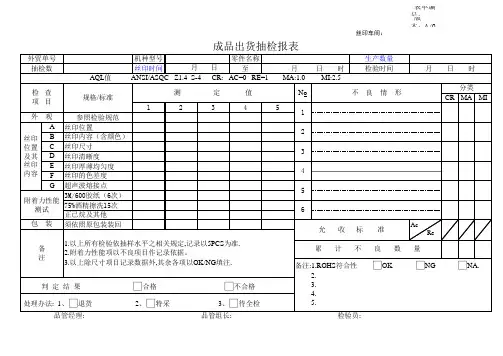
成品检验报表
- 格式:xls
- 大小:107.00 KB
- 文档页数:2
制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。
一范围
1.1FQC检验人员按照客人或工厂的标准对出货前的每订单PO、每款每色、每个出口国的大货产品进行抽样检验,判断产品检测结果是否通过,确保产品质量、包装等满足客户要求。
1.2 FQC检验人员主要涉及到原物料检测、复杂款和新款产品试做与首件确认、过程巡线检验和
最终产品抽验、出货及报告交流等。
二参考文件:
2.1客人要求文件:
2.1.1客人生产部操作手册
2.1.2 不良率指导说明及分类
2.1.3包装/标签手册
2.1.5 金属污染物控制政策
2.1.6 客人品质政策
2.1.7 化性测试
2.2工厂文件:
2.2.1不合格品管制程序
2.2.2纠正、预防措施程序
2.2.3产品标示与可追溯性程序
2.2.4成品检验规范
2.2.5计数值抽样计划使用准则
三术语和定义:
3.1检验标准:
3.1.1业务员(含)以上干部签名确认的样包或顾客提供的样品、原物料确认卡、订单通知与反馈单、顾客原始订单、工艺单、包装资料。
3.1.2生产副总签名确认的《成品检验规范》、《计数值抽样计划使用准则》。
3.1.3客人要求的验收水准和本厂的验收水准。
批准:审核:编写:。
半成品、成品检验及出厂检验制度
1、半成品的检验项目和要求依照本企业内控标准进行,半成品的抽检基数为一定货合同中的不同规格数量;抽检比例依照批量的大小分为3%-10%。
大批量实行小比例,小批量实行大比例;半成品检验必须件件合格,不合格的不得进行产品检验;
2、半成品的检验在技检部指导下,由车间质检员进行。
检验表一式二份,一份技检部,一份车间存档,半成品检验单如表,应严格按表填写。
3、成品检验既是企业对每批产品的质量检验,也是对用户提供产品质量保证的保证书;成品检验由技检部按工程或按批量随机抽检原则,当其中不符合要求时则应加倍抽检,复检合格后方可出厂。
4、产品出厂或入库时应附带合格证书;产品检验记录一式三份,一份技检部存档,一份交车间,一份交用户;技检部以产品检验记录为准,填写产品质量月、季、年度质量报表、产品检验记录表。
5、工艺变化、原辅料的批次厂家改变时,由总经理或技检部制定产品检验规范,并指定质检员进行产品质量首检工作,首检合格,经技检部确认后,进行封样存档。
6、班组质检员根据封样,按照《产品检验规程》进行产品过程检验工作;质检员负责产品抽检和巡回检查工作,对产品质量负总责,班组质检员对当班产品质量负责;出现质量问题,逐级查找原因,找出最终责任者进行处罚。
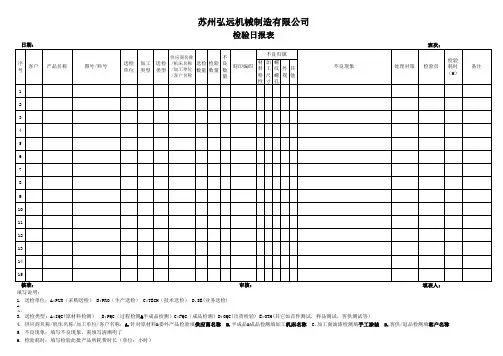
班次:
2. 加工类型:A.自制 B.委外 C.客供/退
苏州弘远机械制造有限公司
检验日报表
日期:
1. 送检单位:A:PUR(采购送检) B:PRO(生产送检) C:TECH(技术送检) D.SE(业务送检)
3. 送检类型: A:IQC(原材料检测) B:PQC(过程检测&半成品检测)C:FQC(成品检测)D:OQC(出货检验) E:OTH(其它如首件测试,样品测试,客供测试等)
4. 供应商名称/机床名称/加工单位/客户名称:A.针对原材料&委外产品检验填供应商名称 B.半成品&成品检测填加工机床名称 C.加工面油漆检测填手工涂装 D.客供/退品检测填客户名称
5. 不良现象:填写不良现象,需填写清晰明了
填写说明:
6. 检验耗时:填写检验此批产品所耗费时长(单位:小时)。
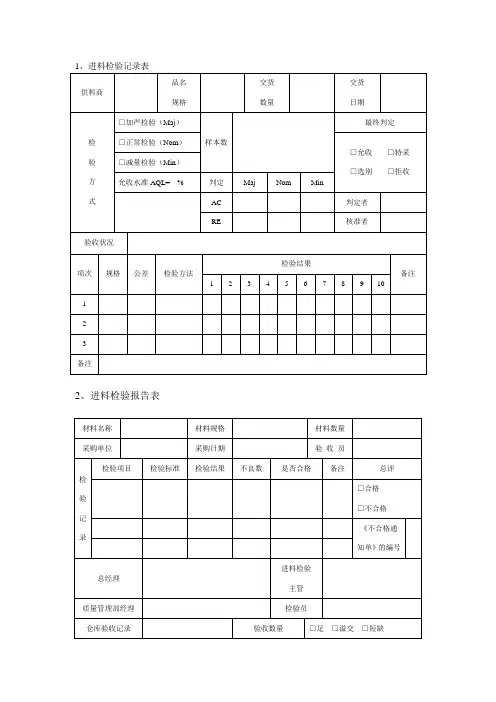
2、进料检验报告表3、进厂零件质量检验表检验主管:检验员:检验日期:年月日4、进厂零件检验报告表5、进厂材料试用检验表6、材料不良改进通知表说明:1.就被判定拒收或特别采用的检验批向供应商发出。
2.供应商应限期回复。
7、进料检验日统计表8、原材料供应商质量检测表供应商名称:编号:9、外协厂商质量检查表填写日期:年月日检验主管:检验人员:10、供应商不合格品记录表年度:月份:编号:11、供应商物料拒收月统计表月份:日期:主管:制表:12、供应商质量评价体系表13、供应商综合评价表编号:填写日期:14、制程检验标准书厂长:主管:制表:说明:1.检验标准作为生产部门及检验部门的品质判定依据。
2.依不同的工序制定。
15、制造流程检验标准表编号:经办人:审核:16、生产过程检验标准表产品名称:部门:页次:17、产品质量检验标准表产品名称:有效日期:18、作业标准书说明:1.本标准书由质量管理部制作,经厂长认可(修订亦同)。
2.作为生产部门各工序作业的依据。
19、操作标准通知单填写日期:编号:制表:审核:批示:20、质量管理标准变动通知单20、生产流程检验记录表21、生产过程记录表批号:规格:工令:用途:编号:经办:审核:22、巡检记录表班别:填写日期:23、制程巡回检验表日期:部门:查验结果:○好△尚可×不良矫正说明:1.制程中对巡回抽检的记录。
2.检验标准范围可定上下限。
3.异常检验情况应追溯到源头及全过程的处理。
4.由相关部门呈阅后交质量管理单位存档。
24、产品质量抽检记录表机器名称:班别:抽查员:主管:25、产品别不良记录表编号:主管:填表者:说明:1.为对制程检验状况的统计报告。
2.不良率=不良数÷加工数×100%。
3.本表由相关权限单位呈阅后,由质量管理部存档。
26、操作者自主管理检查表部门:姓名:日期:说明:1.自主检验的项目以目视及使用量规为原则。
2.检查记录使用符号:√良,△尚可,×差。
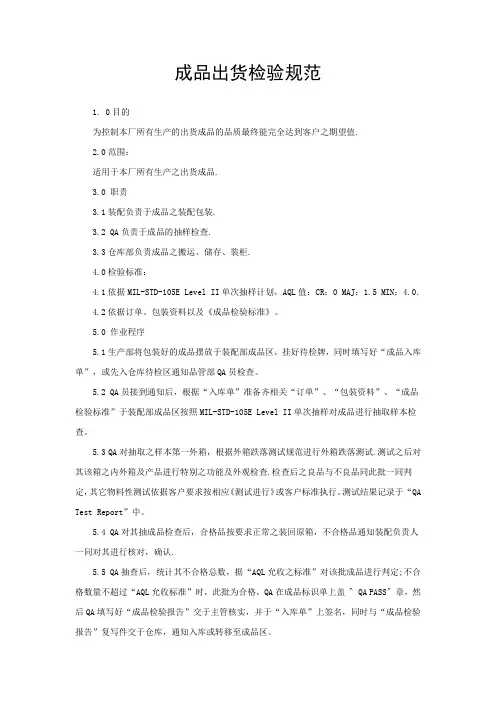
成品出货检验规范1. 0目的为控制本厂所有生产的出货成品的品质最终能完全达到客户之期望值.2.0范围:适用于本厂所有生产之出货成品.3.0 职责3.1装配负责于成品之装配包装.3.2 QA负责于成品的抽样检查.3.3仓库部负责成品之搬运、储存、装柜.4.0检验标准:4.1依据MIL-STD-105E Level II单次抽样计划,AQL值:CR:0 MAJ:1.5 MIN:4.0.4.2依据订单、包装资料以及《成品检验标准》。
5.0 作业程序5.1生产部将包装好的成品摆放于装配部成品区,挂好待检牌,同时填写好“成品入库单”,或先入仓库待检区通知品管部QA员检查。
5.2 QA员接到通知后,根据“入库单”准备齐相关“订单”、“包装资料”、“成品检验标准”于装配部成品区按照MIL-STD-105E Level II单次抽样对成品进行抽取样本检查。
5.3 QA对抽取之样本第一外箱,根据外箱跌落测试规范进行外箱跌落测试.测试之后对其该箱之内外箱及产品进行特别之功能及外观检查.检查后之良品与不良品同此批一同判定,其它物料性测试依据客户要求按相应《测试进行》或客户标准执行。
测试结果记录于“QA Test Report”中。
5.4 QA对其抽成品检查后,合格品按要求正常之装回原箱,不合格品通知装配负责人一同对其进行核对,确认.5.5 QA抽查后,统计其不合格总数,据“AQL允收之标准”对该批成品进行判定;不合格数量不超过“AQL允收标准”时,此批为合格,QA在成品标识单上盖〝 QA PASS〞章,然后QA填写好“成品检验报告”交于主管核实,并于“入库单”上签名,同时与“成品检验报告”复写件交于仓库,通知入库或转移至成品区。
5.6如统计其不合格总数超过其“AQL允收标准”,QA员填写好“成品检验报告”并同不合格样板交品管部主管最终确认.如确认为不合格,QA员填写“品质异常报告书”与不合格样板一同交生产部主管,并在成品标识单上盖“QA Reject”章由生产部对不合格品进行纠正及返工改善,QA对其进行追踪,及对该批纠正之后的产品进行重检并把检验结果记录于“成品检验报告”上。

品质部报表10则以下是网友分享的关于品质部报表的资料10篇,希望对您有所帮助,就爱阅读感谢您的支持。
《品质部检验报表.范文一》品质部检验报表汇总钻孔检验1. 首检抽检报告2. 钻孔不良异常记录3. 外发回板记录4. 陈刚富士达009系列底板孔径测量记录电镀检验1. 镀层厚度检验日报表(二铜/电镀测锡厚)2. 蚀刻检验日报表图转检验1. 图形转移首件记录表2. 固定位异常追踪记录表3. 刮膜QC 日报表4. 汽车板276系列报表修刻检验1. 修刻QC 日报表2. 开短路统计表3. 修理(补线)记录4.276系列孔内残铜首检二检记录5. 电镀蚀刻返工/板边发白孔铜确认记录6.276系列不良项目记录阻焊检验1. 阻焊检验记录日报表2. 阻焊退洗检验记录3. 阻焊返工统计4. 阻焊返工显影及返曝光记录5. 阻焊附着力测试记录表6. 固定位异常追踪记录表7. 阻焊首板检验报告8. 汽车276系列报表文字检验1. 字符首板检验报告2. 文字抽样报告3. 文字定位漏网统计表4. 汽车276系列报表化金检验1. 热风整平板首件报告2. 热平检验日报表3. 镀层厚度检验日报表4. 外发化金抽样记录5. 鼎新测孔铜记录冲床铣床V 割检验MRB物理室 1. 外形首件抽样报告 2. 交接记录 3. 不良记录4.V 割首件抽样报告 5. 残厚记录 6. 周点检表-日点检表(V 割)残厚测试仪7.1MN 测试记录 1. 刮撞伤记录表 2. 刮撞伤报废确认表 3. 未打入ERP 的型号与序号 4. 重大报废记录 5. 钻孔参数稽查 6. 巡查记录7.MRB 外观返工记录8.ECN 变更报废记录9. 纠正预防行动处理单10. 日报表(0.3㎡以上;样板报废;孔无铜报废)1. 层压FA 记录表2. 网版检验记录表3. 钻针抽样验收记录表4. 可焊热冲击试验记录5. 金相观察孔壁粗糙度6. 蚀刻因子记录表7. 阻焊厚度记录表8. 孔铜测试记录表《品质部二月份质量统计分析报表范文二》浙江欧瑞泰汽配有限公司品质部二月份质量统计分析报表二月份机加工车间产品合格率同去年12月份相比略有上升,工废率、料废率下降明显,数控车间工废率下降45.56%,料废率下降77.33%;台钻组工废率下降38.46%,料废率下降57.14%。
仓库管理工作流程成品仓库工作主要流程1、目的明确成品出入仓流程,规范成品入出仓作业,确保准确及时地把产品发给客户。
2、范围适用于本公司所有成品的入出仓管理。
3、生产成品入仓职责3.1生产部填写《成品报检单》和《生产日报表》并发出入仓通知。
3.2质检部填写《成品检验报告》。
3.3仓库核对入仓并输入电脑。
3.4财务部核对《入仓单》。
4、具体工作4.1成品报检:生产部填写《成品报检单》并通知质检部。
4.2成品检验:质检部依据《成品检验标准》检验成品并填写《成品检验报告》。
4.3成品入库:生产部依据《成品检验报告》填写《生产日报表》,仓库核对无误入仓,相关人员签名。
4.4生产日报表一式三份,仓库.生管和生产各一份。
仓库填写《入仓单》,财务核对。
4.5入仓的成品仓库物流人员依《仓库管理制度》作业。
5.相关文件5.1《成品检验标准》5.2《仓库管理制度》6.相关记录6.1《成品报检单》6.2《成品检验报告》6.3《生产日报表》6.4《入仓单》7成品出仓职责7.1客服部文员发出备货通知单,依据装箱单开好销货单和放行条,与客户沟通。
7.2仓库物流人员备货报检依据《出仓流程》作业。
7.3质检部对出货产品检验。
7.4送货员领料、装车和送货。
7.5保安对出货产品检查放行。
7.6财务核对相关出货单据。
8.具体工作8.1成品备货:客服部文员开出《备货通知单》通知仓库备货。
8.2成品出仓:仓库物流人员依据《备货通知单》备货。
并通知质检部检验,质检部依据《成品检验标准》检验并填写《成品出货检验报告》。
仓库物流人员依据《出仓流程》作业。
8.3成品装车:仓库物流人员依据《装车清单》协助相关人员做好出仓产品的装运工作。
8.4仓管依据《装箱单》直接修改电及系统的《备货单》。
(注:修改完毕的《备货单》即《出仓单》。
8.5客服部文员依据修改完毕的《备货单》转《销售货单》。
客服部文员核对《装箱单》与《销售货单》,核对无误后打印单据。
财务在电脑系统中核对《出仓单》和《销售货单》是否一致。
成品检验员
一、本职工作
负责成品出货检验工作,按照公司的运作程序及相关检验标准,进行最终的成品检验;对于所检验的产品或批次需填写《FQC检验报告》
二、岗位责职
1、成品检验
(1)严格按照成品检验规程及其他相关规定进行成品抽样和检验工作
(2)按照公司规定的抽样方法进行检验,防止不合格成品入库或进入销售渠道(3)对于经过检验成品,出具《FQC检验报告》并做好相关的品质记录
(4)根据出货计划与生产计划制定成品检验计划
(5)放行经检验合格的产品,退回装配部经检验不合格的产品
2、协助处理不合格品
(1)对成品检验中发现的不合格品和不合格批次进行鉴定
(2)监督不合格品的处理过程
(3)对处理完的不合格品重新进行质量检验,直到达到符合相关要求
3、质量统计分析
(1)及时填写质量记录,提交质量报表
(2)做好质量报表的统计分析工作,并及时上报给主管
(3)对成品检验档案资料进行分类、整理、统计、登记造册
4、检验仪器设备管理
(1)严格按检验仪器的操作规程使用检验器具
(2)负责检验器具的日常保管、保养工作
(3)按计划及时把检验器具送检,妥善保管自己使用的印章
5、其它职责
(1)完成上级交付的其它工作任务
(2)做好检验区的5S及其它管理工作
三、职权范围
1、有权要求装配部针对不合格品或不合格批次进行返工
2、有权对检验流程及检验制度提出合理化的建议
◆教育背景:高中/中专或以上学历
◆工作经验:一年以上电器/电子等相关工作经验
◆知识要求:熟悉品管手法与办公软件
能力要求:思维敏捷,果断,逻辑性强,知识面广泛,优良的管理技巧,
能支撑高强度工作压力。
缺陷类别AQL Ac Re 致命缺陷严重缺陷
轻微缺陷
轻微严重致命
12345跌落试验6包装规格
7
拉力8
扭力9实使性10
互配性12
老化测试13
五金/塑胶件14
结构外观15
LOGO 16
17
利手18
次品数情况
检验项目检验内容包装成品检验报告
检验结果
生产单位:
订单号:产品名: 产品型号:客户编号:
序号批量 PCS 抽检量 PCS 抽检日期: 年 月 日检验结果:□合格 □不合格 □其他 。
备注:检验依据:
□合格□不合格□未试验
□环保标识□提示语□警告语□方棒□六角匙□螺丝包 包装
贴纸
说明书
配件
标识□彩盒□塑胶袋□说明书外观□条形码□“ ”标安全□客户提供 □本厂标配(客户确认)
功能检测。