焊条电弧焊6课时
- 格式:ppt
- 大小:4.22 MB
- 文档页数:68


焊条电弧焊习题
判断题
1,焊工推拉闸刀时要面对电闸,以便看得清楚。( )
2面罩是防止焊接时的飞溅、弧光及其他辐射对焊工面部及颈部损伤的一种遮蔽工具( )
3焊工在更换焊条时,可以赤手操作( )
4焊接场地应符合安全要求,否则会造成火灾、爆炸、触电等事故的发生。( )
5弧光中的紫外线可造成对人眼睛的伤害,引起白内障。( )
6焊条电弧焊施焊前,应检查设备绝缘的可靠性,接线的正确性,接地的可靠性,电流调整的可靠性等。 ( )
7 当焊条与焊条与焊件粘连,左右晃动仍然不掉应立即松开焊钳,等焊件与焊条冷却凝固,焊条就很容易扳下来。( )
8 焊条与焊件粘连是因为焊条质量不好。( )
9 下雨天可进行焊接作业。( )
10 焊接完一道焊缝敲渣时,必须用面罩挡住( )
11 为防止焊接变形,可预留反变形量。( )
12 焊接气孔主要是氮气孔。( )
13 焊接速度要适中,过快会造成漏焊,未焊透,过慢会造成烧穿,焊缝余高高等( )
14 为防止产生加渣可将电弧稍微拉长。( 0
15 焊接时如果发现熔渣与铁水分不清就会出现加渣。( )
16弧光中的紫外线可造成对人眼睛的伤害,引起白内障。( )
17 E4303是常用的酸性焊条。( )
18焊条电弧焊焊接结束时,应在收尾处直接熄灭电弧,防止电弧灼烧收尾处。( )
19 引弧分为直击和划擦法两种( )
20 焊缝收尾是指一条焊缝焊完后如何收弧。( )
选择题
1焊钳手柄和焊接电缆都必须有良好的绝缘是为了( )
A防止焊工触电 B防止过热烫伤焊工
C防止焊钳和电缆过热而引起火灾
2 焊接作业结束后,应检查场地,以免留下( )蔓燃引起火灾。
A 焊条头 B熔渣
C 火种
3 焊条在使用时需进行烘干,碱性焊条应烘焙至( )℃,保温1~2h.
整理为word格式 焊接基本技术---焊条电弧焊:引弧、接头、运条与收尾
焊条电弧焊
1 引弧方法:直击法-焊条引弧端与焊件轻磕,提起引弧,保持2-4mm弧长。容易产生气孔。不易掌握。不适合初学者练习。一般应用于酸性焊条。焊件技术熟练者、焊缝较窄时使用碱性焊条时可以采用。划擦法—像划火柴一样,轻轻与焊件接触,动作范围很小,点燃电弧以后保持弧长2-4mm.容易划伤母材,不适合在低合金高强度钢等淬火倾向大的金属使用。因为容易操作,使用适合初学者使用,一般应用与碱性焊条焊接。
2 引弧位置:一般在始焊端15—20mm处引弧,从端部正常焊接,这样是根据气体电离的热电离的远离设计的,因为温度越高,越容易热电离,电弧容易产生。称之为:预热法引弧。打底层引弧注意从坡口两侧搭桥式引弧;填充层引弧注意在焊道上引弧,接头引弧防止在熔池内引弧,或者在坡口间隙处引弧。有间隙的引弧采用反复息弧法引弧。如果从始焊端直接引弧,容易粘弧与焊道窄而高。根据焊接方法例如左向焊法与右向焊法不同,采用在焊缝的右侧或左侧引弧。
3 防止粘弧与粘弧处理:防止粘弧措施:合适焊接电流值、碱性焊条厚板焊接采用合适的引弧电流(2-5)推力电流(2-5)粘弧引弧采用左右摇动使焊条脱离焊件,如果不行可以松开焊钳。防止采用焊钳长时间的短路或没有规矩的摇摆。
4 各种运条方法及特点与应用
各种运条方法的相同点:采用手腕运条,稳定、均匀速度,频率节奏鲜明。动静结合。柔性。
1)直线运条方法—特点:不横向摆动,熔宽小,电弧稳定熔深好。
应用:各种角焊缝、开坡口对接焊缝的打底层。
2)直线往复运条方法—特点:在直线上做往复运动,采用手腕前进10mm,后退3mm停顿,再前带10mm,回复3mm---.节奏鲜明,快慢分明,带要快,回要慢。焊速快,焊缝窄,适合在对接接头开坡口的打底层施焊。特别是间隙较大时更显示其优点。也可以应用在角焊缝、多层多道焊的角焊缝最后一道,横对接盖面层的最后一道。因为其花纹与其他道花纹一致,因此应用较广。
焊条电弧焊
一、焊条电弧焊的原理
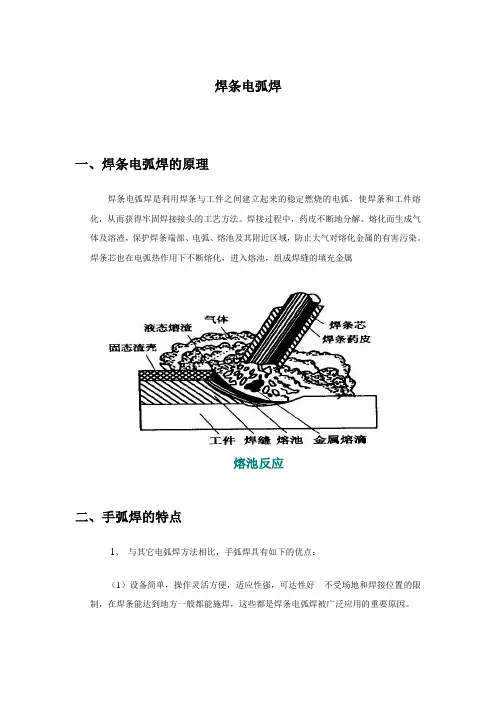
焊条电弧焊是利用焊条与工件之间建立起来的稳定燃烧的电弧,使焊条和工件熔化,从而获得牢固焊接接头的工艺方法。焊接过程中,药皮不断地分解、熔化而生成气体及溶渣,保护焊条端部、电弧、熔池及其附近区域,防止大气对熔化金属的有害污染。焊条芯也在电弧热作用下不断熔化,进入熔池,组成焊缝的填充金属
二、手弧焊的特点
1、 与其它电弧焊方法相比,手弧焊具有如下的优点:
(1)设备简单,操作灵活方便,适应性强,可达性好 不受场地和焊接位置的限制,在焊条能达到地方一般都能施焊,这些都是焊条电弧焊被广泛应用的重要原因。 熔池反应 (3)可焊接金属材料广 除难容或极易被氧化的金属外,几乎都能焊接所有金属。
(2)对接头的装配质量要求较低 焊接过程中,电弧由焊工手工控制,可通过及时调整电弧位置和运条速度等修改焊接工艺参数,降低了对对接头装配的质量要求。
2、与其它电弧焊方法相比,手弧焊具有如下的缺点:
(1)焊接生产率低、劳动强度大 与其他电弧焊接方法相比,焊接电流小,且每焊完一根焊条后必须更换焊条,焊后还需清渣,生产效率低,劳动强度大;且弧光强,烟尘大。
(2)焊缝质量对人依赖性强 由于采用手工操作焊条进行焊接,所以对焊工的操作技能、工作态度及现场发挥等都有要求,焊接质量在很大程度上取决于焊工的操作水平。
三、 焊接回路
手弧焊时焊接电源的输出端两根电缆分别与焊条、工件连接,组成了包括电源、焊接电缆、焊钳、地线夹头、工件和焊条在内的闭合回路。
焊接方法及设备(手弧焊)-技术
1 什么是手弧焊?它有什么缺点?
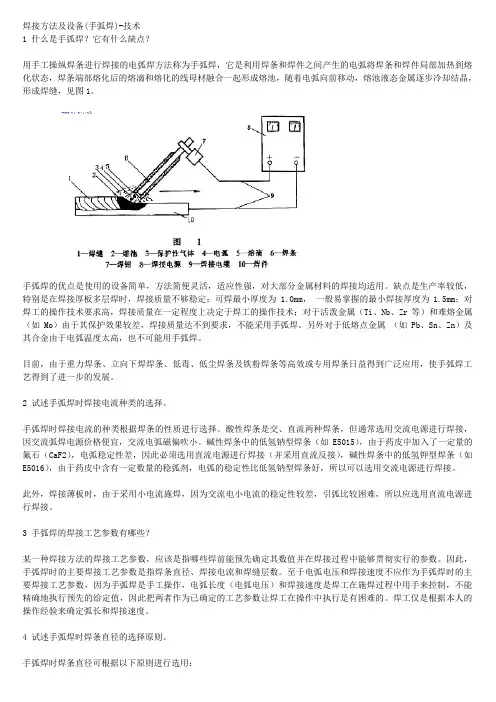
用手工操纵焊条进行焊接的电弧焊方法称为手弧焊,它是利用焊条和焊件之间产生的电弧将焊条和焊件局部加热到熔化状态,焊条端部熔化后的熔滴和熔化的线母材融合一起形成熔池,随着电弧向前移动,熔池液态金属逐步冷却结晶,形成焊缝,见图1。
手弧焊的优点是使用的设备简单,方法简便灵活,适应性强,对大部分金属材料的焊接均适用。缺点是生产率较低,特别是在焊接厚板多层焊时,焊接质量不够稳定;可焊最小厚度为 1.0mm, 一般易掌握的最小焊接厚度为1.5mm;对焊工的操作技术要求高,焊接质量在一定程度上决定于焊工的操作技术;对于活泼金属(Ti、Nb、Zr等)和难熔金属(如Mo)由于其保护效果较差,焊接质量达不到要求,不能采用手弧焊。另外对于低熔点金属 (如Pb、Sn、Zn)及其合金由于电弧温度太高,也不可能用手弧焊。
目前,由于重力焊条、立向下焊焊条、低毒、低尘焊条及铁粉焊条等高效或专用焊条日益得到广泛应用,使手弧焊工艺得到了进一步的发展。
2 试述手弧焊时焊接电流种类的选择。
手弧焊时焊接电流的种类根据焊条的性质进行选择。酸性焊条是交、直流两种焊条,但通常选用交流电源进行焊接,因交流弧焊电源价格便宜,交流电弧磁偏吹小。碱性焊条中的低氢钠型焊条(如E5015),由于药皮中加入了一定量的氟石(CaF2),电弧稳定性差,因此必须选用直流电源进行焊接(并采用直流反接),碱性焊条中的低氢钾型焊条(如E5016),由于药皮中含有一定数量的稳弧剂,电弧的稳定性比低氢钠型焊条好,所以可以选用交流电源进行焊接。
此外,焊接薄板时,由于采用小电流施焊,因为交流电小电流的稳定性较差,引弧比较困难,所以应选用直流电源进行焊接。
3 手弧焊的焊接工艺参数有哪些?
某一种焊接方法的焊接工艺参数,应该是指哪些焊前能预先确定其数值并在焊接过程中能够贯彻实行的参数。因此,手弧焊时的主要焊接工艺参数是指焊条直径、焊接电流和焊缝层数。至于电弧电压和焊接速度不应作为手弧焊时的主要焊接工艺参数,因为手弧焊是手工操作,电弧长度(电弧电压)和焊接速度是焊工在施焊过程中用手来控制,不能精确地执行预先的给定值,因此把两者作为已确定的工艺参数让焊工在操作中执行是有困难的。焊工仅是根据本人的操作经验来确定弧长和焊接速度。