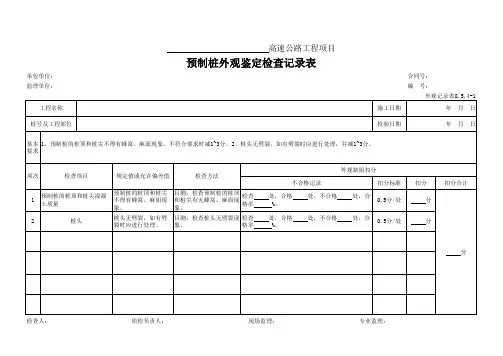
外观检验记录表
- 格式:xls
- 大小:36.50 KB
- 文档页数:1


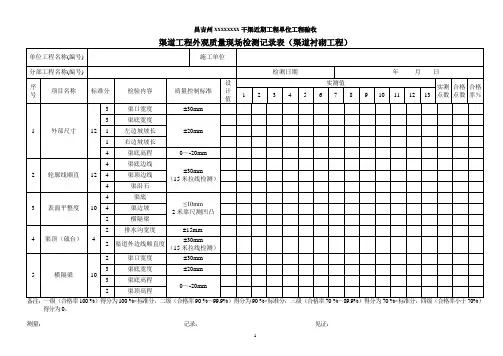
渠道工程外观质量现场检测记录表(渠道衬砌工程)
得分为0。
测量:记录:见证:
渠道建筑物外观质量现场检测记录表(节制、分水、退水闸)
得分为0。
测量:记录:见证:
昌吉州xxxxxxx干渠近x期工程单位工程验收
渠道建筑物外观质量现场检测记录表(节制、分水、退水闸续1)
得分为0。
测量:记录:见证:
昌吉州x干渠近期x检测记录表(混凝土交通桥)
得分为0。
测量:记录:见证:
昌吉州xxxxx干渠近xxxx工程单位工程验收
渠道建筑物外观质量现场检测记录表(混凝土交通桥续1)
得分为0。
测量:记录:见证:
昌吉州xxxxx干渠近期工程单位工程验收
渠道建筑物外观质量现场检测记录表(渡槽)
得分为0。
测量:记录:见证:
昌吉州xxx干渠近xxxxx期工程单位工程验收
渠道建筑物外观质量现场检测记录表(渡槽续1)
得分为0。
测量:记录:见证:
昌吉州xx干渠近期xxxxxx工程单位工程验收
渠道建筑物外观质量现场检测记录表(钢架桥)
得分为0。
测量:记录:见证:
昌吉州xxx干渠xxxx工程单位工程验收
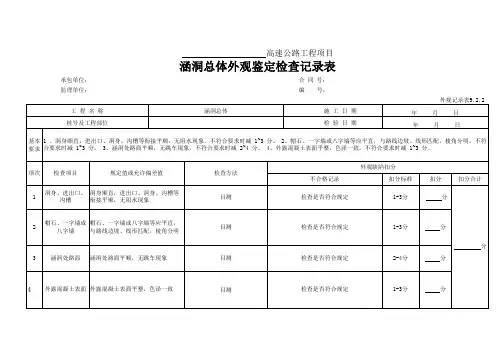
渠道建筑物外观质量现场检测记录表(排洪涵建筑物)
得分为0。
测量:记录:见证:
昌吉州xxxxx干渠近期工程单位工程验收
伴渠道路外观质量现场检测记录表
得分为0。
测量:记录:见证:。
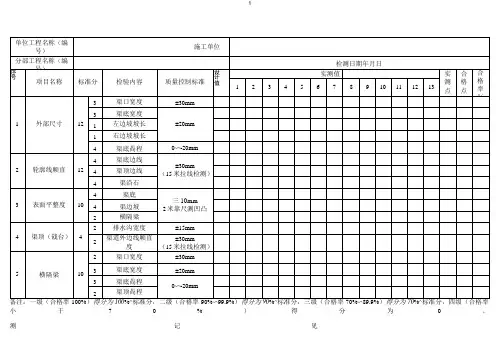
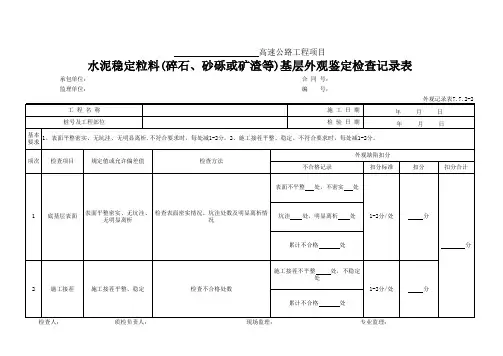
1备注:一级(合格率100%)100%^标准分,二级(合格率90%〜99.9%)90%^标准分,三级(合格率70%〜89.9%)70%^标准分,四级(合格率小于70%)得分为0。
渠道建筑物外观质量现场检测记录表(节制、分水、退水闸)备注:一级(合格率100%)得分为100%^标准分,二级(合格率90%〜99.9%)得分为90%^标准分,三级(合格率70%〜89.9%)得分为70%^标准分,四级(合格率小于70%)得分为0。
渠道建筑物外观质量现场检测记录表(节制、分水、退水闸续1)备注:一级(合格率100%)100%^标准分,二级(合格率90%〜99.9%)90%^标准分,三级(合格率70%〜89.9%)70%^标准分,四级(合格率小于70%)得分为0。
测量:记录:见证:昌吉州x干渠近期x检测记录表(混凝土交通桥)备注:一级(合格率100%)得分为100%^标准分,二级(合格率90%〜99.9%)得分为90%^标准分,三级(合格率70%〜89.9%)得分为70%^标准分,四级(合格率小于70%)得分为0。
测量:记录:见证:昌吉州xxxxx干渠近xxxx工程单位工程验收渠道建筑物外观质量现场检测记录表(混凝土交通桥续1)备注:一级(合格率100%)得分为100%^标准分,二级(合格率90%〜99.9%)得分为90%^标准分,三级(合格率70%〜89.9%)得分为70%^标准分,四级(合格率小于70%)得分为0。
测量:记录:见证100%100%^90%〜99.9%90%^70%〜89.9%70%^小于70%)得分为0。
测量:记录:见证:备注:一级(合格率100%)得分为100%^标准分,二级(合格率90%〜99.9%)得分为90%^标准分,三级(合格率70%〜89.9%)得分为70%^标准分,四级(合格率小于70%)得分为0。
测量:记录:见证9备注:一级(合格率100%)得分为100%^标准分,二级(合格率90%〜99.9%)得分为90%^标准分,三级(合格率70%〜89.9%)得分为70%^标准分,四级(合格率小于70%)得分为0。
管道焊缝外观检查记录日期:2024年9月15日检查人:XXX一、检查对象焊接对象:管道焊缝管道材质:不锈钢焊接方法:TIG焊接焊缝形式:对接焊缝二、检查仪器1.白色LED手电筒2.放大镜3.直尺4.记录表格三、检查内容及结果1.外观检查(1)检查焊缝的表面是否平整,无凸起或瘪陷现象。
结果:焊缝表面平整,无凸起或瘪陷现象。
(2)检查焊缝的颜色是否均匀,无孔洞或气孔。
结果:焊缝颜色均匀,无孔洞或气孔。
(3)检查焊缝两侧的夹渣情况。
结果:焊缝两侧无夹渣。
(4)检查焊缝的边缘是否整齐,无毛刺。
结果:焊缝边缘整齐,无毛刺。
2.尺寸检查(1)使用直尺测量焊缝的宽度,与设计要求进行比较。
结果:焊缝宽度为4mm,符合设计要求。
(2)使用直尺测量焊缝的高度,与设计要求进行比较。
结果:焊缝高度为5mm,符合设计要求。
3.其他检查(1)使用白色LED手电筒照射焊缝,观察焊缝是否有裂纹。
结果:焊缝表面光滑,无裂纹。
(2)使用放大镜对焊缝进行细致观察,检查是否有未熔合或烧穿现象。
结果:焊缝完全熔合,无未熔合或烧穿现象。
四、检查结论根据以上检查结果,管道焊缝的外观满足设计要求,尺寸合格,无裂纹、未熔合或烧穿现象。
焊缝质量良好,符合相关标准,并可继续进行下一步工艺。
五、备注由于本次检查仅对外观进行检验,未对焊缝的内部结构进行无损检测。
如有需要,建议进行X射线或超声波等无损检测方法,以确保焊缝的内部质量。
六、签名检查人:XXX。
B 面磕碰伤
B 面压伤B 面划伤
C 面磕碰伤
C 面压伤C 面划伤
端面
B
面
C 面活塞
孔
中心孔B面C面
B 面
C面
活塞孔气孔
活塞孔毛坯残留
不合格数总计
合格数
裂纹
中心孔毛坯残留
工废
浸渗液残留
倒角偏
退刀痕
孔径超差
缺口加工岛/线
料废
气孔
表面氧化
检验数检验日期
7V线 (1094-CB)1217-CH加工岛1094-CH加工岛
1609-FH/STR-FH/TRSE-FH加工岛
PXE-CB线
PXE-CB线
1206-CB/1274-CB 一号加工岛1206-CB/1274-CB 二号加工岛
PXE-CB/1720-CB一号岛
PXE-CB/1720-CB一号岛
7V线 (1094-CB)1094-CH加工岛
磕碰伤
外观检验记录表
1609-CH/STR-RH/TRSE-CS加工岛PXE-CB二号岛PXE-CB三号岛PXE-CB四号岛PXE-CB二号岛PXE-CB三号岛PXE-CB四号岛1206-CB/1274-CB 一号加工岛1206-CB/1274-CB 二号加工岛
冷隔拉模表面起皮
活塞孔划伤
粗糙度不良
漏工序
精镗镗不出
1609-FH/STR-FH/TRSE-FH加工岛
1217-CH加工岛1609-CH/STR-RH/TRSE-CS加工岛。