焊条电弧焊基本操作技术 PPT课件
- 格式:ppt
- 大小:4.62 MB
- 文档页数:53

第一节 焊条电弧焊操作技术
一、 基本操作技术
1. 引弧;引燃电弧的过程。
1)直击法:焊条末端与焊件表面碰击。
特点:碰击次数多;
容量产生气孔;
2)划擦法:焊条末端与焊件表面划擦。
特点:损害焊件表面;
2、 运条
电弧引燃后作三个方向的运动:
1) 焊条要以焊条熔化速度不断地向焊缝熔池送进。
2) 焊条沿焊接方向向前移动。焊接过程中,焊条移动速度要适当。速度过快熔池变浅变窄,造成焊缝未焊透或未熔合出现气孔、夹渣。速度过慢,焊缝余高大,焊缝宽度过宽,焊缝易烧穿和出现焊瘤。
3) 焊条横向摆动。摆动的目地是增加焊缝的宽度。正常焊缝的宽度为焊接直径的2-5倍。
4) 焊条的运条:
(1) 直线形;
(2) 直线往复形;
(3) 锯齿形;
(4) 月牙形; 2、 焊道的连接
(1) 直通焊法;
(2) 由中间向焊缝两端对称焊法;
(3) 分段退焊法;
(4) 由中向两端退焊法;
3、 焊条动作的作用
(1) 焊条角度变化的作用:
1) 防止立焊、横焊、仰焊的熔化金属下淌;
2) 控制熔化金属与熔渣分离;
3) 控制焊缝熔池深度;
4) 防止熔渣向焊缝熔池前部移动;
5) 防止咬边;
(2) 焊条沿焊接方向移动的作用
1) 保证焊条直线施焊形成焊缝;
2) 控制每道焊缝的横截面积;
(3) 横向摆动的作用 1) 保证坡口两侧及焊道之间的熔合;
2) 控制熔化属液,使焊缝达到熔深与熔宽;
(4) 焊条送进的作用
1) 控制电弧的弧长、防止有害气体侵入焊缝熔池产生气孔;
2) 促进焊缝形成;
3) 焊接过程不断进行;
4、 焊道的收弧
是指一条焊缝结束时采用的收弧方法,采用立即拉断会形成低于焊件表面的弧坑。
1) 划圈法:端部作圆圈运动;
2) 回焊收弧法:回焊一小段填满弧坑后断弧;
二、 各种焊接位置上的操作要点
1. 平焊位置的焊接
(1) 焊接特点
1) 焊条熔滴金属主要依靠重力向焊接熔池过渡;

t 机械化工 科技_b吨2018年2月
DOI:10.19392/j.cnki.1671-7341.201804109
焊条电弧焊单面焊双面成形技术的操作要领与技巧
马俊力
焦作市技师学院河南焦作454000
摘要:单面焊双面成形技术是焊紊电弧焊难度较大的一种操作技术,但是在具体的操作过程中也有操作的要领和技巧,在
要领方面要注意“看”、“听”、“准”、“短”、“控”五个方面,在操作技巧上要从点固、起头、运条、收弧、接头和收尾六个方面下功夫。
关键词:单面焊双面成形;要领;技巧
面焊双面成形技术足焊条电弧焊中难度较大的一项技
术,同时又是焊工必须熟练掌握的基本技能,通过吸取和借鉴
全国各地焊工培训经验,经过多年的摸索和实践总结出的 套
适用于锅炉、压力容器和压力管道焊接取证的焊接操作技巧和
要领。要掌握此项操作技术,一定要熟练掌握以 卜“五要领”,
学会“六技巧”。
一、焊条电弧焊单面焊双面成形技术操作“五要领”
(1)看。“看”指的足存焊接过程中除要观察熔孔的大小、
熔池的外形及铁液与熔渣的分离情况,还应注意观察焊接过程
中如偏弧、极性等是否正常。熔池保持椭圆形。熔孔大小以电
弧两侧钝边完全溶化并深入每侧0.5ram~1 mm为好 熔池要
保持清晰,熔渣与铁液要分开。
(2)听。“听”指的是在焊接时注意听电弧击穿坡口钝边
时发出的“噗噗”声,如果没有声音或声音没规律,则会造成未
焊透、溶合不良等缺陷。
(3)准。“准”对焊接质量_卜分重要,他指的是送给铁液的
位置和运条的间距要准确,并使每个熔池和前面熔池重叠2/3,
保持电弧的1/3部分在熔池前方,运条的间距要均匀,送给铁
液的位置要准确。 (4)短。“短”是指灭弧和引弧的时间间隔要短和焊接时
电弧要短。只有短弧操作和接弧的时间适当短,才会减少和避
免气孔、未焊透等缺陷。
(5)控。“控”指的足要控制铁液和熔渣的流动方向,控制
熔池的温度和熔孔的大小,控制焊缝成形及焊肉的高低。“控”
焊条电弧焊基本知识
1.1 基本知识
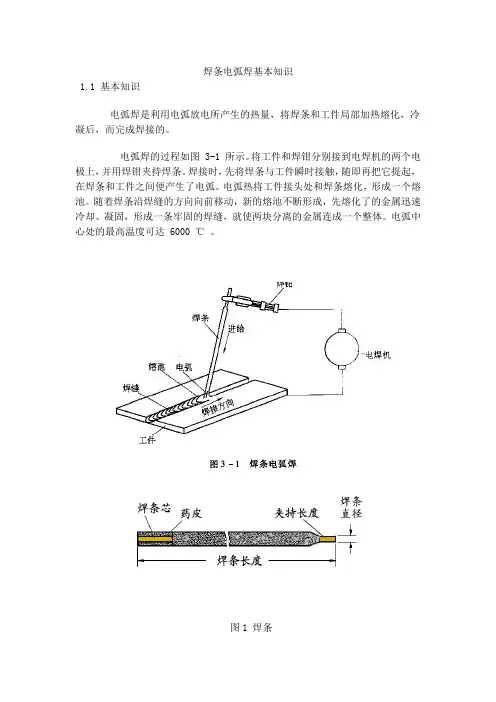
电弧焊是利用电弧放电所产生的热量,将焊条和工件局部加热熔化,冷凝后,而完成焊接的。
电弧焊的过程如图 3-1 所示。将工件和焊钳分别接到电焊机的两个电极上,并用焊钳夹持焊条。焊接时,先将焊条与工件瞬时接触,随即再把它提起,在焊条和工件之间便产生了电弧。电弧热将工件接头处和焊条熔化,形成一个熔池。随着焊条沿焊缝的方向向前移动,新的熔池不断形成,先熔化了的金属迅速冷却、凝固,形成一条牢固的焊缝,就使两块分离的金属连成一个整体。电弧中心处的最高温度可达 6000 ℃ 。
图1 焊条
1.1.1 电焊机和焊钳
焊条电弧焊用的电焊机有交流电焊机和直流电焊机两种。
(1)交流电焊机 交流电焊机是一种特殊的降压变压器(图 3-2 )。它将电源电压( 220 伏或 380 伏)降至空载时的 60 ~ 70 伏,工作电压为 30 伏,它能输出很大的电流,从几十安培到几百安培。根据焊接需要,能调节电流大小。电流的调节可分粗调和细调两级。粗调是改变输出抽头的接法,调节范围大。细调是旋转调节手柄,将电流调节到所需要的数值。
交流电焊机结构简单,制造和维修方便,价格低,工作噪声小,应用很广。缺点是焊接电弧不够稳定。 (2)直流电焊机
直流电焊机是由交流电动机和特殊的直流发电机组成的(图 3-3 )。电动机带动发电机旋转,发出满足焊接要求的直流电,其空载电压约为 50 ~ 80
伏,工作电压为 30 伏。电流调节范围为 45 ~ 320 安培,也分粗调和细调两级。
直流电焊机有两种接法。当工件接正极,焊条接负极时称正接法。若工件接负极,焊条接正极则称反接法。由于电弧正极区的温度高,负极区的温度低,因此正接法时,工件的温度高,用于焊接黑色金属;反接法用于焊接有色金属和薄钢板。
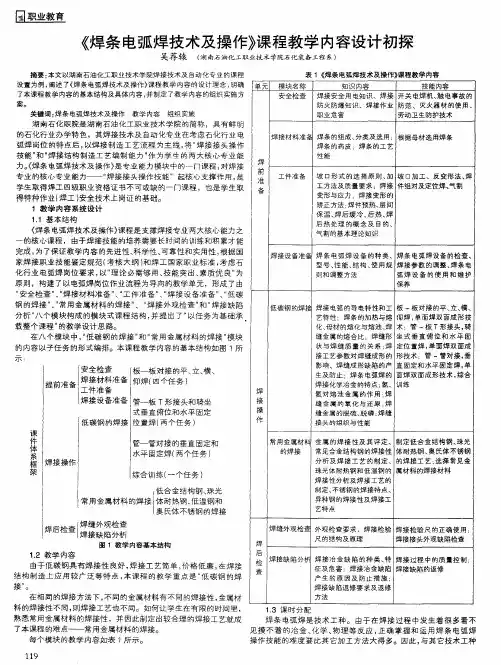
《焊条电弧焊技术及操作》课程教学内容设计初探 吴荐辕 (湖南石油化工职业技术学院石化装备工程系 摘要:本文以湖南石油化工职业技术学院焊接技术及自动化专业的课程 设置为例,阐述了《焊条电弧焊技术及操作》课程教学内容的设计理念,明确 了本课程教学内容的基本结构及具体内容,并制定了教学内容的组织实旋方 案。 关键词:焊条电弧焊技术及操作教学内容组织实施 湖南石化职院是湖南石油化工职业技术学院的简称,具有鲜明 的石化行业办学特色,其焊接技术及自动化专业在考虑石化行业电 弧焊岗位的特点后,以焊接制造工艺流程为主线,将“焊接接头操作 技能”和“焊接结构制造工艺编制能力”作为学生的两大核心专业能 力。《焊条电弧焊技术及操作》是专业能力模块中的一门课程,对焊接 专业的核心专业能力——“焊接接头操作技能”起核心支撑作用,是 学生取得焊工四级职业资格证书不可或缺的一门课程,也是学生取 得特种作业(焊工)安全技术上岗证的基础。 1教学内容系统设计 1.1基本结构 《焊条电弧焊技术及操作》课程是支撑焊接专业两大核心能力之 一的核心课程,由于焊接技能的培养需要长时间的训练和积累才能 完成,为了保证教学内容的先进性、科学性、可靠性和实用性,根据国 家焊接职业技能鉴定规范(考核大纲)和焊工国家职业标;隹,考虑石 化行业电弧焊岗位要求,以“理论必需够用、技能突出、素质优良”为 原则,构建了以电弧焊岗位作业流程为导向的教学单元,形成了由 “安全检查”、“焊接材料准备”、“工件准备”、“焊接设备准备”、“低碳 钢的焊接”、“常用金属材料的焊接”、“焊接外观检查”和“焊接缺陷 分析”八个模块构成的模块式课程结构,并提出了“以任务为基础承 载整个课程”的教学设计思路。 在八个模块中,“低碳钢的焊接”和“常用金属材料的焊接”模块 的内容以子任务的形式编排。本课程教学内容的基本结构如图1所 课 件 体 系 框 架 提前准备 焊接操作 安全检查 焊接材料准备 工件准备 焊接设备准备 低碳钢的焊接 板一板对接的平、立、横、 仰焊(四个任务) 管~板T形接头和骑坐 式垂直俯位和水平固定 位置焊(两个任务) 管一管对接的垂直固定和 水平固定焊(两个任务) 综合训练(一个任务) f低合金结构钢、珠光 常用金属材料的焊接{体耐热钢、低温钢和 【奥氏体不锈钢的焊接 焊后检查{墨篓篓 募 图1教学内容基本结构 1.2教学内容 由于低碳钢具有焊接性良好,焊接工艺简单,价格低廉,在焊接 结构制造上应用较广泛等特点,本课程的教学重点是“低碳钢的焊 接”。 在相同的焊接方法下,不同的金属材料有不同的焊接性,金属材 料的焊接性不同,则焊接工艺也不同。如何让学生在有限的时间里, 熟悉常用金属材料的焊接性,并因此制定出较合理的焊接工艺就成 了本课程的难点——常用金属材料的焊接。 每个模块的教学内容如表1所示。 】19 表1《焊条电弧焊技术及操作》课程教学内容 单元 模块名称 知识内容 技能内容 安全检查 焊接安全用电知识、焊接 开关电焊机、触电事故的 防火防爆知识、焊接作业 防范、灭火器材的使用、 职业危害 劳动卫生防护技术 焊接材料准备 焊条的组成、分类及选用; 根据母材选用焊条 焊条的药皮 焊条的工艺 焊 性能 一 刚 工件准备 坡口形式的选择原则、加 坡口加工、反变形法、焊 准 备 工方法及质量要求;焊接 件组对及定位焊、气割 变形与应力;焊接变形的 矫正方法:焊件预热、层问 保温、焊后缓冷、后热、焊 后热处理的概念及目的、 气割的基本理论知识 焊接设备准备 焊条电弧焊设备的种类、 焊条电弧焊设备的检查、 型号、性能、结构、使用规 焊接参数的调整、焊条电 则和调整方法 弧焊设备的使用和维护 保养 低碳钢的焊接 焊接电弧的导电特性和工 板一板对接的平、立、横、 艺特性:焊条的加热与熔 仰焊,单面焊双面成形技 化、母材的熔化与熔池、焊 术;管一板T形接头,骑 缝金属的熔合比;焊缝形 坐式垂直俯位和水平固 状与焊缝质量的关系;焊 定位置焊,单面焊双面成 接工艺参数对焊缝成形的 形技术:管一管对接,垂 影响、焊缝成形缺陷的产 直固定和水平固定焊,单 生及防止;焊条电弧焊的 面焊双面成形技术,综合 焊接化学冶金的特点;氢、 训练 焊 氮对熔池金属的作用 焊 接 缝金属的氧化与还原;焊 操 缝金属的脱硫、脱磷;焊缝 作 接头的组织与性能 常用金属材 金属的焊接性及其评定、 制定低合金结构钢、珠光 的焊接 常见合金结构钢的焊接性 体耐热钢、奥氏体不锈钢 分析及焊接工艺的制定、 的焊接工艺;选择常见金 珠光体耐热钢和低温钢的 属材料的焊接材料 焊接性分析及焊接工艺的 制定、不锈钢的焊接特点、 异种钢的焊接性及焊接工 艺特点 焊缝外观检查 外观检查要求,焊接检验 焊接检验尺的正确使用; 焊 尺的结构及原理 焊接接头外观缺陷检查 后 检 焊接缺陷分析 焊接 台金缺陷的种类、特 焊接过程中的质量控制 查 征及危害:焊接冶金缺陷 焊接缺陷的返修 产生的原因及防止措施: 焊接缺陷返修要求及返修 方法 1.3课时分配 焊条电弧焊是技术工种。由于在焊接过程中发生着很多看不 见摸不着的冶金、化学、物理等反应,正确掌握和运用焊条电弧焊