言中的常用词汇和习语,以便让读者更容易理解。
总之,翻译英文文献的关键是理解原文,并以准确、流畅和完整的方式传达作者的观点。
Criminal Law1.General IntroductionCriminal law is the body of the law that defines criminal offenses, regulates the apprehension, charging, and trial of suspected offenders,and fixes punishment for convicted persons. Substantive criminal law defines particular crimes, and procedural law establishes rules for the prosecution of crime. In a democratic society, it is the function of the legislative bodies to decide what behavior will be made criminal and what penalties will be attached to violations of the law.Capital punishment may be imposed in some jurisdictions for the most serious crimes. And physical or corporal punishment may still be imposed such as whipping or caning, although these punishments are prohibited in much of the world. A convict may be incarcerated in prison or jail and the length of incarceration may vary from a day to life.Criminal law is a reflection of the society that produce it. In an Islamic theocracy, such as Iran, criminal law will reflect the religious teachings of the Koran; in an Catholic country, it will reflect the tenets of Catholicism. In addition, criminal law will change to reflect changes in society, especially attitude changes. For instance, use of marijuana was once considered a serious crime with harsh penalties, whereas today the penalties in most states are relatively light. As severity of the penaltieswas reduced. As a society advances, its judgments about crime and punishment change.2.Elements of a CrimeObviously, different crimes require different behaviors, but there are common elements necessary for proving all crimes. First, the prohibited behavior designated as a crime must be clearly defined so that a reasonable person can be forewarned that engaging in that behavior is illegal. Second, the accused must be shown to have possessed the requisite intent to commit the crime. Third, the state must prove causation. Finally, the state must prove beyond a reasonable doubt that the defendant committed the crime.(1) actus reusThe first element of crime is the actus reus.Actus is an act or action and reus is a person judicially accused of a crime. Therefore, actus reus is literally the action of a person accused of a crime. A criminal statute must clearly define exactly what act is deemed “guilty”---that is, the exact behavior that is being prohibited. That is done so that all persons are put on notice that if they perform the guilty act, they will be liable for criminal punishment. Unless the actus reus is clearly defined, one might not know whether or not on e’s behavior is illegal.Actus reus may be accomplished by an action, by threat of action,or exceptionally, by an omission to act, which is a legal duty to act. For example, the act of Cain striking Abel might suffice, or a parent’s failure to give to a young child also may provide the actus reus for a crime.Where the actus reus is a failure to act, there must be a duty of care. A duty can arise through contract, a voluntary undertaking, a blood relation, and occasionally through one’s official position. Duty also can arise from one’s own creation of a dangerous situation.(2)mens reaA second element of a crime is mens rea. Mens rea refers to an individual’s state of mind when a crime is committed. While actus reus is proven by physical or eyewitness evidence, mens rea is more difficult to ascertain. The jury must determine for itself whether the accused had the necessary intent to commit the act.A lower threshold of mens rea is satisfied when a defendant recognizes an act is dangerous but decides to commit it anyway. This is recklessness. For instance, if Cain tears a gas meter from a wall, and knows this will let flammable gas escape into a neighbor’s house, he could be liable for poisoning. Courts often consider whether the actor did recognise the danger, or alternatively ought to have recognized a danger (though he did not) is tantamount to erasing intent as a requirement. In this way, the importance of mens rea hasbeen reduced in some areas of the criminal law.Wrongfulness of intent also may vary the seriousness of an offense. A killing committed with specific intent to kill or with conscious recognition that death or serious bodily harm will result, would be murder, whereas a killing affected by reckless acts lacking such a consciousness could be manslaughter.(3)CausationThe next element is causation. Often the phrase “but for”is used to determine whether causation has occurred. For example, we might say “Cain caused Abel”, by which we really mean “Cain caused Abel’s death. ”In other words, ‘but for Cain’s act, Abel would still be alive.” Causation, then, means “but for” the actions of A, B would not have been harmed. In criminal law, causation is an element that must be proven beyond a reasonable doubt.(4) Proof beyond a Reasonable DoubtIn view of the fact that in criminal cases we are dealing with the life and liberty of the accused person, as well as the stigma accompanying conviction, the legal system places strong limits on the power of the state to convict a person of a crime. Criminal defendants are presumed innocent. The state must overcome this presumption of innocence by proving every element of the offense charged against the defendant beyond a reasonable doubt to thesatisfaction of all the jurors. This requirement is the primary way our system minimizes the risk of convicting an innocent person.The state must prove its case within a framework of procedural safeguards that are designed to protect the accused. The state’s failure to prove any material element of its case results in the accused being acquitted or found not guilty, even though he or she may actually have committed the crime charged.3. Strict LiabilityIn modern society, some crimes require no more mens rea, and they are known as strict liability offenses. For in stance, under the Road Traffic Act 1988 it is a strict liability offence to drive a vehicle with an alcohol concentration above the prescribed limit.Strict liability can be described as criminal or civil liability notwithstanding the lack mens rea or intent by the defendant. Not all crimes require specific intent, and the threshold of culpability required may be reduced. For example, it might be sufficient to show that a defendant acted negligently, rather than intentionally or recklessly.1. 概述刑法是规定什么试犯罪,有关犯罪嫌疑人之逮捕、起诉及审判,及对已决犯处以何种刑罚的部门法。
Word文档中如何进行多语言切换和翻译功能在当今全球化的时代,多语言交流变得越来越频繁。
无论是在工作还是学习中,我们经常会遇到需要处理多种语言的文档的情况。
Word作为一款广泛使用的文字处理软件,为我们提供了方便的多语言切换和翻译功能,大大提高了我们的工作效率。
接下来,我将详细介绍在Word 文档中如何进行多语言切换和翻译。
首先,我们来了解一下 Word 中的多语言设置。
打开 Word 文档,点击“文件”选项卡,然后选择“选项”。
在弹出的“Word 选项”对话框中,选择“语言”选项。
在这里,您可以看到“选择编辑语言”和“选择显示和帮助语言”两个部分。
在“选择编辑语言”中,您可以添加和选择您需要的语言。
比如,如果您需要输入法语,就可以在这里找到法语并添加。
添加完成后,在文档中输入文字时,您就可以通过切换输入法来使用您添加的语言进行输入。
而在“选择显示和帮助语言”中,您可以设置 Word 界面的显示语言以及帮助文件的语言。
这对于使用非母语版本 Word 的用户来说非常有用,可以让您更方便地操作和理解软件。
接下来,我们谈谈 Word 中的自动语言检测功能。
当您在文档中输入不同语言的文字时,Word 会尝试自动检测语言,并根据检测结果应用相应的拼写和语法检查规则。
但需要注意的是,自动检测并不总是100%准确,有时可能会出现误判。
如果您发现自动检测的语言不正确,可以手动进行更改。
然后是 Word 中的翻译功能。
在 Word 2016 及更高版本中,内置了强大的翻译工具。
选中您想要翻译的文本,然后点击“审阅”选项卡中的“翻译”按钮。
您可以选择“翻译所选文字”将选中的文本翻译成您指定的语言,或者选择“翻译文档”来对整个文档进行翻译。
在翻译所选文字时,Word 会在右侧弹出一个窗口,显示翻译结果。
您可以在这里查看翻译后的文本,并根据需要进行修改和调整。
如果对翻译结果不满意,还可以点击“更多”按钮,选择其他翻译服务或词典进行查询。
Word在线翻译怎么使用我们有时需要编写或者阅读英文文档,这时候word中的在线翻译功能就成了很好的工具了,帮助我们准确快速地翻译,那么具体怎么使用呢?具体操作过程见下文。
Word在线翻译怎么使用?1、选中需要被翻译的句子,再点击“审阅”选项卡→ “翻译”小三角→ 翻译所选文字(或者翻译文档即是全文翻译)。
2、之后右侧会出现一个小窗口,我们选择将“英文”翻译为“中文”,再点击右上角的箭头(为什么不是下面的箭头?因为下面那个是本地翻译,上面的是在线翻译,更准确)。
3、之后在英文段落下面回车一次,再拉动右侧的窗口,点击“插入”即可完成翻译。
补充:word中shift和ctrl常用组合快捷键[shift+F2]组合键:复制文本[shift+F3]组合键:改变字母大小写[shift+F4]组合键:重复查找或定位[shift+F12]组合键:选择“文件”菜单中的“保存”菜单项[shift+F5]组合键:跳转文档中上一次编辑位置[shift+←] 组合键:选中光标左侧一个字符[shift+→] 组合键:选中光标右侧一个字符[shift+↑] 组合键:选中光标当前位置至上一行之间的内容[shift+↓] 组合键:选中光标当前位置至下一行之间的内容[ctri+F2] 组合键:打印预览[ctri+F4] 组合键:关闭窗口[ctri+F6] 组合键:在打开的文档之间切换[ctri+F12] 组合键:打开“打开”对话框[ctri+1] 组合键:单倍行距[ctri+2] 组合键:双倍行距[ctri+5] 组合键:1.5倍行距[ctri+O] 组合键:段前添加一行间距[ctri+A] 组合键:全选[ctri+B] 组合键:字符变为粗体[ctri+C] 组合键:复制[ctri+shift+D] 组合键:分散对齐[ctri+E] 组合键:段落居中[ctri+F] 组合键:查找[ctri+G] 组合键:定位[ctri+H] 组合键:替换[ctri+I] 组合键:字符变为斜体[ctri+J] 组合键:两端对齐[ctri+K] 组合键:超级连接[ctri+L] 组合键:左对齐[ctri+N] 组合键:新建文档[ctri+M] 组合键:左侧段落缩进[ctri+O] 组合键:打开文档[ctri+P] 组合键:打印[ctri+Q] 组合键:插入点所在行向左移动一个字符[ctri+Q] 组合键:取消段落格式[ctri+R] 组合键:右对齐[ctri+S] 组合键:保存[ctri+T] 组合键:创建悬挂缩进[ctri+U] 组合键:为字符添加下划线[ctri+V] 组合键:粘贴[ctri+W] 组合键:[ctri+X] 组合键:剪贴[ctri+Shift+Z] 组合键:格式清除[ctri+ shift] 组合键:输入法转换[ctri+F8] 组合键:打开“宏”的对话框[ctri+空格] 组合键:中、西文转换[ctri+Enter] 组合键:插入分页符[ctri+ shift+M] 组合键:取消左侧段落缩进[ctri+ shift+F12] 组合键:选择“文件”菜单中的“打印”菜单项[ctri+ shift+F] 组合键:改变字体[ctri+ shift+P] 组合键:改变字号[ctri+ shift+>] 组合键:增大字号[ctri+ shift<] 组合键:减小字号[ctri+ shift+]] 组合键:逐磅增大字号[ctri+ shift+[] 组合键:逐磅减小字号[ctri+ shift+C] 组合键:复制格式[ctri+ shift+V] 组合键:粘贴格式[ctri+ shift+T] 组合键:减小悬挂缩进量[ctri+ Enter] 组合键:插入分页符[ctri+ shift+←] 组合键:将光标移到单词开始处[ctri+ shift+→] 组合键:将光标移到单词结尾处[ctri+ shift+↑] 组合键:将光标移到段首[ctri+ shift+↓] 组合键:将光标移到段尾相关阅读:word冷门但实用方法技巧1、如何快速选中文字按住Ctrl键,可以选中不连续的多个文字。
如何使用Word进行多语言翻译和校对字数:1500字Word是一款功能强大的文字处理软件,除了常规的文字编辑功能外,它还提供了多语言翻译和校对的功能,使我们在处理多语言文档时更加便捷和高效。
本文将介绍如何使用Word进行多语言翻译和校对,帮助读者更好地利用这一工具。
一、设置多语言支持在使用Word进行多语言翻译和校对之前,我们首先需要设置多语言支持。
打开Word软件,在“文件”菜单中选择“选项”,进入“Word选项”界面。
在左侧导航栏中选择“语言”,然后在“所需区域设置”下拉菜单中选择需要翻译和校对的语言。
点击“确定”按钮,完成多语言支持的设置。
二、在线翻译功能Word提供了在线翻译功能,可以利用互联网上的翻译资源进行快速的翻译。
在Word文档中选中需要翻译的文本,然后在顶部工具栏中选择“插入”菜单下的“翻译”按钮。
Word将自动弹出翻译窗口,显示翻译结果。
三、点对点翻译除了在线翻译功能,Word还提供了点对点翻译的功能,可以直接在文档中进行翻译。
选中需要翻译的文本,然后在顶部工具栏中选择“开始”菜单下的“翻译”按钮。
Word将在右侧弹出翻译窗口,显示翻译结果,并将翻译后的文本直接插入到原文本的旁边,方便用户对照和修改。
四、自定义翻译资源Word还支持自定义翻译资源,用户可以添加和管理自己的翻译记忆库和术语库。
在顶部工具栏中选择“开始”菜单下的“翻译”按钮,在弹出的翻译窗口中点击“选项”按钮,进入翻译选项界面。
在此界面中,用户可以添加和删除翻译资源,并对其进行管理和调整,以便更好地满足个性化的翻译需求。
五、校对功能除了翻译功能,Word还提供了强大的校对功能,帮助用户检查和修改文档中的语法和拼写错误。
在顶部工具栏中选择“开始”菜单下的“拼写和语法”按钮,Word将自动进行拼写和语法检查,并在文档中标出错误。
用户可以逐个修改错误,或者选择“更改”按钮批量修改。
六、扩展功能插件为了进一步提高多语言翻译和校对的效率,Word还支持各种扩展功能插件的安装和使用。
毕设-外文文献翻译-操作流程
(2013-05-15 16:32:03)[编辑][删除]
转载▼
分类:电脑实用技巧
标签:
外文文献
获取
翻译
教育
最近都在做毕设,很多同学在外文文献翻译这个环节遇到问题。
主要归结为以下两点:
1.不知道获取外文文献的途径。
2.不知道怎么将PDF文档转换为word文档。
我总结了一下我做外文文献翻译的整个操作流程。
1.通过校园网提供的外文数据库搜索文献。
由于一般在网络上获取期刊文献都需要付费,而通过校园网通道进入期刊文库则可以免费下载而且资源非常丰富。
首先通过校园网图书馆进入外文数据库。
之后进行关键词搜索,这里以“教育”为关键词
下面是文献列表
2.下载过程
在标题下面有一个PDF标志,点击就会弹出PDF阅览窗口。
点击保存按钮,获取外文文献。
3.接下来是如何将PDF文档转化为word文档
一般的PDF阅读器可以将PDF另存为txt文本文档,但是文本文档格式全无,不好进行进一步翻译。
这里就需要用到PDF编辑软件Adobe Acrobat X Pro,可以将PDF直接另存为word文档,格式看起来很舒服。
下面是转化出来的文档
4.接下来是翻译部分
我用的是Google翻译,个人认为翻译大体还是不错的,当然如果作为学术研究来说,许多字句都需要自己斟酌修改,不能直接Ctrl+C Ctrl+V。
微探针阵列零件的注射成型1.概述安装在内窥镜中的尖的探针阵列可以穿透肠胃里面的癌细胞。
然后提供药物或基因进入细胞进行针对性的根治。
在这个研究中,制备了两个探针模型。
第一个模型是基于单晶硅的探针阵列(高度80mm,宽高比0.17,密度780/),由KOH湿蚀刻制作。
第二个模型是基于不锈钢的材料来制作的,这是由WEDG制作和组装的针灸针(高度890mm,长宽比0.45)。
插电铸模具使用镍作为材料。
高黏度的PC和通用PP被用来通过注射成型模具探针零件。
在实验中,非常成功的制作了PP微型探针通过注射压缩成型。
田口方法被认为接近最佳的处理参数和对注塑压缩成型做出了贡献。
2.介绍显微组织材料在汽车,航空器,生化,测量,信息技术以及医疗卫生等方面有有广泛的应用。
显微组织的周围的数量级是微M级别的,表面的粗糙度的要求超过亚微M。
为了满足这些条件,非常规的制造技术,例如基于硅的IC处理技术是一些用于制造微结构部件的首要选择。
在IC制造中,硅最常用的地方在于制造薄膜和膜结构。
硅有一定的优势,比如积分电路的兼容,还有良好的机械性能。
如果材料要求具有光学延展性,耐化学性,无蛋白质的吸收以及批量生产,热塑性聚合物成型是首先选择的技术。
安装在内窥镜探针阵列的是很尖锐的一部分,可以穿透在肠胃里面的癌细胞,然后提供治疗药物或基因进入细胞。
人类的细胞直径是20-30mm。
要想穿透2-3层细胞或者外延真皮,微型探针的适当高度是50-59mm。
体微加工的主流技术FAB-rication生产出的一批柱石。
使用单晶硅晶体和各向异性蚀刻剂可以制造尖锐的探针或凹槽。
然而在使用单晶硅的过程中有两个限制。
第一个是通过蚀刻参数的控制对高度和纵横比的微探针限制。
第二个是吸收的蛋白质并不适合蛋白质基因或溶液的单晶硅芯片。
聚合物的一般成型技术是热压成型,反应注射成型,注射成型或注射压缩成型。
塑料成型模具嵌件是必不可少的。
有两种方法来实现。
其中之一是直接制造金属基体材料,第二种是通过延长时间来实现。
哪一种方法更有优势呢?复制模具插入,主体材料是硅,PMMA等。
一旦主体材料准备好,通过电铸来复制模内镶件。
复制技术,电铸已经被用于光学塑料很长一段时间。
例如:塑料透镜或汽车反射镜。
这其中涉及到金属沉淀,可以反复使用。
模嵌件的精度是亚微M级或纳M级。
所以,模具插入的准确性和主体材料有很大的依赖性。
DESPA等重复研究了高纵横比的微凝固组织的注塑过程,模具的高温对于微观结构成型是有帮助的。
KEMMANN等研究发现POM的复制能力比PPS更好。
YU等人采用PMMA和OQPC去注塑微薄壁模具(最小50mm)发现高速注射对于低残余应力一部分的成型是有利的。
NIGGEMANN等人采用注塑成型微孔,他们发现PC,PS,COC适合用于微型注塑成型。
SU等人研究了硅微金字塔的复制模具插入。
他们使用了C-MOLD2000(2.5D冲模CAE软件)来模拟显微注射成型的成型条件。
微金字塔的纵横比为0.707。
由于塑料的经济优势,发展高宽度比的探针组件的注射成型技术是可以的。
由于小型化和显微注射成型技术,微观结构复制和保真度,尺寸精度和注射成型的过程的高精度的要求,这些都是需要考虑的因素。
因此,注塑成型机,模具和工艺条件的微结构需要仔细检查。
在这项研究中,研究了两种探针主体的成型性。
一个是基于硅为主体,一个是不锈钢。
然后,使用电铸技术制造镍模内镶件和注塑成型复制微型探针阵列。
最后,通过田口实验探讨研究来找到最接近加工参数的注射压缩成型工艺。
设计和制造的微型探针,以下是探针的要求的参数:1,微探针的高度大约是50-59mm。
2,每个探针上有小尖头;3,单位面积上阵列密度高;4,每个探针有高的纵横比;5,蛋白质和体液没有化学反应。
3.基于硅的主体首先,单晶硅和散装微加工来制造微探针母版。
在湿法蚀刻中,EDP,KOH,TMAH 和NaOH也常常用于各向异性蚀刻。
在G1009和G1119KOH蚀刻速度的最大比率将达到400:1。
这意味着,一些蚀刻条件下,较高的纵横比的微探针或更少的削弱效果可以得到。
探针阵列的图案是矩形。
P和D是间距和圆底座的直径。
湿法蚀刻工艺会出现削弱效应,受此影响,微型探针阵列可以直接用于硅制造。
首先,模型被复制到由二氧化硅制作的G1009晶圆上。
然后,用蚀刻剂KOH来蚀刻晶片和削弱效果。
只要形成探针针尖,晶片从蚀刻剂中取出。
由于天然的非均匀性和不准确操作。
必须过度腐蚀。
以确保大柱石的形成。
但是过度腐蚀将会缩短探针的高度。
通过这样的技术,微探针的纵横比是1.7和曲率半径是0.1mm。
当用KOH制造凹凸结构,水平面{411}和{311}将被形成在凸型角部的{8}。
基体虽然加入IPA,可以减少削弱影响,新的凸角面{212}将会形成。
在{212}上的粗糙度是{100}面上的79倍。
比{11}面大七倍。
比{311}面大九倍。
{212}面是不适合注射成型的。
KOH的蚀刻速率的主要参数是浓度和温度。
当浓度在4M周围的时候,蚀刻速率在{100}面上是最快的。
即,大约80-C在1.2毫M每分钟周围。
作为负面效应,表面粗糙度降低。
例如,80-C,用8MKOH,表面粗糙度将会小于100nm。
为了得到更好的表面粗糙度插入物,百分之45的KOH来进行蚀刻G1009硅。
由于许多平面出现在凸角,蚀刻速率不是线性的。
并不容易测量或估计蚀刻速率的削弱。
使用光学显微观察蚀刻状态,通过反复实验,来确保探针的形成。
随着45重量的条件,平均探针的高度大约在50毫M。
在模式2中,当使用的平均高度的微探针是80毫M,直径D和高度的比率的微探针大约是3.75。
D的大小是300毫M和P为350毫M。
4.不锈钢的主体另一种类型的探针,这是复制主体型的针灸针,后来发展到研究探针的能力。
为了解决针灸针。
1个微孔用不锈钢板制作,然后,ACU的穿刺针插入小孔并切断端部侧。
微探针的底部直径大约是190毫M和高度是890毫M。
虽然与规模探针相比有一些大,但是,在微硅探针里面,在注塑模具过程中,这是一个非常好的模型来研究微型探针。
在注塑成型实验中,插入两种探针模型制备的电铸模型。
第一种模型是80毫M高的探针模具镶件。
另一种是80毫M高的探针模具嵌件。
电铸是将非金属或金属的显微组织转移到模具中的最流行的技术之一。
对于第一个探针模型,硅探针的主体被复制,形成金属探针槽模具镶件。
使用去离子水清洗硅探针的重要部分然后用氮气干燥。
籽晶层层积PVD(例如,蒸发,溅射等),这种金属种子层,镍分子可以假去电铸。
然后,硅主体和电铸模具镶件被分离和模具嵌件可以浸泡在70-C的KOH中,这样可以清除残留的硅和杂质。
因为微探针插入模具的槽,它是不容易被轻易观察的。
为了验证微探针的前端被复制。
复制薄膜被用于表面特征的观察。
在复制膜(厚的复制材料,G254A),可以复制的表面特征是125毫M的高度或深度。
复制的探针槽的结构是完整的,显现的柱石也是清楚的。
对于不锈钢探针主体,籽晶层是可以忽略的。
为了限制电铸模具插入物,PMMA用于固定不锈钢主体。
要组装模具镶件注射模具,对插入的电铸模具进行设计和加工。
在这种情况下,这是不必模嵌件与模基座进行探针对准。
5.注射成型和注射成型在液压注塑机上成型为了测试探针技术的成型性,对传统的模具标准件进行了修改。
第一模型的电铸模具镶件模具基体被进行了固定。
在一个1毫M的高凸的柱石上,FCS的FT-110注塑机和冷却水通过。
树脂PC被使用,因为它具有很高的流动速率。
这个很适合薄的部分注塑。
注塑成型的条件中虽然合适,但是有时候会出现高速喷射,低的注射速度有利于微观结构成型。
低温的模具壁,那么凝固树脂的流动会出现明显的柱石和很尖锐的几何形状以至于不能被复制。
在本实验研究中,重复的质量非常差的柱石。
为了克服这个问题,使用全动注射成型机来解决模具的开发问题。
6.全电动注塑成型机全电动注塑成型机,使用模具修改后的探针的一小部分,流动距离更短,大约13毫M,该部分是很小的(12毫M)和浇道和流道的直径为4毫M。
小的空气排气口需要空气流通和通气孔间隙为0.03毫M。
两个GE的树脂,PC和CHISSO被用于注射成型何总,除了注射过程中被使用,通过注射压缩成型过程中定义的微探针。
注射研所成型实验,注射成型和热压印的组合,更好的复制微观结构。
首先,PC被用来模制微探针的第一模型的一部分的处理条件已经可以找出。
冷却油的温度是非常接近树脂的热变形温度(玻璃化转变温度)。
这将减缓树脂的凝固,探针槽可以提高探针的成型性。
但是提高ING的模具温度也将延迟周期。
即使这种类型的PC具有很高的流动性,不完整的用于注塑成型和注射压缩成型的微探针的尖端的成型。
这样会得到更好的实验模具。
然后,从PC到PP树脂,进程的条件在表中可以查询。
冷却油的温度接近于PP的热变形温度。
聚丙烯的熔体流动速率是小于PC的。
从注射成型的实验结果来看。
PP的成型性由于PC,但不形成尖锐的针尖的注射压缩成型优于注射。
在合理范围内PP的注射温度远大于PC和在实验中中的PP的注射温度接近注射温度的上限。
这是PP的微探针成型性优于PC的主要原因。
最后,改变模具插入探针的第二个模型,这是电铸针灸。
从实验中来看,注射压缩成型的PP的成型质量是很好的。
成型参数分析和田口实验知道了工艺参数在影响质量上的重要性。
田口方法被用来获取过程中的一组参数,这是接近优化。
注塑成型的过程决定以后,容易观察。
柱石高度的差异相比原来的设计作为品质的特点。
一组使用光学显微镜和精确的钳位阶段的探针来测量高度的高度差,在一般情况下,会比较好。
因素一是对质量的特性值,n是测量的数量,平均yy是义,最佳的品质和最小偏差的两个函数的S/N比,如果被选择的S/N比大的值。
在表中已经列出了所有的控制因素和L18直交被用于计算S/N。
然后,他可以被称为A2-B3-C2-D2-E3-F3-G3-H3是从因子响应表的最好的因子水平。
从排名的因素中,模具温度是最重要的参数和注射速度是第二重要的。
如果模具温度足够高的时候,探针槽里面树脂的固化时间将会被延迟,并且将被填充的提示除外。
此外,如果增加喷射速度,微探针的前端凝固的风险将会降低。
此最佳的一组因子水平可以用来预测接近最佳的S/N比。
在此之后,进行实验来验证预测的S/N比,确认前实验的S/N比是接近的预测的S/N比。
最后,执行方差ANOVA分析,在99%的置信度下,注射速度(46%)和模具的温度(19%)是最大的。
7.结论在这项研究中,探针阵列(纵横比0.17)由体微机械加工。
由于凸角的影响,探针部分是方形或八角形。
要降低生产成本,塑料是合适的材料来作为显微组织的组成部分。
尖锐的微观结构的注射所面临的挑战是完全重复的微观结构定义。
这是需要重新考虑注射技术,包括产品设计,模具设计,模具制造布局插入,模具装配,成型工艺等,在我们观察中,在探针注射成型的关键问题之一是解决空气流通。