模具零件加工工艺卡(标准)
- 格式:docx
- 大小:28.96 KB
- 文档页数:6
模具典型零件的加工7.1 杆类零件的加工导柱的加工在模具中,大多数导柱都是轴类圆柱形表面,一般根据其尺寸和材料的要求,可直接采用热轧圆钢作为毛坯料。
各种导柱按照使用要求的不同,考虑制造成本的因素,采用的材料也不同,常用的材料一般为20钢或T8,T9工具钢。
导柱的工作性质对材料的要求是:较好的耐磨性、一定的抗冲击韧性。
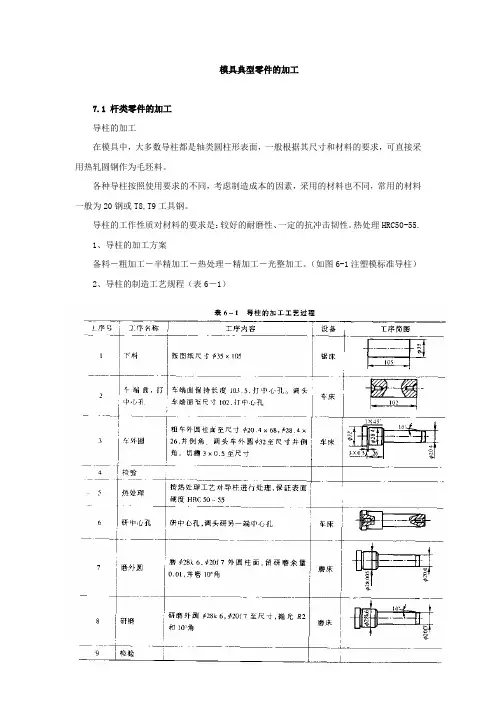
热处理HRC50-55.1、导柱的加工方案备料-粗加工-半精加工-热处理-精加工-光整加工。
(如图6-1注塑模标准导柱)2、导柱的制造工艺规程(表6-1)导柱的加工工序不是固定不变的,根据不同的生产类型、结构形式和尺寸精度、工厂设备情况,其工序的划分和工艺方法也就不同。
3、导柱加工过程中的定位一般采用设计基准和工艺基准重合的原则,在两端加工中心孔,以两中心孔轴线为各工序的定位基准,中心孔的形状和精度对导柱的加工质量有着直接的关系。
为了确保精加工时的精确定位作用,中心孔在热处理后必须进行对研和修整。
对研中心孔一般采用锥形砂轮或梅花顶尖:4、导柱的研磨一般对于配合精度要求较高的导柱,都要安排研磨工序,以提高表面质量和降低粗糙度。
二、模柄与顶杆的加工模柄的设计已标准化,常用的模柄有:压入式、旋入式、凸缘式、槽形式和浮动式等,和顶杆一样都属于台阶轴类零件,材料选用45钢,热处理HRC40-45,这类零件一般也是采用中心孔作为精加工的定位基准,终加工采用精磨工艺并靠磨端面,保证端面跳动要求。
7.2 套类零件的加工模具中的套类零件主要有:导套、护套和套类凸模等。
导套的材料和导柱一样,一般采用圆钢下料,热处理要求为HRC58-62,制造工艺也不是固定的。
导套的加工方案:备料-粗加工-半精加工-热处理-精加工-光整加工。
7.3 板类零件的加工一、板类零件加工质量的要求模具中各种板类零件较多,如:模座、垫板、固定板、卸料板、推件板等等。
虽然形状、材料、尺寸精度和使用性能要求各不相同,但都是有平面和孔系组成,这类零件的加工质量要求主要有以下几点:①平行度和垂直度要求,一般均按GB1184-80的规定,具体公差执行冷冲模和塑料模的有关国家标准。

模具加工工艺标准文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)模具加工工艺标准1.目的和适用范围为保证模具制作加工工艺的合理性、一致性,优化加工工艺,提高模具制作的进度,特制定本标准。
2.模具加工工艺标准工艺员编工艺卡时要在工艺卡中详细注明加工预留量、预留量的方位、粗糙度要求及注意事项。
加工工艺流程卡编写原则:在能保证精度、质量的前提下,优先采用加工效率高的设备。
铣床、CNC、磨床的加工效率比线切割、电脉冲要快,尤其是电脉冲加工效率最慢。
图纸上的尺寸不能随意更改(只有技术员能改),加工预留量原则:需要热处理加工的工件,热处理前外形备料尺寸单边加0.25mm的磨床余量,模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm,钳工铣床粗铣外形单边预留余量-0.5mm,线割后需要磨床加工的工件,成型部位单边预留0.05mm,外形开粗单边预留0.1mm的磨削余量; CNC精加工、电脉冲后要镜面抛光,单边留0.03mm的抛光余量。
加工精度要求:模具尺寸的制造精度应在~0.02mm范围内;垂直度要求在~0.02mm范围内;同轴度要求在~0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在~0.03mm范围内。
合模后,分型面之间的间隙小于所成型塑料的溢边值。
其余模板配合面的平行度要求在~0.02mm范围内;固定部分的配合精度一般选用~0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边~0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。
注意:镜面上如有做了挂靠台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边~0.02mm的间隙配合。
CNC拆电极的原则:模具型腔型芯应先拆外观主体电极,再拆其他主体电极,最后拆局部电极;定模外观电极要考虑整体加工,对CNC清角不到的地方,采用线切割清角,以便定模外观面完整,无接痕;动模深度相差不大的加强筋、筋片、柱子能一起加工的尽量做在一个电极上;比较深的筋片要做镶件,要单独做电极侧打,以防电脉冲时积碳;动模电极尽量不要CNC铣好之后还要线切割清角,如要,应将电极分解拆开或直接采用线切割;动模的筋部和筋位或者柱子的间隔超过35mm,应当分开做,节约铜料。
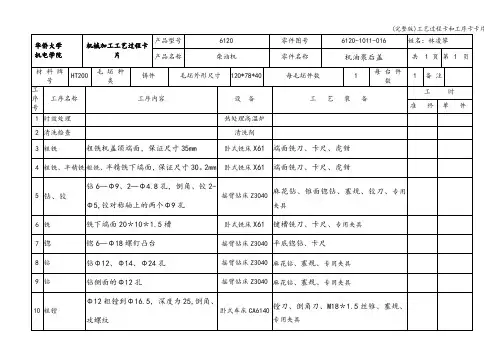
华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第1页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*4011设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣机盖顶端面,保证尺寸35mm硬质合金端面铣刀、卡尺16011。
65132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120—1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第2页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*351设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣下端面,保证尺寸31mm硬质合金端面铣刀、卡尺1601 1.64132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011-016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第3页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30。
21设备名称设备型号设备编号同时加工件数摇臂钻床Z30401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1钻6-Φ9mm孔Φ9高速钢麻花钻、塞规6300.290。

苏州毕特富冲压模具加工工艺标准一.目的为了使加工者对模具加工有标准可依,减少模具生产中的不良率,特制定本规范.二.范围本规范适用于本公司所有涉及到冲压模具加工的各工段及相应的外协厂商.三.内容3.1铣床段加工3.1.1所有需要热处理的模板在加工之前必须确认其厚度,要保证厚度有0.5mm以上的加工余量方可进行加工,对于不符合要求的一律退回.3.1.2所有的模板正面左下角为基准部分,必须用中心钻刻上三个基准点.3.1.3所有的模板必须采用中心钻定中心,然后才能在其基础上进行后继的加工.3.1.4每块模板的上都有两个Φ6.00的基准孔,铣床加工时其底孔必须用Φ4.00的铰刀铰穿,以便线割时好找相对位置.3.1.5所有铣床加工的部分其加工精度必须保证在±0.1mm以内.3.1.6所有的螺丝沉头必须保证螺丝放进去单边有0.3mm以上的摆动量.3.1.7所有的圆孔必须倒角,但倒角不能过大.3.1.8所有要求镗孔的部分其精度必须达到±0.005mm,且其表面要很光洁.3.1.9所有避位的R角必须达到规定要求,对于热处理过后的模板铣避位时一定不能出现烧刀现象.3.1.10对于很复杂的避位可以采取铣床初逃,电火花清角来达到其要求.3.1.11所有模板的螺牙在无特殊要求的情况下底孔一律钻穿,且螺牙不可攻歪,要保证螺丝能很顺利的扭进去.螺牙中不可残渣,以避免热处理后螺丝扭不进去.模板在热处理前最好在螺牙中装上止付螺丝,以避免螺纹烧变形.3.1.12所有的螺牙必须采用图面指定的螺距,在没有指定的情况下采用标准的螺距.3.1.13所有的铰孔必须保证合销能很轻松的敲进去,且之间的位置度必须保证在±0.005mm以内.3.1.14 所有的避位,沉头及螺牙在加工时一定要注意正反面,凡标有FB的均为反面加工.3.1.15所有的外协厂商在加工时必须要有一份加工说明对照表,且必须在完全理解的情况下方可进行加工.3.1.16对于铣床段出现的不良需及时相关人员反映,在没有得到确认的情况下不可流入下一工段,以避免不必要的损失及延误交期.3.2磨床段加工3.2.1所有要求研磨的工件,其表面不能太粗.对于成形和裁剪的冲子和入子表面一定要很光洁,且不允许有烧刀,啃刀现象.3.2.2在图纸没有标明和没有允许的情况下,所有的工件的R角一律不准倒C角,必须按图档规定的要求大小去加工.3.2.3所有的模板的厚度一律不允许低于规定尺寸.3.2.4长度小于300mm的模板平面度必须保证在±0.005mm以内.且侧面必须见光.3.2.5所有的模板表面不允许有明显的磨纹.3.2.6所有的成形冲子和成形入子可以采用磨床加工到位.3.2.7对于冲0.1mm以下的精密冲模(模具图纸上会有精密冲模四个字)热处理后的模板必须采取以下加工工艺:(1)对于固定板,脱料板和下模板首先采用磨床初磨,留0.1mm的余量,再采用慢丝初割,单边留0.1mm的余量,然后磨床磨到位,最后慢丝再精修三刀.(2)对于上垫板,下垫板和脱背板首先采用磨床初磨,留0.1mm的余量,再采用快丝割到位,最后磨床磨到位.3.3线割段加工3.3.1所有慢丝线割的部分在无特殊说明的情况下均需割一修二,精度至少保证在0.005mm以内.3.3.2每块模板上都有两个Φ6.00基准孔,不管是新模板线割还是改模,修模都有必须以这两个孔为基准,此两个孔必须割一修三.3.3.3所有的模板在线割前必须用校表测量其平面度,只有平面度保证在0.01mm以内方可进行线割,且线割时必须保证其垂直度.3.3.4所有的固定板,脱料板和下模板一律采用慢丝线割,上模座,上垫板,脱背板,下垫板和下模座在没有特殊说明的情况下一律采用快丝线割.3.3.5所有的导柱孔,导套孔和合销孔在线割时必须在45度的角上加油槽.3.3.6所有的固定板的直角部分必须逃角,脱料板的直角部分在图纸要求逃角情况下才可逃角.3.3.7在无特殊说明的情况下所有的刀口的直部为3mm,斜度为单边0.8度.3.3.8所有的导柱孔,导套孔,合销孔及很小的异形孔在线割时均需与实物相配.3.3.9线割部分的所有R角必须严格按图档要求加工,不得擅自更改.如果加工确实有困难请与工程部协商再决定.3.3.10对于精密冲模的线割部分至少割一修三.最好先将冲子,入子割好,再去配割脱料板,固定板和下模板,为保证精度所有的模板,冲子和入子必须由同一家供应商,同一种类型的线割机进行线割.3.3.11上模座和上垫板的线割废料均需保留.3.3.12除成形冲子和成形入子外,所有剪切部分的冲子和入子内外形腔必须采用线割从料板上一次性割出以保证精度.3.3.13所有要求线割的部分必须严格按电子档线割,不得按图纸手工画图加工以避免出错,且必须保证电子档的正确性.特别对于修模的零件,一定要确认电子档是不是当天最新的图档.四.异常处理工程部有权拒绝接受不符合要求的工件,并要求责任部门或外协厂商重制.核准: 审核: 制定: 冲压工程部。
.产品型号零(部)件图号共9页机械加工工序卡片第1页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序名称工序号金20粗材料牌冷却同时加工件DAC1毛坯种毛坯外形尺475mmx275mmx93m锻设备型设备编设备名XA6132 龙门铣每毛坯件工序工每台件数准终单件 1 1夹具编号夹具名称磁力平台备装工时定额工艺主轴转切削速走刀量吃刀工走刀容工步内速(转/ 步度(米/ (毫米/ 深度次数辅助辅具机动量具刃具)(毫米) /转) 号/分) /分5 铣六方体,平面度,垂直度达Ф200面铣刀0.02mm 游标卡尺,单边留0.5mm475 55 0.036 1.5 1 余量0.036 1.5 55 10 1 游标卡尺475描图编制审核会签标准化(日期)(日期)(日期)(日期)签日日字标志处数更改文件号签期标志处数更改文件号期字;..产品型号零(部)件图号共9页机械加工工序卡片第2产品名称页鼓风机铝合金压铸模零(部)定模芯件名称施工车工序名工序金20粗材料牌冷却同时加工件DAC1毛坯种毛坯外形尺475mmx270mmx93m锻设备型设备名设备编号深孔加工数控机XA6132 台每毛坯件数工序工时每台件数准终单件 1 1夹具编号夹具名称压板工工时定额艺装备主轴转切削速走刀量工吃刀走刀容内工步速(转/ 度(步米/ (毫米/ 深度次数辅助辅具刃具量具机动)(转) 毫米分/ 号) /分) /深孔加工Ф140.036 1.5 1 游标卡尺深孔加工冷却油路5 475 55 钻头装订号标准化签会核审制编;..(日期)(日期)(日期)(日期)签日更改文件号期期字日标志处数签标志处数更改文件号字产品型号零(部)件图号共9页机械加工工序卡片第2页产品名称鼓风机铝合金压铸模零(部)件名称定模芯施工车间工序号工序名称金工25 刨材料牌号同时加工件数冷却液DAC 1毛坯种类毛坯外形尺寸475mmx270mmx93mm锻件设备型号设备名称设备编号B665 铣床每台件数工序工时每毛坯件数单件准终 1 1夹具编号夹具名称平口虎钳吃刀走刀量切削速主轴转备装走刀工时定额艺工工容内步工;. .次数/ 深度度(米/ (毫米速步(转/ 辅助机动刃具量具辅具)) /转) (毫米/分) /分号钻头,丝攻游标卡尺寻边器10 打孔攻牙M14描图描校底图号装订号会签制编标准化核审(日期)(日期)(日期)(日期)签日期处数标志更改文件号处数标志更改文件号签字日期字产品型号零(部)件图号共9页机械加工工序卡片第2页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序名称工序号金工粗磨30材料牌号同时加工件数冷却液DAC 1毛坯种类毛坯外形尺寸475mmx270mmx93mm锻件设备型号设备编号设备名称M7232 CNC每台件数工序工时每毛坯件数1准终单件 1;..夹具名称夹具编号磁性吸盘工时定额工艺装备工吃刀走刀量主轴转切削速走刀步内容工深度毫米/ (米/ (速(步转/ 度次数辅具辅助刃具机动量具)毫米/转) (号/分) /分)游标卡尺百分CNC0.01 0.5 1 进行粗加工,进行大余量去除,留0.5mm进行精修30Ф5 4000 1500 表游标卡尺百分12钨钢刀10 四个R6000角加工30000.010.3Ф1表图描底图号会签核标准化编制审(日期)(日期)(日期)(日期)签日期标志处数更改文件号标志处数更改文件号签字日期装订号字产品型号零(部)件图号共9页机械加工工序卡片第3页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序号工序名称金工钻40材料牌号冷却液同时加工件数DAC 1 毛坯外形尺寸毛坯种类475mmx270mmx93mm锻件设备型号设备名称设备编号热处理每台件数工序工时每毛坯件数1准终单件1;..夹具编号夹具名称平口虎钳工时定额备工艺装主轴转切削速走刀量工吃刀走刀容步工内速(转/ 度(米/ (毫米/ 步深度次数辅助刃具机动辅具量具)) (毫米/分) /转/分) 号热处理,淬火,达48-52HRC 5回火10描图15校描底图号装订号会签制编标准化核审(日期)(日期)(日期)(日期)签日期标志日期处数更改文件号更改文件号标志处数签字字产品型号零(部)件图号共9页机械加工工序卡片第4页鼓风机铝合金压铸模定模芯零(部产品名称)件名称施工车间工序号工序名称金工50 数控铣材料牌号冷却液同时加工件数1DAC;..毛坯外形尺寸毛坯种类470mmx270mmx91.7mm锻件设备编号设备名称设备型号大水磨工序工时每台件数每毛坯件数准终 11 单件夹具编号夹具名称平口虎钳工时定额工艺装备主轴转切削速工走刀量吃刀走刀容步内工速(转/ 度(米/ (毫米步/ 深度次数辅助机动辅具量具刃具/分) /分号) /转) (毫米)平面磨床,磨上下平面度,公差在正负0.05mm 高度规砂轮 5 80 1275 40 0.13 1高砂轮度规0.13 0.05mm1 120 千分表10 1275 平面磨床,磨前后左右平面度,公差在正负80描图装订号会签标准化制审核编(日期)(日期)(日期)(日期)签日期日期标志处数更改文件号字标志处数更改文件号签字产品型号零(部)件图号共9页机械加工工序卡片第5页产品名称鼓风机铝合金压铸模零(部)件名称定模芯施工车间工序名称工序号金工70 精磨材料牌号同时加工件数冷却液;..DAC 1毛坯外形尺寸毛坯种类470mmx270mmx91.7mm锻件m设备编号设备型号设备名称M7232 CNC工序工时每台件数每毛坯件数准终单件 11夹具编号夹具名称磁性吸盘工时定额艺装备工主轴转切削速走刀量工吃刀走刀容步内工速(转/ 度(米步/ (毫米/ 深度次数机动量具辅具辅助刃具/分) /分) /转) (毫米)号百分游标卡尺8000 3000 0.01 0.05 5 CNC进行精修,能加工到位全部到位1 钨钢刀具表底图号装订号会签审制编核标准化(日期)(日期)(日期)(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期产品型号零(部)件图号共9页机械加工工序卡片第6页产品名称鼓风机铝合金压铸模零(部定模芯)件名称施工车间工序号工序名称金工80数控铣;..同时加工件冷却1 DAC毛坯外形尺475mmx270mmx93m锻设备编设备型工序工每台件准单11夹具名磁力平工时定切削走刀吃走//毫/深次辅机)毫)))标准(日期(日期产品型号零(部)件图号共9页机械加工工序卡片件名称)部(零鼓风机铝合金压铸模产品名称页7第定模芯;..施工车间工序号工序名称90 金工数控铣冷却同时加工件材料牌1 DAC毛坯外形尺毛坯种475mmx270mmx93m锻设备编设备名设备型工序工每毛坯件每台件准终 1单件 1夹具名称夹具编号平口虎钳工时定额工艺装备主轴转切削速走刀量工吃刀走刀步内容工速(转/ 步度(米/ (毫米/ 深度次数辅助辅具刃具机动量具)毫米/转) (/分) /分) 号5 5 7640 三坐标测量仪120 0.016 钳工检查,0.05描图校描底图号会审编制核签标准化(日期)(日期)(日期)(日期)装订号期日字签更改文件号处数标志期日字签更改文件号处数标志;.。
安徽福臻技研有限公司
安徽福臻技研有限公司
)、后序模具
下模CH孔制作同销孔加工标准,上模(或压料芯)为CH 头选用比CH冲头直径稍大一些,深度15-20mm
30°附件铣头90°附件铣头
G154
G158
G157
G155
G156
例:
M53 C0. ; (应用5面加工时先要将C轴旋转到对应的位置)
G155 A32. I_ J_ K_ H_ U_ V_ W_ ;
.
.
G160; (5面加工取消)
I 5面加工旋转定位后的加工G54相对于垂直G54中X的偏置量
J 5面加工旋转定位后的加工G54相对于垂直G54中Y的偏置量
K 5面加工旋转定位后的加工G54相对于垂直G54中Z的偏置量
H 刀具长度补偿号
U 滑枕伸出上限
W 横梁距工作台面的高度
同理可有G154 G156 G157 G158
在5面加工中,Z,W轴合成为一轴,如Z轴行程不够,W轴自动补偿,这也是G54和G154 5面加工也就是加工坐标原点的旋转与重置,判定方向时可沿图示箭头指向右为X+, 前为C轴旋转逆时针方向为正,刀具轴指向X—时为C0°
安徽福臻技研有限公司。